(54) УСТРОЙСТВО УПРАВЛЕНИЯ СКОРОСТНЫМ РЕЖИМОМ КЛЕТЕЙ ПРОКАТНОГО СТАНА


| название | год | авторы | номер документа |
|---|---|---|---|
| Регулятор температуры полосы на выходе стана горячей прокатки | 1976 |
|
SU656682A1 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| Система регулирования толщины полосы на стане горячей прокатки | 1980 |
|
SU910250A1 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
| Устройство для регулирования толщины полосы | 1979 |
|
SU876228A2 |
| Устройство для регулирования ширины проката | 1980 |
|
SU929263A1 |
| Способ регулирования ширины проката и устройство для его осуществления | 1979 |
|
SU884765A1 |
| Устройство для автоматического регулирования охлаждения полосы в чистовой группе стана горячей прокатки | 1983 |
|
SU1158268A1 |
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |
| Система автоматического регулирования толщины полосы при прокате | 1979 |
|
SU865460A1 |
Изобретение относится к автомати-, эации прокатного производства в металлургии и может быть использовано для автоматического управления скоростным режимом чистовой группы клетей станов горячей прокатки.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство, содержащее измеритель температуры полосы, установленный за последней черновой клетью, первый и второй датчики наличия металла, установленные в зонах измерения температуры полосы за черновой и перед чистовой.группами клетей, соответственно, блоки коммутируемой памяти, измерения временных интервалов, задержки, определения температуры остывания полосы, памяти, задания; определения коррекции заправочной скорости и определения температуры полосы, первый и второй сумматоры и устройство автоматиче1С, кого управления скоростью прокаткиt, причем первый вход блока определения температуры полосы соединен с выходом измерителя температурил, поло сы, а второй - с выходом первого датчика наличия металла, первый и второй входы блока коммутируемой памяти соединены соответственно с первым и вторым выходами блока определения температуры полосы, а третий с выходом первого датчика наличия металла, первый вход блока измерения временных интервалов соединен со вторым выходом блока определения температуры полосы, выход второго датчика наличия металла соединен с чет10вертым входом блока коммутируемой памяти и BTOpbW входом блока измерения временных интервалов, вход-, блока задержки соединен с выходом второго датчика наличия металла, вход
15 блока определения температуры остывания полосы соединен с выходом блока измерения с выходом блока коммутируемой памяти, а второй - с выходсм блока определения температуры осты20вания полосы, первый вход блока памяти соединен с выходом первого сумматора, а второй - с выходе блока задержки, первый вход второго сумматора соединен с выходом блока памяти,
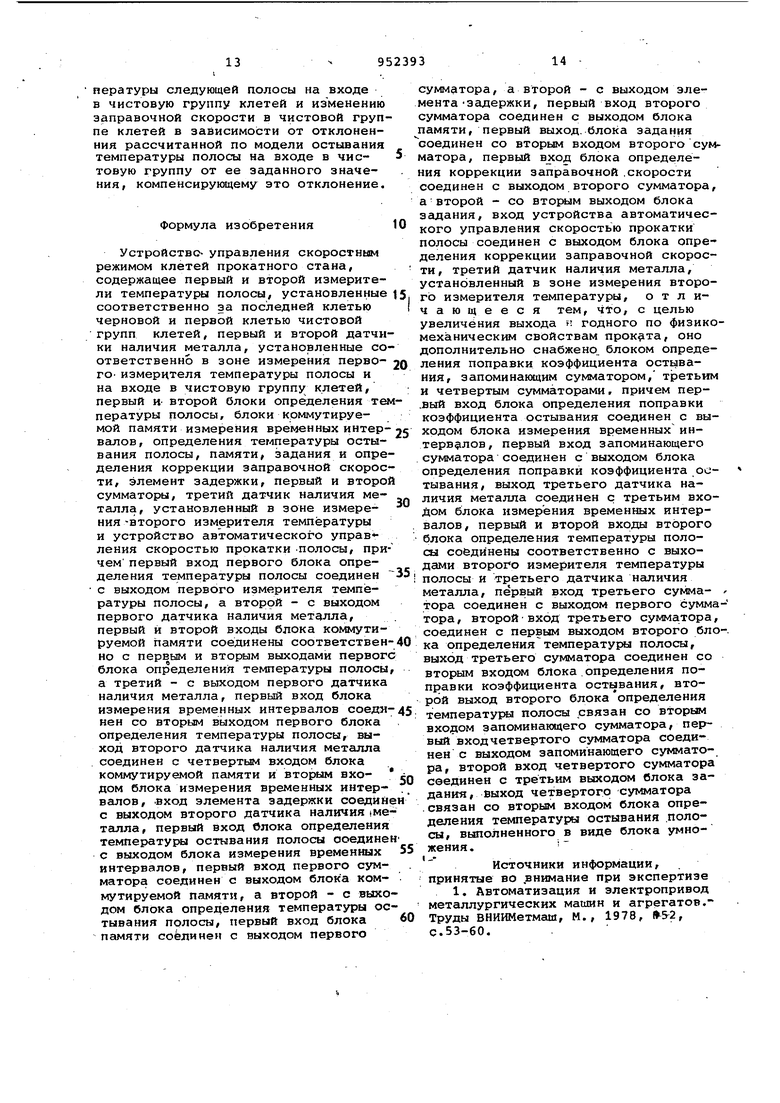
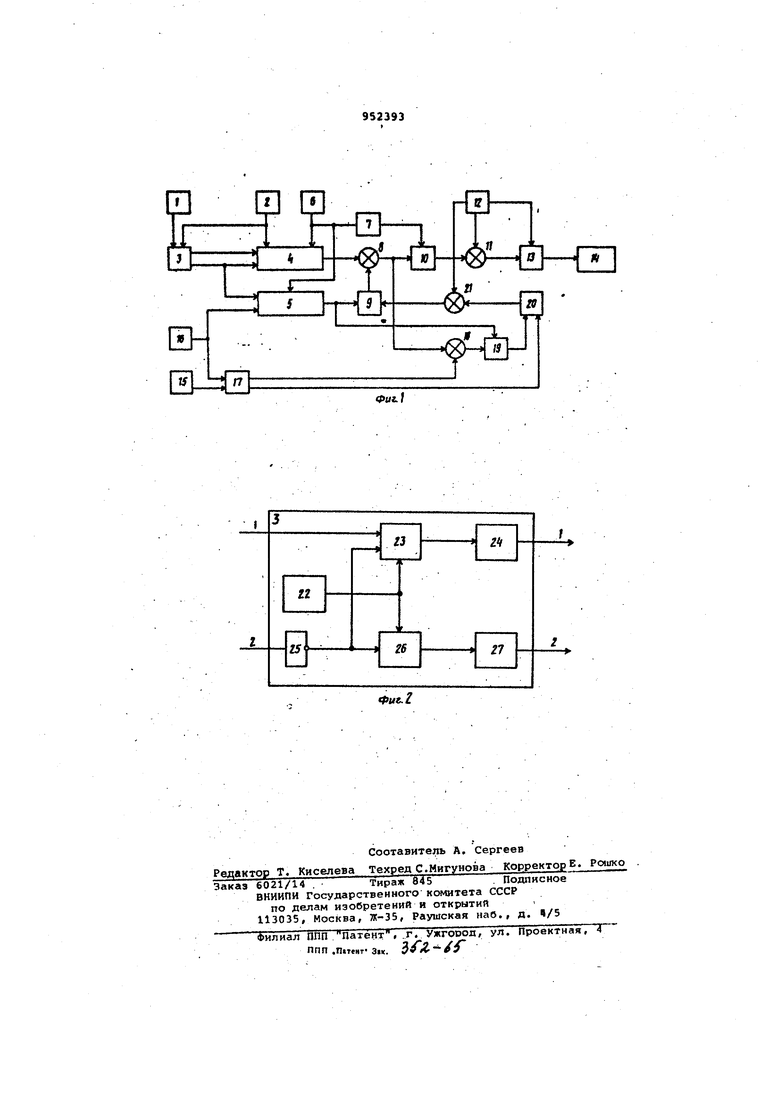
25 первый выход блока задания соединен со вторым входом второго сумматора, первый вход блока определения коррекции заправочной скорости соединен с выходом второго сумматора, а вто30рой - со вторым выходом блока яадания, вход устройства автоматического- управления скоростью прокатки полосы соединен с выходом блока определения коррекции заправочной скорости С13. Известное, устройство обладает тем недостатком, что в нем учитываются колебания ведшчин коэффициента остывания полосы, зависящего от изменени геометрических размеров и химического состава полоры и температуры окру жающей среды, что вызывает погрешность регулирования температуры полосы на выходе чистовой группы клетей и, соответственно, уменьшение выхода годного по физико-механическим свойствам проката. Целью изобретения является увели ение выхода годного по физико-механическим свойствам проката путем повышения точности регулирования тем пературы полосы на выходе чистовой группы клетей. Указанная цель достигается тем, что устройство управления скоростным режимом чистовой группы клетей стана горячей прокатки, содержащее первый и второй измерители температуры поло сы, установленные соответственно за последней клетью черновой и.