1
Изобретение относится к электроизмерительной технике и может найти применение для оценки качества неразъемных алюминиевых контактных соединений.
Известен способ оценки качества, контактных соединений, например ускоренные испытания в режиме циклического нагревания ГОСТ, заключающийся в нагревании контактных соединений до 120±1СРс с последующим охлаждением до температуры окружающей среды, не более 30°С. Величина тока испытания устанавливается опытным путем из расчета мин нагревания. Количество циклов нагрев и охлаждение должно быть не менее 200 lJ..
Однако этхэт способ требует значительных трудозатрат при оценке качества контактных соединений, не раскрывая при этом всего процесса изменения определяемых параметров (температуры, сопротивления).
Наиболее близким к предлагаемому по технической сущности является способ оценки качества неразъемных агвоминиевых контактных соединений, заключающийся в том,-что нагрев произ водят до 200-250С воздействием тока, превышающего но « нальный ток для испытуемого контактного соединения в 12-13 раз, в течение 2-5 мин, а
,Q число циклов выбирают равным 20. Регистрация исследуемых параметров осуществляется непосредственно в процессе испытания t2J.
Недостатком известного способа 15 является низкая точность оценки качества соединений, обусловленная наличием неконтролируемых физических процессов при испытаниях током, значительно превышающим номинальный, от20личных от процессов, которые наблюдаются при номинальном токе (образование микросварки контактирующих площадок и т.п. .
Цель изобретения - повышение точности оценки при сокращении времени испытания.
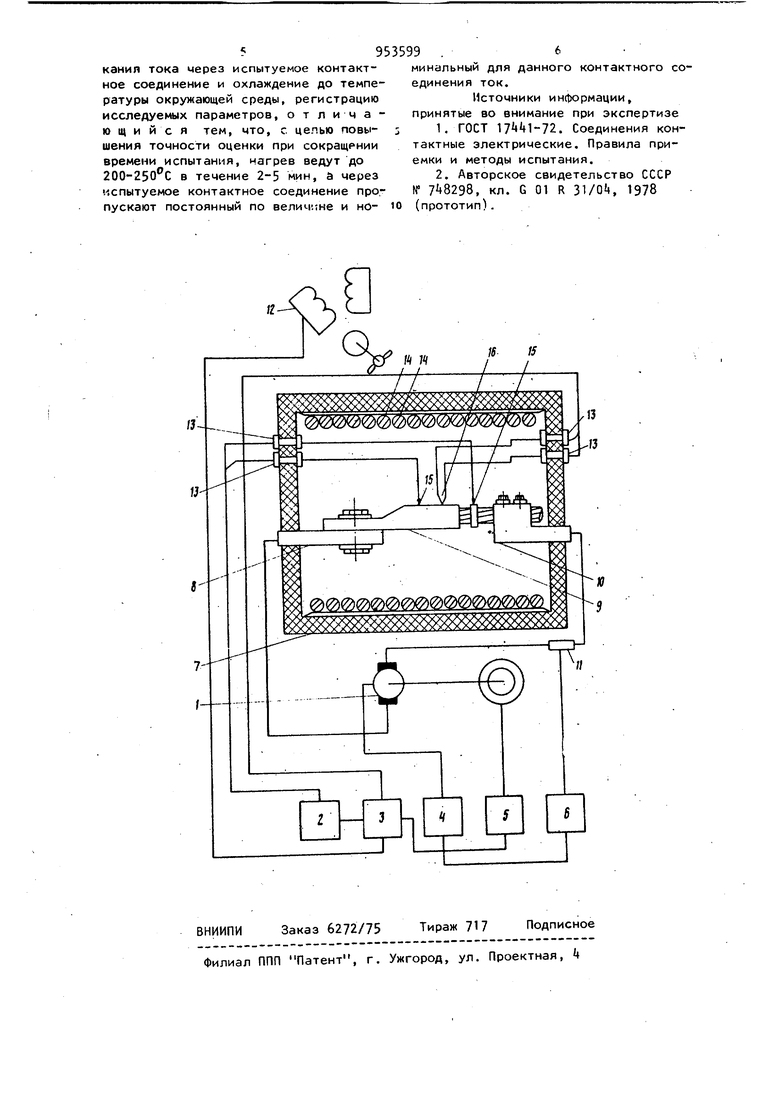
Поставленная цель достигается тем, что согласно способу оценки качества неразъемных алюминиевых контактных соединений, включающему циклический нагрев до определенной температуры путем пропускания тока через испытуемое контактное соединение и охлаждением до температуры окружающей среды, рег рацию исследуемых параметров, нагрев ведут до 200-250С в течение 2-5 мин а через испытуемое контактное соединение пропускают постоянный по величине и номинальный для данного контактного соединения ток. На чертеже приведена блок-схема устройства для осуществления предлагаемого способа. Устройство включает низковольтный преобразовательный агрегат АНГ 5000/2500 1j блок 2 регистрации, блок 3 циклического нагрева, блок 4 регулировки тока, блок 5 питания, блок 6 контроля тока, испытательную камеру 7, состоящую из двух частей, в одной из которых закреплено приспособление 8 для установки образца 9 и силовой зажим 10, а вторая часть съемная (при установке или охлаждении контактного соединения она откидывается), шунт 11, вентилятор 1 для охлаждения испытуемого образца, керамические втулки 13, нагревательные элементы Н, датчики 15 и термопару 16. . Испытуемый образец 9 представляет собой контактное соединение алюминиевых проводников, выполненное холодным прессованием или горячей сваркой. После установки испытуемого образ ца на приспособление 8 и закрепления на нем силового зажима 10 в контактное соединение зачеканиваются термопара 16 для контроля температуры нагрева и два датчика 15 для регистрации контролируемого параметра, при этом термопару 16 подключает к блоку 3 циклического нагрева, а датчики соединяют с блоком 2 регистрации. Подсоединение термопары и датчиков к упомянутым приборам осуществляют через керамические втулки J3. В рроцессБ испытания образца 9 на него от низковольтного преобразовательного агрегата 1 подают номинальный ток, соответствующий сечению проводника. Величина тока в процессе испытания остается неизменной.
