(54) УСТРОЙСТВО К ДЕФЕКТОСКОПУ ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ
1
Устройство относится к области неразрушающих методов контроля, а именно к средствам ультразвукового контроля качества сварных швов.
Известно устройство к дефектоскопу для ультразвукового контроля сварных швов, содержащее корпус, установленный на нем с возможностью продольно-поперечного перемещения по контрольному объекту искатель, закрепленный на искателе держатель с пером самописца, регистратор дефектов в виде приемной и подающей касбет с электротермической бумагой и направляющую линейку для обеспечения поперечного перемещения искателя 1.
Недостатком указанного устройства является низкая производительность контроля, так как устройство не обеспечивает автоматический подсчет площади дефектов в контролируемом объекте.
Целью данного изобретения является повышение производительности контроля, путем автоматического подсчета площади дефектов.
Указанная цель достигается тем, что устройство снабжено электродом гребенчатой
формы, закрепленным на направляющей линейке, электродом, закрепленным на искателе и взаимодействующим с электродом гребенчатой формы, электронным ключом с одним выходом и тремя входами, два из
J которых соединены с электродами, а один предназначен для подключения к дефектоскопу, и счетчиком импульсов, соединенным с выходом электронного ключа.
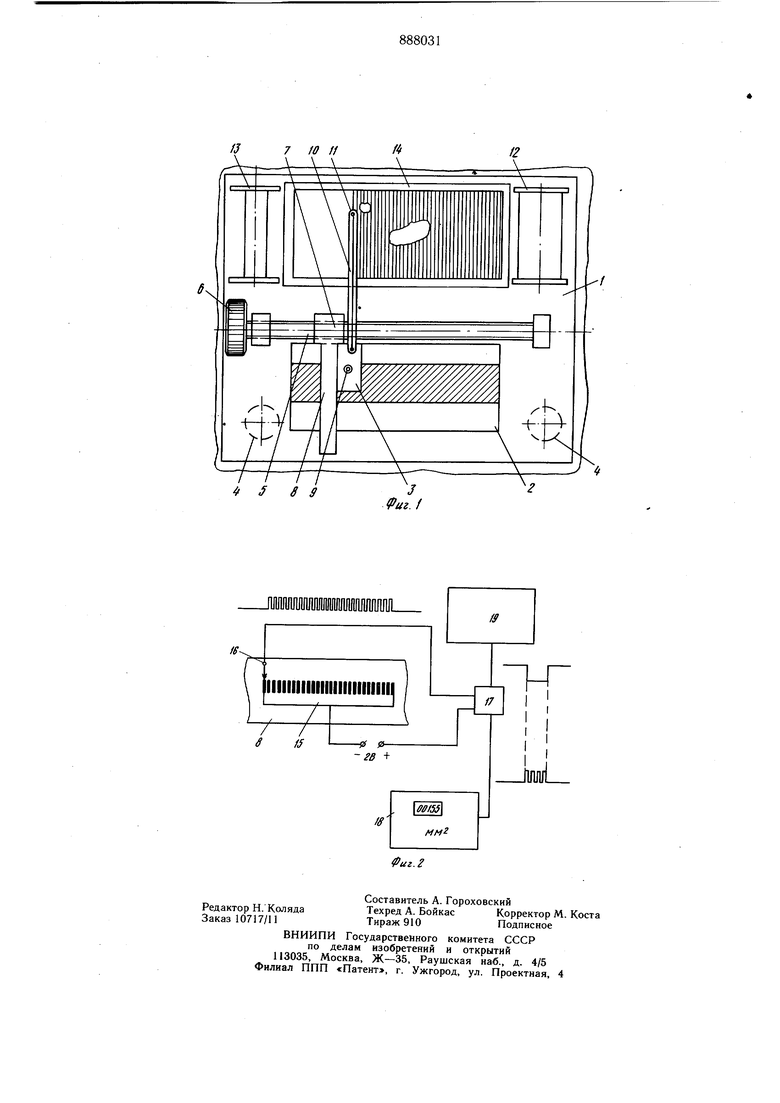
На фиг. 1 показана механическая часть устройства; на фиг. 2 - электрическая
10 часть устройства.