первой клегтью чистовой группы клетей, первы и второй датчики наличия металла, ус тановленные соответственно в зоне измерения первого измерителя темпера туры полосы и на входе в чистовую группу клетей, первый и второй блоки определения температуры полосы, блоки коммутируемой памяти, измерени време.нных интервалов, определения температуры остывания полосы, памяти задания и определения коррекции запр вочгной скорости, элемент задержки, 1|,ервый и второй сумматоры, третий датчик наличия металла, установленны в зоне измерения йторого измерителя температуры и -устройство автоматичес кого управления скоростью прокат,ки полосы, причем первый вход первого блока определения температуры полосы соединен с выходом первого измери теля температуры полосы, а второй с выходом первого датчика наличия металла, первый и второй выходы блок коммутируемой памяти соединены соответственно с первым и вторым выходами гуервого блока определения температуры полосы, а третий - с выходом перйого датчика наличия еталла, пер вый вход блрка измерения временных интервалов соединен со вторым выходом первого блока определения температуры .полосы, выход второгр,.д1атчика наличия металла соединен с Ч1ртвертым входом блока коммутируемой памяти и вторым .входом блока измерения временных интервалов, вход элемента задержки соединен с выходом второго да чика наличия металла, первый вход . блока определения температуры остывания полосы соединен с выходом б;лока измерения временных интервалов, первый вход первого сумматора соединен с выходом блока коммутируемой памяти, а второй - с выходом блока определения температуры остывания полосы, первый вход блока памяти .соединен с выходом первого сумматора, а второй - ., с выходом элемента задержки, первый вход второго сумматора соединен с выходом блока памяти, первый выход блока задания соединен со вторым входом второго сумматора, первый вход блока определения коррекции заправочной скорости соединен с выходом второго сумматора, а второй - со вторым выходом блока задания, вход устройства автоматического управленияскоростью прокатки полосы соединен с выходом блока определения коррекции заправочной скорости, третий датчик наличия металла, установленный в зоне измерения второго измерителя температуры, снабжено блоком определения поправки коэффициента остывания, запоминающим сумматором, третьим и четвертым сумматорами, причем первый вход блока определения поправки коэффициента остывания соединен с выходом блока измерения временных интервалов, первый вход Запоминающего сумматора соединен с выходом блока определения, поправки коэффициента остывания, выход третьего датчика наличия металла соединен с третьим входом блока измерения временных интервалов, первый и второй входы второго.блока определения температуры полосы соединен соответственно с выходами второго измерителя температуры поло.сы и третьего датчика наличия металла, первый вход третьего сумматора соединен с выходом первого сумматора, второй вход третьего сумматора соединен с первым выходом второго блока определения температуры полосы, выход третьего сумматора соединен со вторым входом блока определения поправки коэффициента остывания, второй выход второго блока определения температуры полосы связан со вторым входом запоминающего сумматора, первый вход четвертого сумматора соединен с выходом запоминающего сумматора, второй вход четвертого сумматора соединен с третьим выходом блока задания, выход четвертого сумматора связан со вторым входом блока определ ния. температуры остывания полосы, выполненного в виде блока умножения.Введение в устройство канала определения температуры полосы за перпой чистовой клетью, образованного из второго измерителя температуры полосы, установленного за первой чистовой клцтью, третьего датчика наличия металла, установленного в зоне второго измерителя температуры полосы, и второго блока определения температуры полосы первый вход которого соединен с выходом второго измерителя температуры полосы, а второй вход - с выходом третьего датчика наличия металла, позволяет измерить и точно определит среднюю фактическую температуру .поло сы за первой чистовой клетью. Введение третьего сумматора, на первый вход которого с выхода первог су(4матора поступает сигнал, пропорци нальный рассчитанному значению температура полосы за первой чистовой клетью, а на второй вход с первого выхода второго блока определения температуры поступает сигнал, пропорциональный средней фактической те пературе полосы за первой чистовой клетью, позволяет получить на его вы ходе сигнал, пропорциональный отклонению значения рассчитанной средней температуры полосы за первой чистово клетью от ее фактического значения. Введение блока определения поправ ки коэффициента, выполненного в ;виде блока деления, первый вход которого соединен с выходом известного блока измерения временных интервалов, а второй - с выходом третьего сумматор позволяет определить поправку коэффи циента остывания полосы, учитывающую отклонение рассчитанного среднего значения температуры полосы за перво чистовой клетью от ее фактического значения. . Введение запоминающего сумматора, первый вход которого соединен с выходом блока определения поправки ко эффициента остывания, а,второй - со вторым выходом второго блока определения температуры полосы, позволяет суммировать и запоминать полученное суммарное значение поправок коэффициента остывания полосы с учетом прокатки предыдущих полос. Введение четвёртого сумматора, на первый вход которого с выхода запоми нающего сумматора поступает сигнал, пропорциональный суммарному значению поправок коэффициента остывания, а на второй вход - с третьего выхода известного блока задания поступает сигнал, пропорциональ ный начальному значению коэффициента остывания, позволяет получить уточненное значение коэффициента остывания полот сы. Выполнение блока определения температуры остывания полосы в виде бло ка умножения, первый эход которого связан с выходом известного блока измерения,временных нитервалов, а второй вход - с выходом четвертого сумматора, позволяет использовать уточненное значение коэффициента остывания, полученное при прокатке данной и предыдущих полос, для точного определения температуры остывания следующей полосы. На оснрвании значения этой температуры в первом сумматоре, первый вход которого соединен с выходом блока коммутируемой памяти, а второй вход - с, выходом блока определения температуры остывания полосы, определяется точное значение температуры полосы на входе в чистовую группу клетей. Введение связи выхода третьего датчика наличия металла с третьим входом известного блока измерения временных интервалов позволяет устанавливать блок измерения в исходное состояние при выходе полосы из зоны этого датчика. Таким образом, определение поправки коэффициента остывания полосы на промежуточном рольганге и использование уточненного значения этого коэффициента при определении температуры полосы на входе в чистовую группу в предлагаемом устройстве позволяет более точно определить температуру полосы на входе в чистовую группу и отклонение этой температуры от ее заданного значения. Это