Контроль рабочего тока осуществляется блоком 6 через шунт П, а его регулировка - блоком 4.
Испытания контактного соединения проводятся в камере 7, где на теплоизоляционном слое (не показан установлены нагревательные элементы 1. Мощность нагревательных элементов подобрана таким образом, что испытуемый образец в течение мин нагревается до 200-250 С. Контроль за температурой нагрева контактного соединения осуществляется блоком 3 через термопару 16. По достижении заданной температуры срабатывает блок 3 циклического нагрева и отключает нагревательные элементы , а также одновременно включает вентилятор 12 для принудительного охлаждения образца. Нагрев образца чередуется с его охла дением. Число циклов нагрев- . охлаждение должно.быть не, более 20. По достижении на испытываемом образце температуры 30tlc из блока 3 циклического нагрева поступает си|- нал в блок 2 регистрации, где с помощью, например, цифрового милливольтметра и цифропечатающего устройства производится запись электрического сопротивления контактного соединения . Полученные результаты испытаний обрабатываются с помощью известных методов математической статистики. Предлагаемый способ исключает образование микросварки контактирующих площадок, имеющее место при пропускании через них токов, близких к токам короткого замыкания, приближает физический процесс старения контактных соединений при испытаниях в форсированном режиме к процессу старения контактных соединений в режиме номинального тока, позволяет определять срок службы контактных соединений при номинальном токе, т.е. в ксплуатационном режиме. Формула изобретения Способ оценки качества неразъемных алюминиевых контактных соединений, включающий.циклический нагрев до определенной температуры путем пропус
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ оценки качества неразъемных алюминиевых контактных соединений | 1978 |
|
SU748298A1 |
| Устройство для оценки качества неразъемных алюминиевых контактных соединений | 1981 |
|
SU960670A1 |
| Способ определения ресурса контактных соединений | 1988 |
|
SU1594455A1 |
| Способ термоциклического испытания заготовки для детали электротехнического назначения | 2024 |
|
RU2834266C1 |
| Способ испытания полупроводниковых приборов с МДП-структурой | 1982 |
|
SU1114992A1 |
| Способ определения и оценки термопрочности стержневых или формовочных смесей и комплекс для его осуществления | 2021 |
|
RU2786793C1 |
| Способ оценки качества контактных соединений | 1986 |
|
SU1394175A1 |
| Способ оценки свариваемости материала полуфабрикатов | 1987 |
|
SU1479248A1 |
| Способ обнаружения радиационных дефектов в диэлектриках и устройство для его осуществления | 1980 |
|
SU927036A1 |
| Электрод для микросварки | 1981 |
|
SU996138A1 |
