Изобретение относится к прокатному производству, а именно к конструкциям устройств для продольного разделения раската, и может быть использовано на сортовых прокатных станах, использующих технологию прокатки-разделения.
Известно устройство многоручьевой прокатки сортового проката, содержащее рабочие валки с ручьями, образующими калибр для получения неразделенного многожильного раската круглого сечения, и установленное по ходу технологического процесса за рабочими валками устройство для продольного разделения раската с делительными роликами в виде тел вращения, имеющими гребни в их центральной части, и рабочие поверхности в виде боковых образующих поверхностей прямых усеченных конусов, расположенных по обе стороны от ручьев гребней и примыкающих к ним своими большими основаниями [1].
Недостатком известного устройства является снижение эффективности процесса при разделении строенного раската. В этом случае необходимо использование двух делительных устройств, а процесс разделения строенного профиля вести в две стадии. При размещении двух делительных устройств неизбежно увеличение расстояния между очагом деформации рабочей клети, где завершается подготовка раската к разделению, и делительными роликами одного из устройств. Указанное обстоятельство может привести к потере продольной устойчивости раската перед делительной кассетой и "забуриванию" в ней полосы. Разделение строенного раската с использованием одной Делительной кассеты такой конструкции практически невозможно.
В качестве прототипа принято устройство многоручьевой прокатки сортового проката, содержащее рабочие валки с ручьями, образующими калибр для получения неразделенного многожильного раската круглого сечения, и установленное по ходу технологического процесса за рабочими валками устройство для продольного разделения раската с делительными роликами в виде тел вращения, имеющими гребни с ручьями в их центральной части, образующими калибр, и рабочие поверхности в виде боковых образующих поверхностей прямых усеченных конусов, расположенных по обе стороны от ручьев гребней и примыкающих к ним своими большими основаниями [2].
Недостатком прототипа является снижение эффективности разделения строенного раската в процессе непрерывной прокатки. Это обусловлено следующими обстоятельствами. Процессу непрерывной прокатки сопутствует неравномерность геометрических параметров поперечного сечения раската по его длине. Концевые (передние и задние) участки прокатываемой полосы по ее длине имеют увеличенные размеры поперечного сечения по сравнению с центральной частью раската. Это объясняется тем, что в процессе непрерывной прокатки концевые участки раската прокатываются в режиме свободной прокатки, а центральная его часть подвержена воздействию межклетьевых усилий, оказывающих влияние на геометрию сечения раската по его длине. При использовании известного технического решения процесс разделения утолщенных концевых участков строенного раската сопровождается увеличенными нагрузками на ролики делительного устройства, а следовательно, и увеличенным усилием проталкивания раската сквозь делительное устройство, что может привести к потере раскатом продольной устойчивости в промежутке "рабочие валки - делительное устройство", следствием чего является "забуривание" раската в указанном промежутке. Кроме того, отсутствие возможности поперечного течения металла (стесненное уширение) центральной части сечения строенного раската в процессе разделения при использовании известного устройства способствует образованию закатов на поверхности трех разделенных раскатов, что снижает качество готового проката. Указанные обстоятельства снижают эффективность разделения строенного раската в процессе непрерывной прокатки при использовании прототипа.
Цель изобретения - повышение эффективности разделения строенного раската в процессе непрерывной прокатки.
Задача, решаемая изобретением, состоит в разработке устройства многоручьевой прокатки сортового проката, обеспечивающего возможность поперечного течения (простора на уширение) металла центральной части сечения строенного раската в процессе разделения при непрерывной прокатке.
Технический результат, получаемый в результате решения поставленной задачи, состоит в снижении нагрузок на ролики делительного устройства и усилия проталкивания раската сквозь него и предупреждении тем самым потери раскатом продольной устойчивости в промежутке "рабочие валки - делительное устройство", а также предотвращении образования закатов на поверхности трех разделенных раскатов, снижающих качество готового проката.
Решение поставленной задачи обеспечивается тем, что в устройстве многоручьевой прокатки сортового проката, содержащем рабочие валки с ручьями, образующими калибр для получения неразделенного многожильного раската круглого сечения, и установленное по ходу технологического процесса за рабочими валками устройство для продольного разделения раската с делительными роликами в виде тел вращения, имеющими гребни с ручьями в их центральной части, образующими калибр, и рабочие поверхности в виде боковых образующих поверхностей прямых усеченных конусов, расположенных по обе стороны от ручьев гребней и примыкающих к ним своими большими основаниями, калибр, образованный ручьями в центральной части гребней делительных роликов, выполнен ящичным с выпусками боковых граней рабочих поверхностей, составляющими 30-40%, а также тем, что устройство содержит дополнительную пару роликов, установленную между рабочими валками и основной парой делительных роликов, причем калибр, образованный ручьями в центральной части гребней дополнительной пары делительных роликов, выполнен по геометрическим параметрам соответствующего калибра основной пары делительных роликов, а углы между образующими боковых рабочих поверхностей калибра и боковых рабочих поверхностей прямых усеченных конусов, расположенных по обе стороны от него, составляют 0,65-0,75 соответствующих углов основной пары делительных роликов.
Сравнение с прототипом показывает, что заявляемое устройство отличается тем, что калибр, образованный ручьями в центральной части гребней делительных роликов, выполнен ящичным с выпусками боковых граней рабочих поверхностей, составляющими 30-40%, а также тем, что оно содержит дополнительную пару роликов, установленную между рабочими валками и основной парой делительных роликов, причем калибр, образованный ручьями в центральной части гребней дополнительной пары делительных роликов, выполнен по геометрическим параметрам соответствующего калибра основной пары делительных роликов, а углы между образующими боковых рабочих поверхностей калибра и боковых рабочих поверхностей прямых усеченных конусов, расположенных по обе стороны от него, составляют 0,65-0,75 соответствующих углов основной пары делительных роликов.
Следовательно, заявляемое устройство соответствует критерию "новизна".
Сравнение заявляемого устройства с другими техническими решениями показало, что известно устройство многоручьевой прокатки сортовой стали, содержащее дополнительную пару роликов, установленную между рабочими валками и основной парой делительных роликов [3]. Однако конструктивные особенности известного делительного устройства, определяемые совокупностью его отличительных признаков, исключают возможность практического использования указанного технического решения при разделении строенного многожильного раската. Известны также конструкции ящичных калибров, применяющихся в черновых группах клетей сортовых станов [4] , однако в связи с их технологическим предназначением параметры известных калибров отличны от заявляемых, что не позволяет их использовать в заявляемом техническом решении.
Таким образом, отсутствие в известных технических решениях совокупности отличительных признаков прототипа не обеспечивает достижения цели, поставленной в заявляемом техническом решении, - повышение эффективности разделения строенного раската в процессе непрерывной прокатки. Указанное обстоятельство обеспечивает заявляемому устройству соответствие критерию "изобретательский уровень".
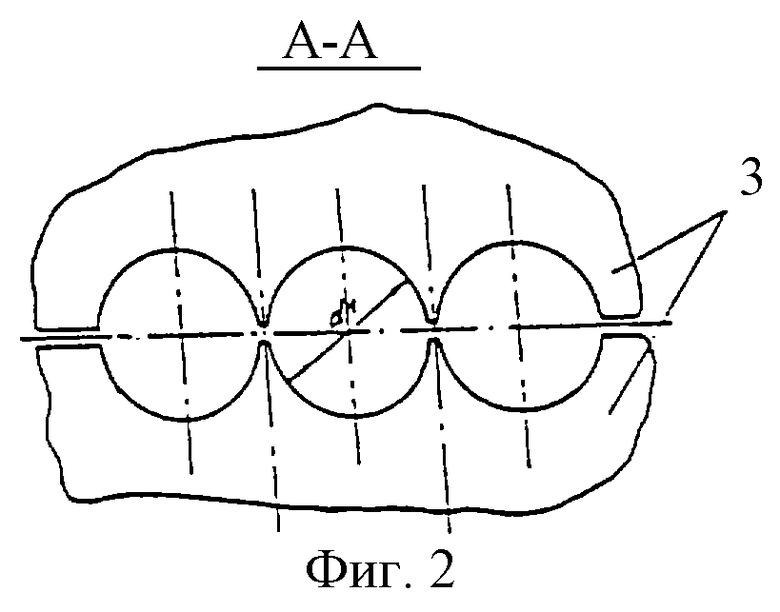
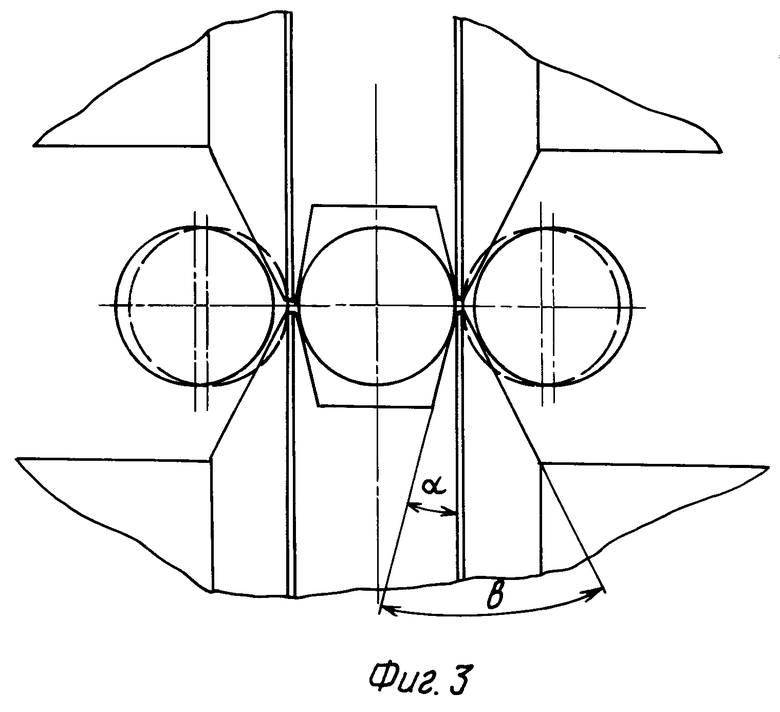
Изобретение поясняется чертежом, где на фиг.1 схематично изображен общий вид устройства (вид сбоку); на фиг.2 - схема калибра, образованного валками прокатной клети - разрез А-А на фиг. 1 (d1 - диаметр центральной части строенного калибра рабочих валков); на фиг.3 и 4 - схемы калибров, образованных первой и второй парами делительных роликов устройства соответственно. Здесь "а" - выпуск боковых граней рабочих поверхностей калибра, образованного ручьями в центральной части гребней делительных роликов; "b" - углы между образующими боковых рабочих поверхностей калибра, образованного ручьями в центральной части гребней делительных роликов, и образующими боковых рабочих поверхностей прямых усеченных конусов, расположенных по обе стороны от упомянутого калибра.
Устройство для продольного разделения раската состоит из рабочей клети, содержащей станину 1 с привалковым брусом 2, установленным с выходной стороны клети, рабочие валки 3 и устройство 4 для продольного разделения раската, установленное на привалковом брусе 2 (фиг.1). Ручьи рабочих валков 3 образуют калибр для получения неразделенного многожильного (строенного) раската круглого сечения (фиг.2).
Кассета 4 для продольного разделения раската содержит две пары горизонтальных делительных ролика 5 и 6, выполненных в виде тел вращения, с гребнями 7 посредине бочки (в их центральной части). Ручьи делительных роликов 5 и 6 с гребнями образуют разделительный калибр (фиг.3, 4) для получения трех разделенных раскатов. Рабочие поверхности двух крайних участков гребней разделительного калибра образованы боковыми поверхностями прямых усеченных конусов, меньшими основаниями обращенными к концевым частям роликов, а большими основаниями - к середине бочки роликов.
Центральный дополнительный участок гребня каждого делительного ролика выполнен в виде ящичного калибра с выпусками боковых граней рабочих поверхностей, составляющими 30-40%.
Калибр, образованный ручьями в центральной части гребней дополнительной пары делительных роликов, установленной в промежутке между плоскостью осей рабочих валков и плоскостью осей основной пары делительных роликов, выполнен по геометрическим параметрам соответствующего калибра основной пары делительных роликов, а углы между образующими боковых рабочих поверхностей калибра и боковых рабочих поверхностей прямых усеченных конусов, расположенных по обе стороны от него, составляют 0,65-0,75 соответствующих углов основной пары делительных роликов.