позволяет более точно определить изменение заправочной скорости, компенсирующее это отклонение, и приводит к повышению точности регулирования температуры полосы на выходе чистовой группы, клетей и, следовательно, к увеличению вых;ода годного по физико-механическим свойствам проката. На фиг.1 представлено устройство управления скоростным режимом чистовой группы клетей, на фиг.2 - структура блока определения температуры полосы. Устройство управления скоростным режимом чистовой группы клетей содержит измеритель 1 температуры полосы, установленный за последней черновой клетью, первый датчик 2 наличия металла, установленный в зоне измерения измерителя 1 температуры полосы, блок 3 определения температуры полосы, первый вход которого соединен с выходом измерителя 1, а второй - с выходом первого датчика 2, блок 4 коммутируемой памяти, первый и второй входы которого соединены соответственно с первым и вторым выходами блока 3, а третий - с выходом первого датчика 2, блок 5 измерения временных интервгтов, выполненный в .виде интегратора, первый вход которого соединен со вторым выходам блока.3, второй датчик б наличия металла, выход которого соединен с четвертым входомбл ка 4 h вторым входом блока 5, элемент 7 задержки которого со€1динен с выходом второго датчика б, первый сумматор 8, первый вход которого соединен с выходом Слска 4, блок 9 определения температури остывания полосы, первый вход которого соединен с выходом блока 5, а выход со вторым входом сумматора 8, блок 10 памяти, первый вход которого соединен с выходом сумматора 8,. а второй - с выходом элемента 7, второй сумматор 11, первый вход которого соединен с выходом блока 10, блок 12 задания, содержащий три задатчика аналоговых сигналов, задающихчзначения заданной темпера-гу-ч ры полосы на входе в чистовую группу клетей, скоростного коэффициента И исходного коэффициента остывания, первый выход блока 12 соединен со вторым входом сумматора 11, блок 13 определения коррекции заправочной скорости, выполненный в виде блока умножения, первый вход которого соединен с выходом сумматора 11, а второй - .со вторым выходом блока 12, устройство 14 автоматического управления скоростью,.вход которого соединен с,выходом блока 13, измеритель 15 температуры полосы, установленный за первой чистовой клетью, третий датчик 16 наличия металла, ус тановленный в зоне измерения измерителя 15 температуры полосы, и выход которого соединен с третьим входом блока 5, блок 17 определения температуры полосы, первый вход которого соединен с выходом измерителя 15, а второй - с выходом датчика 16, третий сумматор 18, первый вход которого соединен с выходом сумматора 8, а второй - с первым выхо- . дом блока 17, блок 19 определе- , НИН поправки коэффициента остывания выполненный в виде блока .деления, первый вход которого соединен с )дом блока 5, а второй - с выходом сумматора 18, запоминающий сумматор 20, первый вход которого соединен с выходом блока 19, а второй -: со вторым выходом блока 17, четвертый сумматор 21, первый вход которого с динен с выходом сумматора 20, . вто рой - с третьим выходом блока 12, а выход - со в;торым входом блока 9. Блбки 3 и 17 определения температуры полосы (фиг.2) аналогичны и могут содержать, например, блок 22 измерения скорости полосы в зоне измерения, блок 23 умножения, первы вхо которого соединен с выходом из мерителя температуры 1 С15), а втор вход - с выходом, блока 22, блок 24 интегрирования, вход которого соеди нен с выходом блока 23, а выход является первым выходом блока 3 (17) блок 25 инвертирования, вход код-оро го соединён с выходом датчика 2 наличия (161, а выход - с третьим вхо дом блока 23, блок 26 интегрировани первый вход которого соединен с выг ходом блока 25, п второй - с выходо блока 22; и блок 27 формирЪвания сигнала упоавления, вход которого соединен с выходом блока 26, а выход является вторым выходом блока 3 (17). Устройство работает следующим образом.. При входе полосы в .