Изобретение относится к производству электроплавленных огнеупоров, в частности к изготовлению форм многоразового применения для заливки бадцелеитокорундовых (бакоровых) брусьев. .
Многоразовые формы, изготовленные из металла или графита, собирают из пластин толщиной 50-80 мм. Чтобы избежать окиси металла или сгорания графита, их снимают с отливки в горячем состоянии через 5-40 мин после заливки в них расплава огнеупора. Эту операцию осуществляют вручную, причем рабочий, разбирающий форму, находится в непосредственной близости от раскаленной до 1000-1300°С отливки и нагретой до 500-1000 С формы.
Известна литейная форма, изготовленная на основе смеси, содержащей в качестве основы плавленую двуокись кремния с добавками глинозема и альгината натрия 1.
Недостатком данной формы является невозможность ее многоразового использования из-за выгорания органического связующего.
Наиболее близким к изобретению по технической сущности является литейная форма, изготовленная из смеси.
включающая в качестве основы плавленый кварц и дополнительно 5-15 вес.% тонкоизмельченного кремнезема и 1-10 вес.% фосфорной кислоты или ее солей | 2 ;
Недостатком известной формы является то, что при заливке материал формы может реагировать с поверхностью отливки, что приводит к ухудшению ка10чества поверхности и к появлению пригара.
Целью изобретения является улучшение качества поверхности и устранение пригара.
15
Поставленная цель достигается тем, что форма для литья бакоровых огнеупоров , содержащая основной слой, включающий плавленый кварц,, маршалит и алюмохромфосфатное связующее, допол20нительно содержит облицовочный слой, включающий плавленый кварц, бой окислооловянных электродов и алюмохромфосфатное связующее при следующем соотношении компонентов в слоях,
25 мас.% в основном
Плавленый кварц 65-85
Маршалит7-24
Алюмохромфосфат ное
связующее8-11
30
в облицовочном
Плавленый кварц 65-85
Бой окиснооловянных
электродов7-24
Алюмохромфосфатное
связующее8-11
Для обеспечения низкого и одина- |Кового для основной и облицовочной смеси коэффициента линейного и терми ческого расширения в качестве основы используется плавленый кварц с размерами зерна до 3 мм и в качестве связующего - алюмохромфосфатное, обеспечивающее прочность формы при высокой температуре и не требующее больших давлений прессования и обжига. Для увеличения сырой и сухой прочности основного слоя при сохранении огнеупорности выше в него вводят мелкоз жистый кремнеземмаршалит с размерами зерен до 50 мкм.
Для улучшения качества пов ерхности отливок и устранения пригара в состав облицовочного слоя вводят мелкозернистую добавку, не смачивающуюся стеклофазой огнеупора и не окисляющуюся кислородом воздуха при температуре, поверхности формы 1400-1500 С. В качестве такой добавки применяется
