(5) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИТИЛЯ ТЕПЛОВОЙ ТРУБЫ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления фитиля тепловой трубы | 1982 |
|
SU1038793A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОМЕХАНИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ИЗДЕЛИЯ | 1994 |
|
RU2096107C1 |
| Устройство для заправки тепловых труб | 1984 |
|
SU1182252A1 |
| СПОСОБ ОСУШКИ И ОЧИСТКИ ПРИРОДНОГО ГАЗА С ПОСЛЕДУЮЩИМ СЖИЖЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2496068C1 |
| Способ изготовления многослойного сетчатогофиТиля ТЕплОВОй ТРубы | 1979 |
|
SU827954A1 |
| Устройство для обжима и раздачи труб с нагревом | 1987 |
|
SU1459779A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАПИЛЛЯРНО-ПОРИСТОЙ СТРУКТУРЫ ТЕПЛОВОЙ ТРУБЫ | 1980 |
|
RU982426C |
| Цистерна для хранения и транспортировки сжиженного природного газа | 2022 |
|
RU2804785C1 |
| УСТАНОВКА ДЛЯ СУШКИ ДРЕВЕСИНЫ | 2008 |
|
RU2372569C1 |
| ПРЕСС-МОЛОТ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ | 2006 |
|
RU2391173C2 |
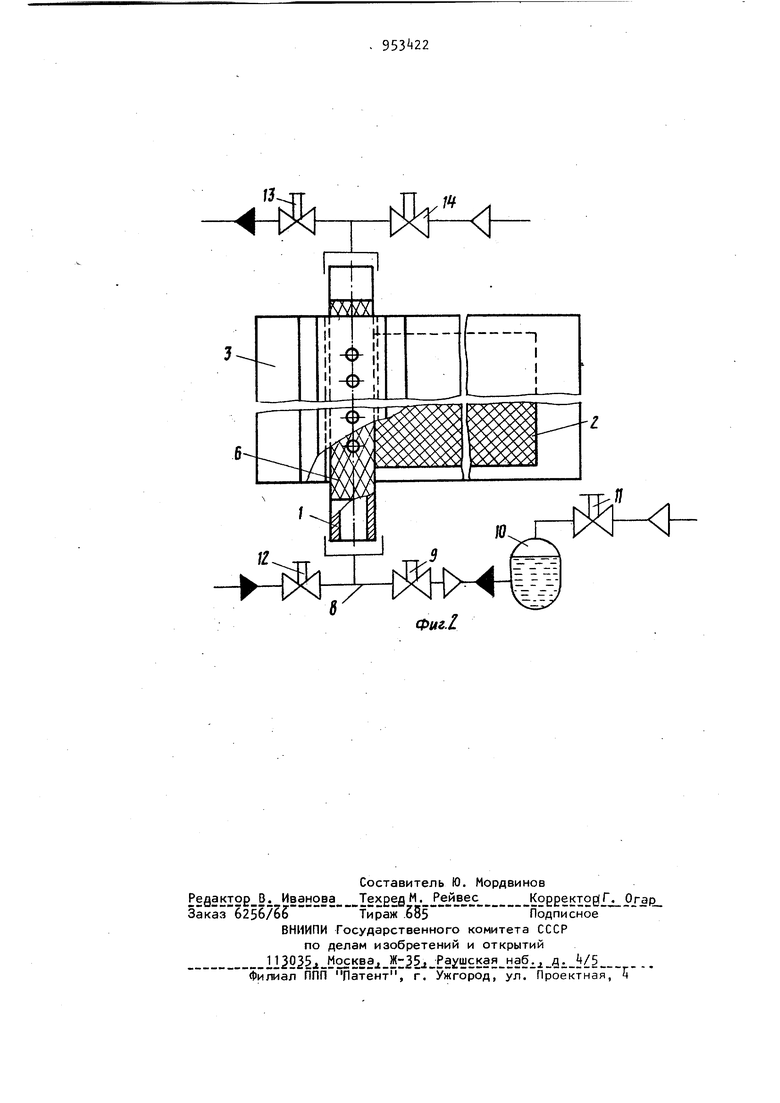
Изобретение относится к теплотех ниКб, в частности к устройству тепловых труб. По основному авт. св. W 819552 известно устройство для изготовления фитиля- тепловой трубы, содержащее цилиндрическую оправку для намотки сетчатой заготовки с образованием циглиндра, разъемную матрицу с цилиндрическим каналом для размещения оправки и цилиндров и с ПJ ocкoй щелью для сетки, причем канал и щель размещены в зоне разъема матрицы, а цилиндрическая оправка выполнена полой и имеет на наружной поверхности накатку, преимущественно ромбовидную Ul Недостатком известного устройства является то, что оно не обеспечивает изготовление фитиля из заготовок различных типоразмеров. Так, например, смоченная пропиточноу1 жидкостью заготовка большой ширины проскальзывает относительно оправки. Целью изобретения является обеспечение изготовления фитиля из загоTOBOIJ различных типоразмеров. Цельдостигается тем, что в оправке выполнены радиальные отверстия, соединяющие ее внутреннюю полость с цилиндрическим каналом. На фиг. 1 изображено предлагаемое устройство, разрез; на фиг. 2 - то же, вид сверху. Устройство содержит цилиндрическую оправку 1 для намотки заготовки 2 с образованием цилиндра, разъемную матрицу 