зону измерителя температуры полосы за последней черновой клетью сигнал о наличии полосы поступает с выхода первого датчика 2 наличия металла на третий вход блока 4 -коммутируемой памяти для коммутации входных цепей и на второй вход блока 3 определения температуры полосы через блок 25. инвертирования в блоке 3 для отпирания входных цепей блока 23 умножения и начала отсчета в блоке 26 интегрирования длины участка полосы, на котором определяют значение температуры полосы. С выхода измерителя 1 температуры полосы сигнал, пропорциональный текущему измеренному значению температуры полосы Т, за последней черновой клетью, поступает на первый вхрд блока 3, В блоке 3 этот сигнал поступает на первый вход блока 23 умножения, на второй вход которого с выхода блока 22 измерения скорости поступает сигнал, пропорциональный скорости полосы в зоне измерения температуры. С выхода блока 23 сигнал, пропорциональный произведению температуры и скорости полосы, поступает на вход блока 24 интегрирования. На выходе 24 формируется сигнал, поступающий с первого.выхода блока 3 ра первый вход блока 4, пропорциональный среднему значению температуры полосы Т-,. T,Ct))dt, где Т - среднее значение температуры полосы Ц - длина участка передней части I полосы, на котором определяют среднюю температуру полосы, . длина участка равна расстоянию между глиссажными метками на полосе за последней черновой клетью; t,(t) - текущее значение температуры полосы за черновой группой; Viit) текущеее значение скорости пр ., лосы в зоне измерения температуры;t - время, t- - время прохождения участка пололосы, на котором определяют среднее значение температуры полоол. По сигналу, пропорциональному текущему значению скорости полкатг и поступающему на второй вход блока 26 интегрирования с выхода блока 22, определяют текущее значение длины участка полосы, прошедшего зону измерения температуры. Сигнал, пропор циональный этой длине, поступает на вход блока 27. По окончании прохожд НИН участка полосы, на котором опре деляют среднее значение температуры полосы, на выходе блока 27 формируется сигнал об окончании определени средней температуры полосы за после ней черновой клетью. По этому сигна лу, поступающему со второго выхода блока 3 на второй вход блока 4 и ыа первый вход блока 5 измерения време ных интервалов, в блоке 4 производи ся запоминание среднего значения те пературы Т-,, поступающего на первый вход блока 4, а в блоке 5 начинается отсчет времени t остывания полосы с момента определения температуры Т. При выходе данной полосы из зо-. ны измерения измерителя 1 по сигналу с датчика 2 наличия, поступающем на второй вход блока 3, блоки 23 и 26 в блоке 3 устанавливаются в исхо ное сос-рояние. При входе данной полосы в зону датчика б наличия металла, установленного на входе чистовой группы клетей, на выходе датчика 8 формиру ется сигнал.о наличии полосы, посту пающий на четвертый вход блока 4 и на второй вход блока 5 для управления коммутацией выходных цепей обои блоков и на вход элемента задержки , где этот сигнал задерживается на время и , необходимое для коммутации выходных цепей блоков 4 и 5 и обеспечения устойчивых выходных сигналов на их выходах. С выхода блока 5 сигнал, пропорциональный времени tij остьгвания полосы с момента определения среднего значения температуры полосы Т за черновой группой,, поступает на первый вход блока 9 i определения температуры . остывания, на второй вход которого с выхода сумматора 21 поступает - сигнал, пропорциональный величине коэффициента остывания полосы К. На