Изобретение относнтся к произволству огнеупорных из1делий и предназначено для изготовления бакоровых огнеупоров.
Известен способ изготовления электроплавленых огнеулоров, Включающий получение расплава с температурой 1700-1900° С, заливку его в формы и последующее охлаждение до 20° С 1.
Недостатки его: пониженная плотность бакоровых отливок вследствие темшературной усадки, а та|Кже значительная неоднородность температур в объеме отливки, приводящая к выпуску изделий пониженного (качества.
Наиболее .по технической сущности и достигаемому эффекту к данному изобретению является способ изготовления бакоровых электропл.авленых огнеупоров путем плавления шихты, заливки расплава с температурой 1800-1900° С в фор:му и охлаждение.
Однако при реализации данного способа усадочная раковина достигает размеров до /3 вьлсоты отливки. Поэто.му по существующим техническим условиям верхняя часть отливки является нерабочей 2.
Цель изобретения - ловыщение :качества изделий.
Достигается эта цель тем, что заливку ведут послойно, причем перед заливкой очередного слоя предыдущий охлаждают до температуры его поверхности (1650-1700° С) в течение 10-20 мин.
Способ осуществляется следующим образом. Шихту, содержащую, например, 0,5 т глинозема, т цирконового концентрата, т двуокиси циркония, Of53 г альцицированной :СОды, перемещивают IB ттее спомощью (воз.духа, лосле чего ее загружают в электроллазильную печь, в которой за счет образования электрического дугового разряда между тремя электродами выделяется больщое количество тепла, идущего на расплавление щихты. По мере заполиен.ия печи расплавом ироиззодят заливку песчаных форм для отливок Б-1, Б-34 следующим образом: расплав с температурой 1850-1900°С заливают в форму 1на /3 высоты н выдерживают 10 мин. Прп этом температурный перепа-д по сечению уменьшается до 200° С, что в 3-5 раз меньше, чем при непрерызной заливке без .последующей доливки.
Затем заливают следующую треть высоты формы. По достижении высоты расплава 3 формы делают временную выдержку до 20 мин, после чего зал;1вают оставшуюся часть отлизкл, включая литник. Замеры температур .показывают, что активная кристаллизация за счет охлаждаемого зеркала предыдущего слоя интенс 1фицирует лроцесс усадки в условиях равномерных перепадов
температур, остающихся иа уровне 200- 300° с.
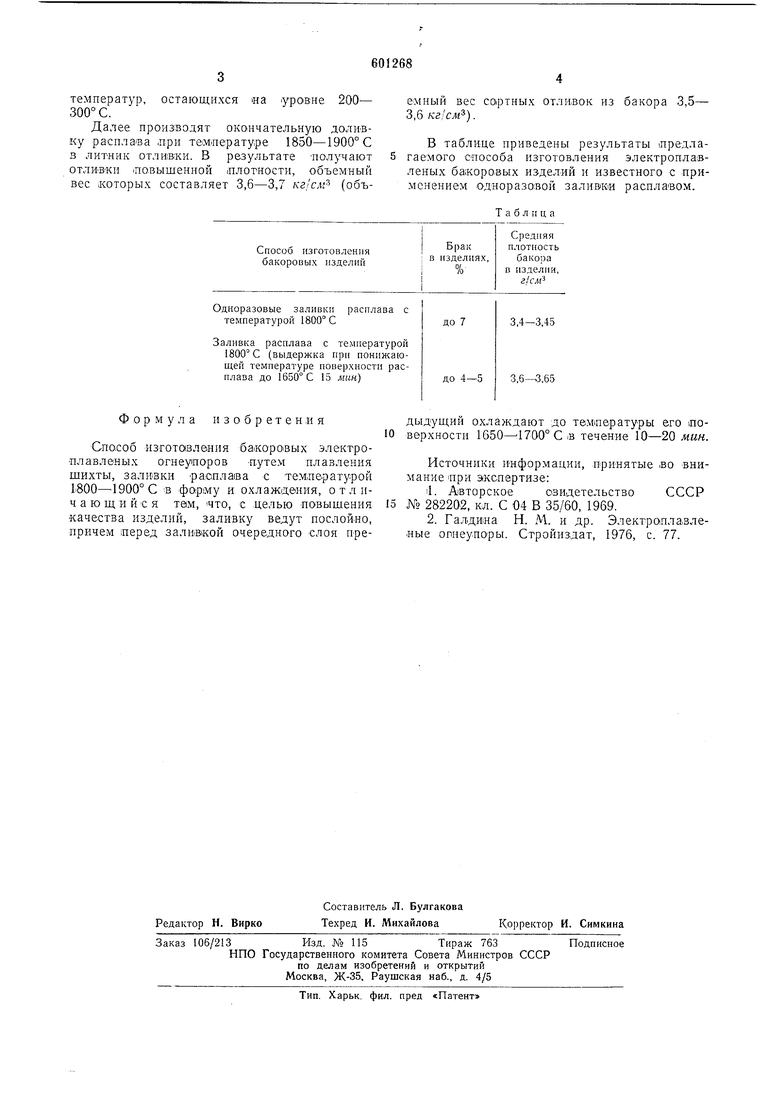
Далее производят окончательную доливку расплава при те1М1пературе 1850-1900° С S литник отливки. В результате получают отливКИ ло.вышенной плотности, объемный вес которых составляет 3,6-3,7 кг/слг (объемный вес сортных отливок из бакора 3,5- 3,6 ).
В таблице приведены результаты лредлагаемого способа изготовления электроплавленых бакоро.вых изделий и известного с применением одноразовой залиВ К1И расплавом.
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для литья бакоровых огнеупоров | 1980 |
|
SU952412A1 |
| Способ изготовления электроплавленого бакорового огнеупора | 1980 |
|
SU948970A1 |
| Способ изготовления электроплавленных корундовых огнеупоров | 1971 |
|
SU447391A1 |
| Смесь для изготовления стержней в производстве плавленолитых огнеупоров | 1983 |
|
SU1156804A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХРОМАЛЮМОЦИРКОНИЕВЫХ ОГНЕУПОРОВ | 2001 |
|
RU2196118C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ БАКОРОВЫХ ОГНЕУПОРОВ | 1999 |
|
RU2172727C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ВЫСОКООГНЕУПОРНЫХ КЕРАМИЧЕСКИХ ФОРМ | 2015 |
|
RU2625859C2 |
| Способ изготовления огнеупорныхиздЕлий | 1979 |
|
SU817020A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАВЛЕНОЛИТОГО МАТЕРИАЛА КОМСИЛИТ СТС ДЛЯ ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ ЦВЕТНОЙ МЕТАЛЛУРГИИ | 2009 |
|
RU2410349C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАВЛЕНОЛИТОГО КАЛИЕВОГО ФТОРФЛОГОПИТА | 2014 |
|
RU2574642C1 |
Формула изобретения
Способ изготовления бакоровых электроплавленых огнеупоров путем плавления шихты, зали)вки расплава с температурой LSOO- 1900° С в форму и охлаж/дения, отличающийся там, что, с целью повыщения качества изделий, заливку ведут послойно, причем перед заливкой очередного слоя предыдущий охлаждают до тем1пературы его поверхности 1650- 1700° С в течение 10-20 мин.
Источники информации, принятые во внимание при экспертизе:
