ripeAMeroNi изобретения является направляющая коробка с пропусками для задачи прокатываемого металла в валки ка мелкосортных и проволочно-петлевых станах.
На существующих мелкосортных и проволочных станах для каждого калибра применяются отдельные пропускные напр&БЛЯ ошие коробки, прикрепляемые болтами к брусу стана. Пропуска укрепляются -в каждой коробке посоедством болтов с помощью клина.
Предлагаемая направляющая коробка выполнена многоручьевой с чистом гнезд, равным рабочих калибров валков.
Установка. пропусков при кастройке стана осуш,ествляется клиньями, передвигаемыми npi лсJмoщи гаек и винтов.
Благодаря указанным конструктивным особенностям отпадает необходимость в креплени : каждой отдельной коробки, упрощается монтаж арматуры, сокращается время на настройку стана и устраняется брак, возможный при срыве устанавливаемых отдельно пропускных коробок.
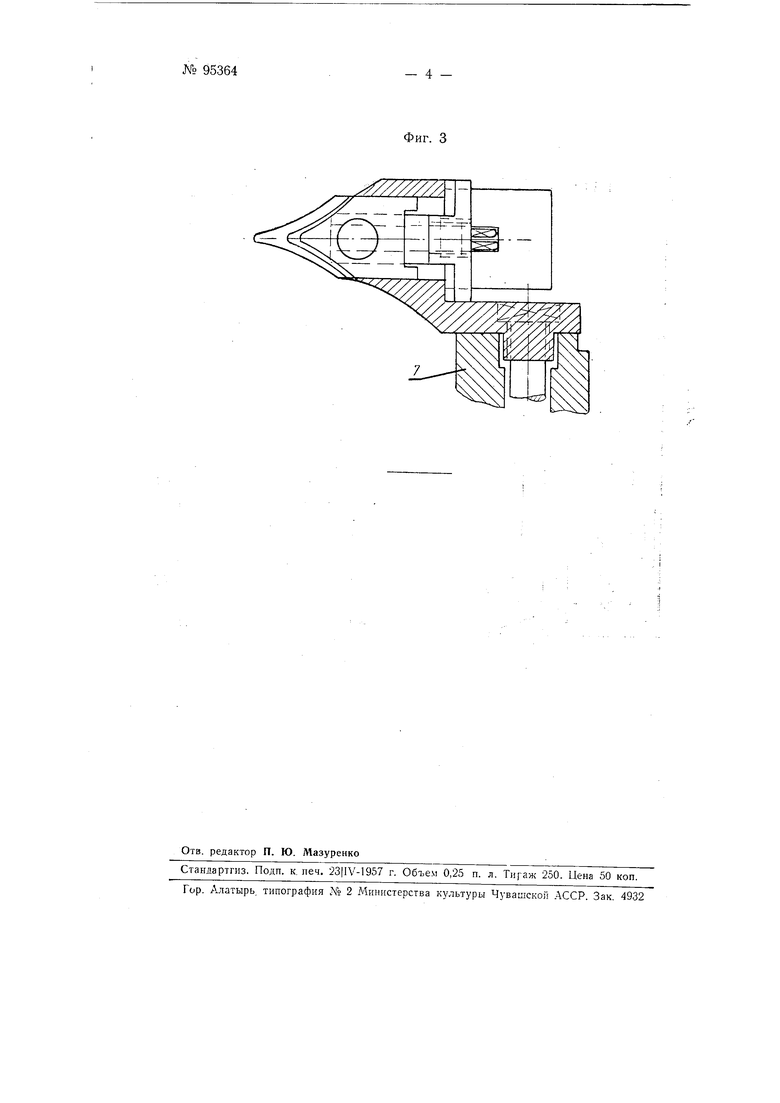
На фиг. 1, 2 и 3 изображены три проекции предлагаемой направляющей коробки.
Коробка выполнена в виде сварного корпуса /, снабженного несколькими пропусками 2.
Крепление и установка пропусков 2 в требуемом положении осуи1ествляется передвижными клиньями 3, устанавливаемыми по одному с каждой стороны пропуска. Перемещение клиньев 3 производится с помои1,ью гайки 4 и винта 5, удерживае:,гого в корпусе / посредством другой гайки 6.
Прсхтлагаемая коробка укрепляется на брусе 7 прокатного стана с помоидью болтов 8. При перемене калибров ослабляют болты S, передвигают коробку и устанавливают ее по одному из калибров новой схемы прокатки. Затем производят подрегулировку пропусков 2 с помощью винтов 5. При замене пропусков осчабляют один из винтов 5, вынимают пропуска 2, устанавливают новые пропуска и вновь закрепляют винт 5.
Таким образом упрощается и ускоряется настройка стана и повышается . надежность крепления направляющей коробки.
Предмет изобретения
1. Направляющая коробка с пропусками для задачи прокатываемого металла в валки на мелкосортных и проволочно-петлевых станах, отличающаяся тем, что, с целью упрощения крепления многих коробок, она выполнена многоручьевой с числом гнезд для пропусков, равным числу ручьев, в которых производится прокатка.
2. Форма выполнения направляющей коробки по п. 1, отличающаяся тем, что для установки пропусков в требуемом положении применены подвижные клинья по одному с каждой стороны пропуска, передвижение которых осуществляется посредством гайки и вннта.
1
rtu
Фиг. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ МАТЕРИАЛА ИЗ КЛЕТИ В КЛЕТЬ ПРОКАТНОГО СТАНА | 1924 |
|
SU3676A1 |
| ВВОДНАЯ ВАЛКОВАЯ АРМАТУРА ПРОКАТНОГО СТАНА | 2007 |
|
RU2355493C1 |
| Выводная направляющая проводка | 1982 |
|
SU1045973A1 |
| Бесстанинная предварительно напряженная прокатная клеть | 1983 |
|
SU1088823A1 |
| Способ крепления валковой арматуры прокатных станов | 1961 |
|
SU145518A1 |
| ВВОДНАЯ РОЛИКОВАЯ КОРОБКА | 2000 |
|
RU2192933C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| Вводная валковая арматура сортовой прокатной клети | 1986 |
|
SU1419781A1 |
| УСТРОЙСТВО МНОГОРУЧЬЕВОЙ ПРОКАТКИ СОРТОВОГО ПРОКАТА | 2001 |
|
RU2201817C1 |
| СПОСОБ ПРОКАТКИ И ПРОКАТНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2164177C2 |