выходе блока 9 формируется сигнал, пропорционгитьный текущему значению изменения температуры полосы за счет ее остывания и поступающий на второй вход сумматора 8, на первый вход которого поступает с выхода блока 4 сигнал,, пропорциональный запомненному среднему значению температуры полосы Т, за черновой группой. На выходе сумматора 8 формируется сигнал, пропорциональный текущему значению рассчитанной величины температуры полосы с учетом ее остывания Тр Т -лТ и поступающий на первый вход блока 10 памяти и пер вый вхол сумматора 1В. По истечении времени задержки Г на выходе элемента 7 формируется сигнал, поступающий на второй вход блока 10 памяти, по которому в блоке 10 производится запоминание рассчитанного значения температуры полосы Т в момент вхо- да ее в зону летучих ножниц. С выхода блока 10 сигнал, пропорциональный запомненному значению температуры полосы Т, поступает .на первый вход сумматора 11,1 на второй вход которого поступает с первого выхода блока 14 задания сигнал, пропорциональный заданному значению температуры полосы Tjj,, исходя из которого производилась начальная настройка скоростных режимов главных приводов чистовой группы клетей. С выхода сумматора 11 сигнал, пропррцио нальный отклонению й.Тп Тр рассчитанного значения температуры полосы Тп от ее заданного значения Tj. , поступает на вход блока 13 определения коррекции заправочной скорости, на второй вход которого со второго выхода блока 12 поступает сигнал, .пропорциональный коэффициенту К . изменения заправочной скорости в зависимости от отклонения действительной температуры полосы от ее заданного значения. На выходе блока 13 формируется сигнал, пропорциональный заправочной скорости главных приводов чистовой группы лУз К лТ, вызванный отклонением температуры полоры от ее заданного значения, и поступающий на вход устройства 14 автоматического управления скоростью прокатки полосы в чистовой группе клетей, изменяющего заправочную скорость главных приводов для компенсации этого отклонения. При входе данной полосы в з.ону измерения температуры полосы за первой чистовой клетью сигнал о наличии полосы поступает с выхода третьего датчика 16 наличия металла на второй вход блока 17 определения температуры полосы через блок 25 инвертирования в блоке 17 для О пирания входных цепей блока .23 умножения и начала отсчета в блоке 26 интегрирования дли ны участка полосы, на котором опредеЛяют среднее значение температуры полосы. С выхода измерителя 15 темпе- лл. - - . ратуры полосы сигнал, пропорциональный текущему измеренному значению тем пературы Тг|.полосы за первой чистовой клетыр, поступает на первый вход блока 17. В блоке 17 этот сигнал поступает на первый вход блока 23, на второй вход которого с выхода блока 22 измерения скорости поступает сигнал, пропорциональный текущему значению скорости полосы в зоне измерения температуры. С выосода блока 23 сигнал, пропорциональный произведению температуры и скорости полосы, поступает на вход блока 24 интегрирования. На выходе блока 24 формируется сигнал, пропорциональный среднему значению температуры полосы Т„, ,определйемой по формуле:
j (i)V(t)ati,
V где То среднее Значение температуры полосы; длина участка переднего конца полосы, на котором опреде ляют среднюю температуру полосы, равная расстоянию между глиссажнымиметками на пс лосе за первой чистовой клетью/T-lib текущее значение температуры полосы за первой чистовой клетью) VjW- текущее значение скррости полосы в зоне измерения; время прохождения контролируемого участка, Сигнал, пропорциональный температ ре Tij , поступает с первого выхода блока 17 на второй вход сумматора 18 на первый вход которого с выхода сумматора 8 поступает сигнал, пропорциональный значению температуры полосы Tft, рассчитанной по модели остывания Тг . С выхода блока 18 , сигнал, пропорциональный разности из меренной Ttx и рассчитанными т, температур полосы йТг Тг7. - Тч, поступает на второй вход блока 19 определе.