(54) УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОГО НАТЯЖЕНИЯ
АРМАТУРЫ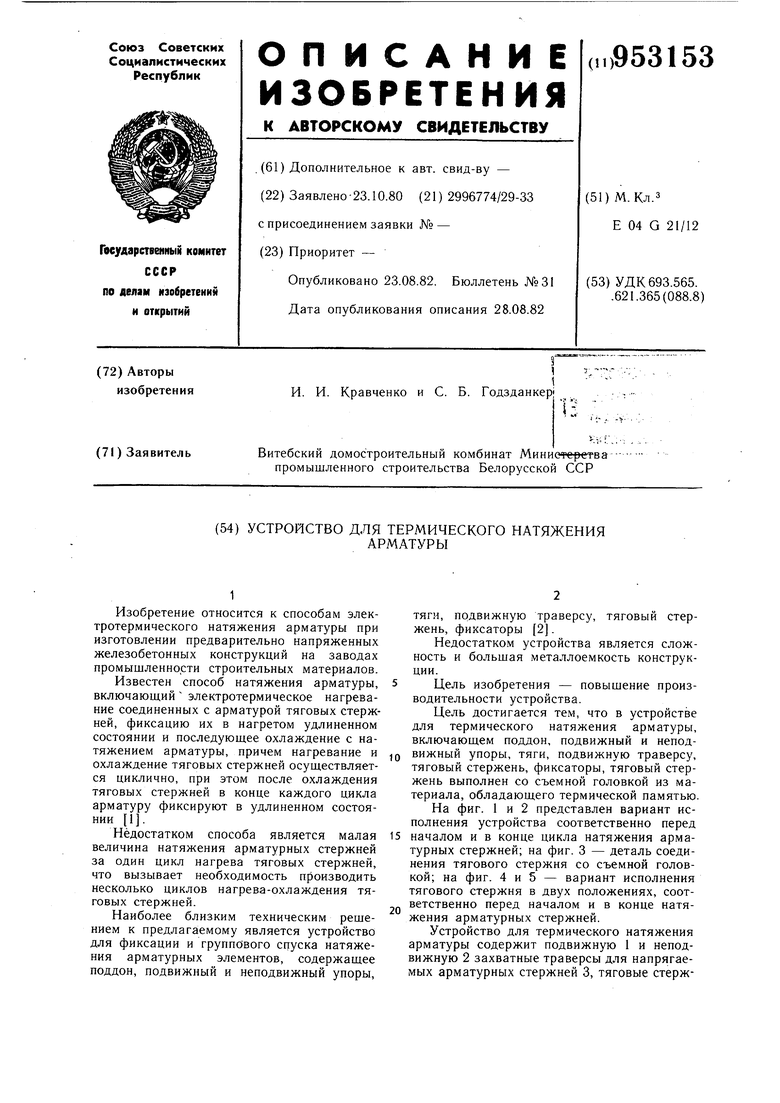
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации и отпуска напрягаемой арматуры | 1990 |
|
SU1791600A1 |
| Способ изготовления преднапряженных железобетонных изделий и форма для осуществления способа | 2001 |
|
RU2219050C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДНАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1996 |
|
RU2109898C1 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2087652C1 |
| НАПРЯГАЕМЫЙ ЭЛЕМЕНТ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2012 |
|
RU2512220C2 |
| ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017911C1 |
| Устройство для натяжения арматурных элементов | 1985 |
|
SU1294966A1 |
| Железобетонный полый стержневой элемент, способ изготовления железобетонных полых стержневых элементов и установка для его осуществления | 1989 |
|
SU1709046A1 |
| ЗАХВАТ ДЛЯ НАТЯЖЕНИЯ АРМАТУРЫ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ С АНКЕРАМИ | 1991 |
|
RU2023833C1 |
| Арматурный каркас для косвенного армирования | 1991 |
|
SU1787190A3 |

1
Изобретение относится к способам электротермического натяжения арматуры при изготовлении предварительно напряженных железобетонных конструкций на заводах промышленности строительных материалов.
Известен способ натяжения арматуры, включаюш.ий электротермическое нагревание соединенных с арматурой тяговых стержней, фиксацию их в нагретом удлиненном состоянии и последующее охлаждение с натяжением арматуры, причем нагревание и охлаждение тяговых стержней осуществляется циклично, при этом после охлаждения тяговых стержней в конце каждого цикла арматуру фиксируют в удлиненном состоянии 1.
Недостатком способа является малая величина натяжения арматурных стержней за один цикл нагрева тяговых стержней, что вызывает необходимость производить несколько циклов нагрева-охлаждения тяговых стержней.
Наиболее близким техническим решением к предлагаемому является устройство для фиксации и группового спуска натяжения арматурных элементов, содержащее поддон, подвижный и неподвижный упоры.
тяги, подвижную траверсу, тяговый стержень, фиксаторы 2.
Недостатком устройства является сложность и большая металлоемкость конструкции.
5Цель изобретения - повышение производительности устройства.