3 с цилиндрическим каналом и плоской щелью 5 для заготовки 2, размещенными в зоне разъема матрицы 3. Цилиндрическая оправка 1 выполнена полой и имеет на наружной поверхности накатку 6. В оправке 1 выполнены радиальные отверстия 7 соединяющие ее внутреннюю полость с цилиндрическим каналом k. Один конец оправки 1 соединен с помощью магистрали 8, снабженной вентилем Э,
с емкостью 10, заполненной пропиточной жидкостью. Емкость 10 снабжена вентилем 11 для подачи сжатого газа. Этот же конец оправки через вентиль 12 соединен с системой подачи хладагента, другой конец оправки 1 через вентиль 13 с системой дренажа хладагента, а через вентиль 14 системой подачи сжатого газа.
Работа устройства осуществляется следующим образом.
Сетчатую заготовку 2 помещают в щель 5 и, вращая оправку 1, наматывают на нее заготовку 2 до образования сетчатого цилиндра. ОткрыЬая вентиль 11, подают сжатый газ в емкость 10, после чего открывают вентиль 9. Пропиточная жидкость вытесняется из емкости 10 во внутреннюю полость оправки 1 , откуда она по отверстиям 7 поступает к сетчатому цилиндру и пропитывает его. После пропитки сжатый газ из емкости 10 сбрасывают, открывают вентиль k подачи сжатого газа, 1 избыток пропиточной жидкости из полости оправки 1 выдувается в емкость 10. Вентили 9, 11 и Ik закрывают и открывают вентили 12 и 13 подачи дренажа хладагента. Хладагент перетекает по внутренней полости оправки 1 и замораживает пропиточную жидкость в сетчатом цилиндре.
После этого вентили 12 и 13 закрывают и отсоединяют магистрали от концов оправки. Оправка 1 с замороженным на ней сетчатым цилиндром готова для установки в полость тепловой трубы.
Предлагаемое устройство позволяет изготовлять фитиль тепловой трубы практически без ограничения размеров заготовки. При этом исключается испарение пропиточной жидкости с поверхности заготовки, что улучшает условия труда. Процесс изготовления фитиля в значительной степени механизирован.
Формула изобретения
Устройство для изготовления фитиля тепловой трубы по авт.св. № 819552, отличающееся тем, что, с целью обеспечения изготовления фитиля из заготовок различных типораз-v Меров, в оправке выполнены радиальные отверстия, соединяющие ее внутреннюю полость с цилиндрическим каналом.
Источники информации, принятые во внимание при экспертизе