Выполнение гребня каждого делительного ролика с центральным дополнительным участком в виде ящичного калибра с выпусками боковых граней рабочих поверхностей, составляющими 30-40%, обеспечивает возможность поперечного течения металла (простор на уширение) центральной части сечения строенного раската в процессе разделения концевых (передних и задних) участков прокатываемой полосы по ее длине, имеющих по условиям процесса непрерывной прокатки увеличенные размеры поперечного сечения по сравнению с центральной частью раската по его длине. Указанное обстоятельство предупреждает образование закатов на поверхности трех разделенных раскатов, что способствует повышению качества готового проката. Кроме того, указанный простор на уширение металла в процессе продольного разделения строенного раската с утолщенными передними и задними концами полосы снижает нагрузки на ролики делительного устройства и, как следствие, усилие проталкивания раската сквозь него. Это увеличивает устойчивость раската продольному изгибу в промежутке "рабочие валки - делительное устройство" и предупреждает тем самым "забуривание" раската в этом промежутке. Выполнение гребня каждого делительного ролика с центральным дополнительным участком в виде ящичного калибра с выпусками боковых граней рабочих поверхностей, меньшими 30%, уменьшит простор на уширение металла центральной части сечения строенного раската в процессе разделения утолщенных концевых участков прокатываемой полосы по ее длине, что повысит склонность к образованию закатов на поверхности трех разделенных раскатов и снизит устойчивость раската продольному изгибу в промежутке "рабочие валки - делительное устройство". Если указанные выпуски будут более 40% - увеличится нагрузка на делительные ролики вследствие пластической деформации металла рабочими поверхностями центральных участков делительных роликов, что увеличит продольное усилие в промежутке "рабочие валки - делительное устройство" и снизит устойчивость раската продольному изгибу.
Таким образом, выполнение гребня каждого делительного ролика с центральным дополнительным участком в виде ящичного калибра с выпусками боковых граней рабочих поверхностей, составляющими 30-40%, способствует повышению эффективности разделения строенного раската в процессе непрерывной прокатки.
Наличие дополнительной пары роликов в заявляемом устройстве многоручьевой прокатки сортовой стали, установленной между рабочими валками и основной парой делительных роликов, повышает эффективность процесса разделения строенного раската за счет компенсации износа гребней ручьев рабочих валков прокатной клети, образующих калибр для получения неразделенного многожильного (строенного) раската круглого сечения (фиг.2).
Выполнение при этом калибра, образованного ручьями в центральной части гребней дополнительной пары делительных роликов, по геометрическим параметрам соответствующего калибра основной пары делительных роликов, обеспечивает преимущества, присущие этому калибру, - простор на уширение и высокую устойчивость раската продольному изгибу, а значит, и повышение эффективности разделения.
Выполнение углов между образующими боковых рабочих поверхностей калибра и боковых рабочих поверхностей прямых усеченных конусов, расположенных по обе стороны от калибра, образованного ручьями в центральной части гребней дополнительной пары делительных роликов, равными 0,65-0,75 соответствующих углов основной пары делительных роликов, наряду с компенсацией износа гребней ручьев рабочих валков прокатной клети без увеличения продольного усилия в промежутке "рабочие валки - делительное устройство" и снижения по этой причине устойчивости раската продольному изгибу, что способствует повышению эффективности разделения строенного раската в процессе непрерывной прокатки. Если указанное соотношение углов будет меньше 0,65 - то увеличится вероятность скола гребней дополнительной пары роликов; если больше 0,75 - увеличится нагрузка на дополнительную пару роликов, что увеличит продольные усилия. Таким образом, наличие дополнительной пары роликов с заявляемыми параметрами в заявляемом устройстве многоручьевой прокатки сортовой стали также повышает эффективность процесса разделения строенного раската и точность прокатки за счет компенсации износа гребней ручьев рабочих валков прокатной клети, образующих калибр для получения неразделенного многожильного (строенного) раската круглого сечения и обеспечения высокой устойчивости раската продольному изгибу "рабочие валки - делительное устройство".
Работает заявляемое устройство следующим образом. При производстве профилей прокаткой-разделением раскат в виде строенного круга с намеченными местами разделения, сформированный в предыдущих клетях стана, задается в калибр рабочих валков 3 прокатной клети 1, в котором осуществляется подготовка раската к продольному разделению. С этой целью в указанном калибре формируется раскат в виде строенного круга, соединенный перемычками порядка 0,75 мм. Выходящий из рабочих валков 3 прокатной клети 1 раскат в виде строенного профиля, соединенного перемычками, поступает в дополнительную пару делительных роликов 5, где начинается процесс продольного разделения раската - конкретизируется (утоняется) место разделения с компенсацией при необходимости износа гребней ручьев рабочих валков прокатной клети, образующих калибр для получения неразделенного многожильного (строенного) раската круглого сечения. При этом обеспечивается соответствующий простор на уширение металла при прохождении концевыми утолщенными участками полосы этой пары роликов. Окончательное разделение строенного раската на три части осуществляется за счет расклинивающего действия рабочих поверхностей двух крайних участков разделительного калибра основной пары делительных роликов 6, а центральный участок стабилизирует положение раската при разделении.