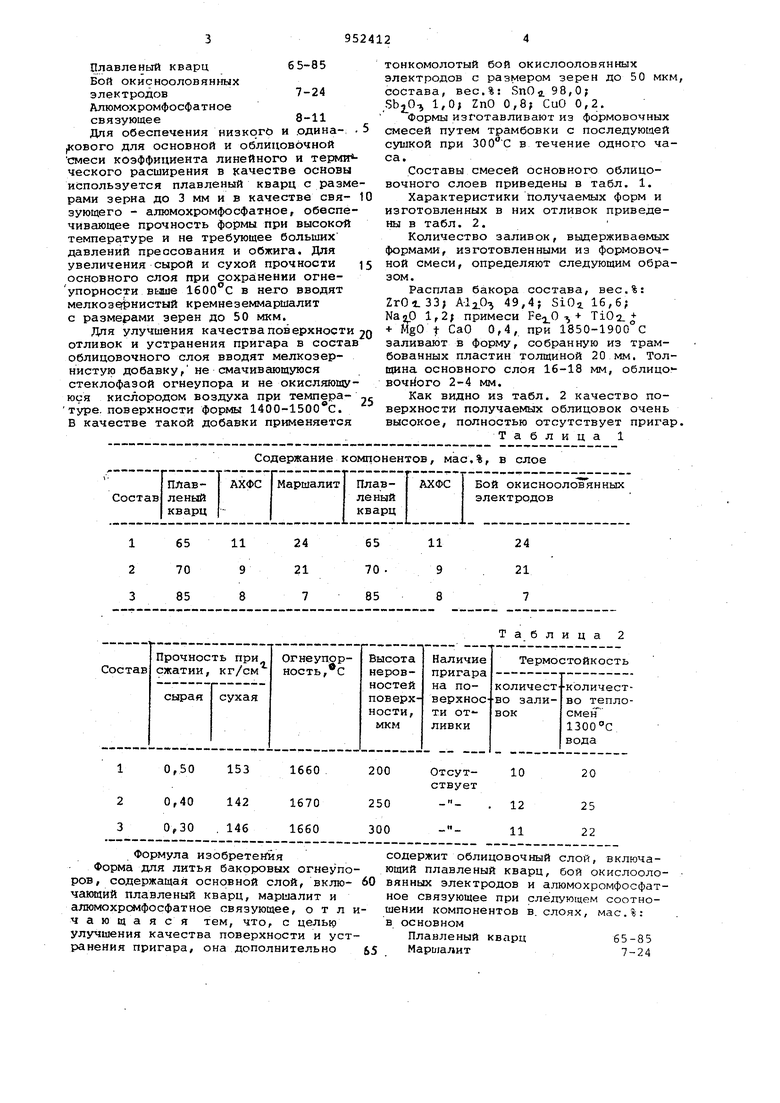
Содержание компонентов, мае,%, в слое
тонкомолотый бой окислооловянкых электродов с размером зерен до 50 мкм состава, вес.%: SnOa 98,0; 1,0; ZnO 0,8; CuO 0,2.
Формы изготавливают из формовочных смесей путем трамбовки с последующей сушкой при в течение одного часа.
Составы смесей основного облицовочного слоев приведены в табл. 1.
Характеристики получаемых форм и изготовленных в них отливок приведены в табл. 2.
Количество заливок, выдерживаемых формами, изготовленными из формовочной смеси, определяют следующим образом.
Расплав бакора состава, вес.%: ZrOi.33; А12.0з 49,4 SiOj. 16,6; NayO 1,2; примеси TiOi. + MgO t CaO 0,4, при 1850-1900 С заливгиот в форму, собранную из трамбованных пластин толщиной 20 мм. Толщина основного слоя 16-18 мм, облицо вочйого 2-4 мм.
Как видно из табл. 2 качество поверхности получаемых облицовок очень высокое, полностью отсутствует пригар Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смесь для изготовления стержней в производстве плавленолитых огнеупоров | 1983 |
|
SU1156804A1 |
| ПРОТИВОПРИГАРНОЕ ПОКРЫТИЕ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2022 |
|
RU2784436C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВКИ | 2008 |
|
RU2360767C1 |
| Облицовочная смесь для литейных форм | 1979 |
|
SU772671A1 |
| Способ изготовления бакоровых электроплавленых огнеупоров | 1976 |
|
SU601268A1 |
| СОСТАВ ДЛЯ ПРИГОТОВЛЕНИЯ ПРОТИВОПРИГАРНОГО ПОКРЫТИЯ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ И ПРОТИВОПРИГАРНОЕ ПОКРЫТИЕ НА ЕГО ОСНОВЕ | 2021 |
|
RU2763056C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ЛИТЕЙНЫХФОРМ | 1976 |
|
SU825268A1 |
| Противопригарное покрытие литейных форм и стержней | 1990 |
|
SU1759520A1 |
| Способ изготовления литейных форм | 1979 |
|
SU825269A1 |
| ПРОТИВОПРИГАРНОЕ ПОКРЫТИЕ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1999 |
|
RU2151019C1 |
Формула изобретения Форма для литья бакоровых огнеупоров, содержащая основной слой, вклю- 60 чающий плавленый кварц, маршалит и алюмохро1фосфатное связующее, отличающаяся тем, что, с цельк) улучшения качества поверхности и устранения пригара, она дополнительно 5
Таблица 2
содержит облицовочный слой, включающий плавленый кварц, бой окислооловянных электродов и алюмохромфосфатное связующее при следующем соотношении компонентов в. слоях, мас.%: в основном
Плавленый кварц65-85
Маршалит7-24 5 Алюмохромфосфатное связующее8-11 в рблицовочном плавленый кварц65-85 Б8й окйснооловянных электродов7-24 Алюмохромфосфатное связующее8-11 952412 6 Источники информации, принятые во внимание при экспертизе 1- Авторское свидетельство СССР 416145, цл. В 22 09/04, 1973. .5 2. Патент Японии 23167, кл. С 04 В, 1972 (прототип)