Устройство содержит корпус 1 с окном 2 и искатель 3. Корпус 1 закрепляется на контролируемом объекте с помощью, например, магнитов 4. На корпусе 1 с возможностью вращения установлен вдоль окна 2 винт 5
ts с маховиком 6. Винт 5 взаимодействует с гайкой 7, установленной на корпусе 1 с возможностью возвратно-поступательного движения вдоль оси винта 5. К .гайке 7 жестко прикреплена направляющая линейка 8, таким образом, что перекрывает по20перек проем окна 2 корпуса 1. На линейке 8 с возможностью возвратно-поступательного перемещения установлен искатель 3. На искателе 3 закреплен сигнализатор 9 дефекч та, например, фотодиод и держатель 10 с пером 11 самописца (на чертеже не показан). Устройство содержит также регистратор дефектов, выполненный в виде приемной 12 и подающей 13 кассет с электротермической бумагой 14, контактирующей с пером самописца 11, электрод 15 гребенчатой формы, закрепленный на направляющей линейке 8, и электрод 16, закрепленный на искателе 3 и взаимодействующий с электродом гребенчатой формы 15. Устройство включает также электронный ключ 17 с одним выходом и тремя входами, к двум из которых подсоединены электроды 15 и 16, счетчик 18 импульсов, соединенный с выходом электронного ключа 17 и дефектоскоп 19 подключенный к третьему входу электронного ключа 17. Для работы .устройство располагают на контролируемом объекте так, чтобы сварной шов расположился вдоль окна 2, примерно по его оси, после чего корпус 1 фиксируется на объекте магнитами 4. Вращая винт 5 необходимо установить гайку 7 в одно, из крайних положений, а потом переместить искатель 3 вдоль линейки 8. При этом, если в зоне действия «скателя 3 отсутствует дефект, перо 11 самописца прожжет на бумаге 14 сплошную линию, на вход электронного ключа будут поданы импульсы, генерируемые при взаимодействии электрода 15 с электродом 16. Если расстояние между зубцами электрода 15 будет равно, например 1 мм, то число импульсов будет равно величине перемещения искателя 3 поперек шва в миллиметрах. Если же будет обнаружен дефект, перо 11 самописца оставит на бумаге 14 пропуск, на искателе 3 загорится сигнализатор 9 дефекта, а электронный ключ 17, управляемый дефектоскопом 19 направит импульсы, генерируемые при прохождении искателя 3 над дефектом, в счетчик 18 импульсов. Далее процесс сканирования повторяем, т. е. поворотом винта 5 смещаем гайку 7, например на 1 мм и снова передвигаем искатель 3 вдоль линейки 8. После сканирования всего участка шва, ограниченного окном 2 корпуса 1, на электротермической бумаге 14 будет отражена картина расположения дефектов в сварке шва, а показание счетчика 18 будет численно равно суммарной площади дефектов данного участка шва в квадратных миллиметрах. Таким образом, исключение операции подсчета площади дефектов позволяет на 20-30% повысить производительность труда. Формула изобретения Устройство к дефектоскопу для ультразвукового контроля сварных швов, содержащее корпус, установленшзш на нем с возможностью продольно-поперечного перемещения по контролируемому объекту искатель, закрепленный на искателе держатель с пером самописца, регистратор дефекТОП в виде приемной и подающей кассет с электротермической бумагой и направляющую линейку для обеспечения поперечного перемещения искателя, отличающееся тем, что, с целью повышения производительности контроля путем автоматического подсчета площади дефектов, устройство снабжено электродом гребенчатой формы, закрепленным на направляющей линейке, электроДОм, закрепленным на искателе и взаимодействующим с электродом гребенчатой формы, электронным ключом с одним выходом и тремя входами, два из которых соединены с электродами, а один предназначен для подключения к дефектоскопу, и счетчиком импульсов, соединенным с выходом электронного ключа. Источники информации, принятые во внимание при экспертизе 1. Гурвич А. К. и Ермолов И. Н. Ультразвуковой контроль сварных швов, Киев, «Техника, 1972, с. 431, рис. 235.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к ультразвуковому дефектоскопу для контроля сварных швов | 1983 |
|
SU1142790A1 |
| Устройство для акустического импедансного контроля клеевых соединений сотовых панелей | 1978 |
|
SU697915A1 |
| Устройство для ультразвукового контроля дисков | 1982 |
|
SU1078317A1 |
| Устройство для контроля качества сварных соединений | 1973 |
|
SU461360A1 |
| Автоматический сигнализатор дефектов ультразвукового эхо-импульсного дефектоскопа | 1990 |
|
SU1744634A1 |
| Ультразвуковой дефектоскоп для контроля сварных соединений | 1975 |
|
SU601608A1 |
| Ультразвуковой дефектоскоп для контроля качества соединений | 1982 |
|
SU1076824A1 |
| Автоматический сигнализатор дефектов | 1978 |
|
SU785746A1 |
| Сканирующее устройство дефектоскопа | 1979 |
|
SU868569A1 |
| Ультразвуковой эхо-импульсный дефектоскоп | 1977 |
|
SU616584A1 |