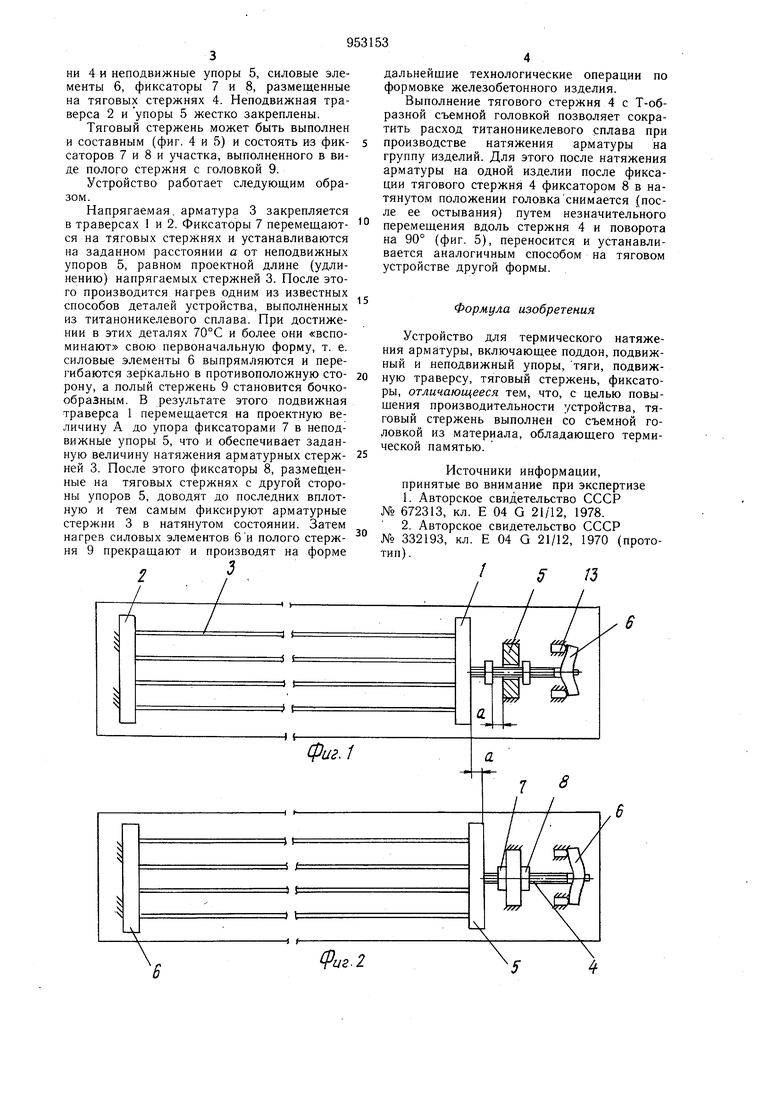
Цель достигается тем, что в устройстве для термического натяжения арматуры, включающем поддон, подвижный и непод Q вижный упоры, тяги, подвижную траверсу, тяговый стержень, фиксаторы, тяговый стержень выполнен со съемной головкой из материала, обладающего термической памятью. На фиг. 1 и 2 представлен вариант исполнения устройства соответственно перед
15 началом и в конце цикла натяжения арматурных стержней; на фиг. 3 - деталь соединения тягового стержня со съемной головкой; на фиг. 4 и 5 - вариант исполнения тягового стержня в двух положениях, соответственно перед началом и в конце натяжения арматурных стержней.
Устройство для термического натяжения арматуры содержит подвижную 1 и неподвижную 2 захватные траверсы для напрягаемых арматурных стержней 3, тяговые стержни 4 и неподвижные упоры 5, снловые элементы 6, фиксаторы 7 и 8, размещенные на тяговых стержнях 4. Неподвижная траверса 2 и упоры 5 жестко закреплены. Тяговый стержень может быть выполнен и составным (фиг. 4 и 5) и состоять из фиксаторов 7 и 8 и участка, выполненного в виде полого стержня с головкой 9. Устройство работает следующим образом. Напрягаемая, арматура 3 закрепляется в траверсах 1 и 2. Фиксаторы 7 перемещаются на тяговых стержнях и устанавливаются на заданном расстоянии а от неподвижных упоров 5, равном проектной длине (удлинению) напрягаемых стержней 3. После этого производится нагрев одним из известных способов деталей устройства, выполненных из титаноникелевого сплава. При достижении в этих деталях 70°С и более они «вспоминают свою первоначальную форму, т. е. силовые элементы 6 выпрямляются и перегибаются зеркально в противоположную сторону а полый стержень 9 становится бочкообразным. В результате этого подвижная траверса 1 перемещается на проектную величину А до упора фиксаторами 7 в неподвижные упоры 5, что и обеспечивает заданную величину натяжения арматурных стержней 3. После этого фиксаторы 8, размещенные на тяговых стержнях с другой стороны упоров 5, доводят до последних вплотную и тем самым фиксируют арматурные стержни 3 в натянутом состоянии. Затем нагрев силовых элементов 6и полого стержня 9 прекращают и производят на форме дальнейщие технологические операции по формовке железобетонного изделия. Выполнение тягового стержня 4 с Т-образной съемной головкой позволяет сократить расход титаноникелевого сплава при производстве натяжения арматуры на группу изделий. Для этого после натяжения арматуры на одной изделии после фиксации тягового стержня 4 фиксатором 8 в натянутом положении головка снимается (после ее остывания) путем незначительного перемещения вдоль стержня 4 и поворота на 90° (фиг. 5), переносится и устанавливается аналогичным способом на тяговом устройстве другой формы. Формула изобретения Устройство для термического натяжения арматуры, включающее поддон, подвижный и неподвижный упоры, тяги, подвижную траверсу, тяговый стержень, фиксаторы, отличающееся тем, что, с целью повыщения производительности устройства, тяговый стержень выполнен со съемной головкой из материала, обладающего термической памятью. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 672313, кл. Е 04 G 21/12, 1978. 2.Авторское свидетельство СССР № 332193, кл. Е 04 G 21/12, 1970 (прототип).
Фиг.З
иг.5