ния поправки коэффициента остывания. На первый вход блока 19 с выхода бло ка 5 поступает сигнал, пропорциональ ный времени tJj, остывания полосы с мо мента определения температуры Т., за черновой-группой. G выхода блока 19 сигнал, пропорциональный поправке коэффициента остывания д KJ поступает на первый вход запоминающего сумматора 20. По сигналу, пропорциональному текущему значению скорости полосы и пост пающему с выхода блока 2 на второй вход блока 26, в блоке 26 блока 27 определяется текущее значен длины участка полосы, прошедшего зону измерения температурл. Сигнал, прс|порциональ ный длине полосы, прошедшей зону измерения, поступает на вход блока 27. По окончании прохожде ния участка полосы, на котором определяют среднее значение температуры полосы, ра выходе блока 27 формирует ся сигнал об окончании определения средней температуры пойЬсы 5 за пер вой чистовой клетью, поступающий на второй вход сумматора 20. По этому сигналу в сумматоре 2D -яроизводится суммирование полученно
го значения поправки 4Kt с весовым коэффициентом 7 с суммой поправок, полученных при прокатке предыдущих полос, и запоминание нового значения суммарной поправки.
N
N
Слк. улк, Елк,
S п пи где II d К - суммарная поправка козф фицивнта остывания с. учетом поправки для данной полосыI л К{. - поправка, коэффициента ос- тывания, полученная при прокатке данной Сп-ой) NПОЛОСЫ}-С d К - суммарная поправка коэфi п-1 фициента остывания, полученная при прокатке предаодущих полос; f - весовой коэффициент, обесп чив.ающий сходимость процесса .уточнения коэффициенциента остывания при на личии полос, У может при нимать значения 0-1 и подбирается эксперимен-. тально. Сигнал, пропорциональный значению суммарной поправки коэффициента остывания поступает на вход блока 21, где суммируется с сигналом, пропорциональным начальному значению коэффициента остывания К, поступающим с третьего выхода блока 12 задания. Таким образом, на выходе блока 21 формируется сигнал, пропорциональ-.... ный утонненному значению коэффициенту N стывания .«, , поз0 ог- - . воляклдёму более точно определить для последующих полос температуру на входе в чистовую группу. При выходе полосы .из зоны датчика 16 сигнал о выходе полосы поступает с выхода датчика 16 на третий вход блока 5 и второй вход блойа 17 и устанавливает блоки 5 и 17 3 исходное состояние. Таким образом, предлагаемое устройство обеспечивает повышение точности регулирования температуры полосы на выходе чистовой группы клетей, по сравнению с известным. Это достигается благодаря введению канала определения температуры полосы за первой чистовой клетью, блока определения поправки- коэффициента остывания и запоминагацего сумматора, позволяющих определить уточненное значение коэффициента остывания, выполнению блока определения температуры остывания полосы в виде блока умножения, позволякадему использовать уточненное значение коэффициента остывания при определении по модели остывания темнературы следующей полосы на входе в чистовую группу клетей и изменению заправочной скорости в чистовой группе клетей в зависимости от отклоненния рассчитанной по модели остьшания температуры полосы на входе в чистовую группу от ее заданного значения, компенсирующему это отклонение. Формула изобретения Устройство- управления скоростным режимом клетей прокатного стана, содержащее первый и второй измерители температуры полосы, установленные соответственно за последней клетью черновой и первой клетью чистовой групп клетей, первый и второй датчики наличия металла, установленные со ответственно в зоне измерения первоГО измерителя температуры полосы и на входе в чистовую группу клетей, первый и второй блоки определения тем пературы полосы, блоки коммутируемой памяти измерения временных интервалов, определения температуры остывания полосы, памяти, задания и определения коррекции заправочной скорости, элемент задержки, первый и второй сумматоры, третий датчик наличия металла, установленный в зоне измереНИН -второго измерителя температуры и устройство автоматического управ ления скоростью прокатки Полосы, причем первый вход первого блока определения температуры полосы соединен с выходом первого измерителя температуры полосы, а второй - с выходом первого датчика наличия металла, первый и второй входы блока коммутируемой памяти соединены соответственно с первым и вторым выходами первого блока определение температуры полосы а третий - с выходом первого датчика наличия металла, первый вход блока измерения временных интервалов соедииен со вторым выходом первого блока определения температуры полосы, выход второго датчика наличия металла соединен с четвертым входом блока коммутируемой Пс1МЯТИ и вторым ВХОдом блока измерения временных интервалов, ВХОД элемента задержки соедине с выходом второго датчика наличия металла, первый вход вяока определения температуры остывания полосы соедине с выходом блока измерения временных интервалов, первый вход первого сумматора соединен с выходом блока коммутируемой памяти, а второй - с выхо дом блока определения температуры ос тывания полосы, первый вход блока соединен с выходом первого сумматора, а второй - с выходом элемента -задержки, первый вход второго сумматора соединен с выходом блока 1амяти, первый выход, блока задания соединен со вторым входом второго сумматора, первый блока определения коррекции заправочной .скорости соединен с выходом второго сумматора, а второй - со вторым выходом блока задания, вход устройства автоматического управления скоростью прокатки полосы соединен с выходом блока определения коррекции заправочной скорости, третий датчик наличия металла, установленный в зоне измерения второго измерителя температуры, отличающееся тем, что, с целью увеличения выхода и годного по физикомеханическим свойствам проката, оно дополнительно снабжено блоком определения поправки коэффициента остывания, запоминающим сумматором, третьим и четвертым сумматорами, причем пер.вый вход блока определения поправки коэффициента остывания соединен с выходом блока измерения временных интерв лов, первый вход запоминающего сумматора соединен с выходом блока определения поправки коэффициента ос- тывания, выход третьего датчика наличия металла соединен с третьим входом блока измерения временных интервалов , первый и второй входы второго блока определения температуры полосы соединены соответственно с выходами второго измерителя температуры полосы и третьего датчика наличия металла, первый вход третьего сумма- тора соединен с выходом первого Сумматора, второй-вход третьего сумматора, соединен с первым выходом второго бло-. ка определения температуры полосы, выход третьего сумматора соединен со вторым входом блока определения поправки коэффициента остывания, второй выход второго блока определения температу1ил полосы связан со вторым входом запоминающего сумматора, входчетвертого сумматора соединен с выходом запоминающего сумматора, второй вход четвертого сумматора соединен с третьим выходом блока задания, выход четвертого сумматора .связан со вторым входом блока определения температуры остывания .полосы, выполненного в виде блока умножения. Источники информации, принятые во внимание при экспертизе 1. Автоматизация и электропривод металлургических машин и агрегатов.Труды ВНИИМетмаш, М., 1978, S2, С.53-60.