Таким образом использование изобретения повышает эффективность разделения строенного раската в процессе непрерывной прокатки за счет снижения нагрузок на ролики делительного устройства и усилия проталкивания раската сквозь него и предупреждения тем самым потери раскатом продольной устойчивости в промежутке "рабочие валки - делительное устройство", а также предотвращении образования закатов на поверхности трех разделенных раскатов, снижающих качество готового проката.
Реализация предложения в условиях непрерывных мелкосортно-проволочных станов 320/150 Белорусского, Молдавского и Дальневосточного метзаводов наряду с указанными выше преимуществами позволяет полнее использовать основное технологическое оборудование стана, обеспечивая загрузку сортовой и проволочной линий. В этом случае, учитывая то, что на этих станах освоен процесс сдвоенной прокатки, два из полученных в результате разделения раската могут быть использованы для получения, например, круглых арматурных профилей в сортовой линии стана, а третий раскат - использоваться в качестве подката для блока чистовых клетей проволочной линии. Этим обеспечивается прирост производительности стана без существенных капитальных затрат.
Источники информации
1. Авторское свидетельство 13581631 (СССР), МПК В 21 В 1/02, 1986.
2. Патент 1024 (Республика Беларусь), МПК В 21 Н 1/02, 1992 - прототип.
3. Патент 953 (Республика Беларусь), МПИ В 21 В 1/02, 1992.
4. Литовченко Н.В. Калибровка профилей и прокатных валков. - М.: Металлургия. -1990.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО МНОГОРУЧЬЕВОЙ ПРОКАТКИ СОРТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2036743C1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ПРОКАТНОГО СТАНА | 2003 |
|
RU2255819C2 |
| СПОСОБ ПРОКАТКИ ЗАГОТОВОК РАЗДЕЛЕНИЕМ | 2000 |
|
RU2176165C1 |
| СИСТЕМА КАЛИБРОВКИ ПЕРВЫХ ДВУХ КЛЕТЕЙ СОРТОПРОКАТНОГО СТАНА | 1992 |
|
RU2070446C1 |
| СПОСОБ ПРОКАТКИ-РАЗДЕЛЕНИЯ | 1995 |
|
RU2104104C1 |
| Способ сдвоенной прокатки сортовых профилей | 1989 |
|
SU1734898A1 |
| Способ прокатки сортовых заготовок | 1979 |
|
SU789167A1 |
| СПОСОБ СДВОЕННОЙ ПРОКАТКИ АРМАТУРНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2126728C1 |
| Способ многоручьевой прокатки | 1982 |
|
SU1018730A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ОБЖИМНОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2105618C1 |

Изобретение относится к прокатному производству, а именно к конструкциям устройств для продольного разделения раската, и может быть использовано на сортовых прокатных станах, использующих технологию прокатки-разделения. Задача, решаемая изобретением, состоит в обеспечении возможности поперечного сечения (простора на уширение) металла центральной части сечения строенного раската в процессе разделения при непрерывной прокатке. В устройстве многоручьевой прокатки сортового проката, содержащем рабочие валки с ручьями, образующими калибр для получения неразделенного многожильного раската круглого сечения, и установленное по ходу технологического процесса за рабочими валками устройство для продольного разделения раската с делительными роликами в виде тел вращения, имеющими гребни с ручьями в их центральной части, образующими калибр, и рабочие поверхности в виде боковых образующих поверхностей прямых усеченных конусов, расположенных по обе стороны от ручьев гребней и примыкающих к ним своими большими основаниями, калибр, образованный ручьями в центральной части гребней делительных роликов, выполнен ящичным с выпусками боковых граней рабочих поверхностей, составляющими 30-40%. Устройство может содержать дополнительную пару роликов, установленную между рабочими валками и основной парой делительных роликов, причем калибр, образованный ручьями в центральной части гребней дополнительной пары делительных роликов, выполнен по геометрическим параметрам соответствующего калибра основной пары делительных роликов, а углы между образующими боковых рабочих поверхностей калибра и боковых рабочих поверхностей прямых усеченных конусов, расположенных по обе стороны от него, составляют 0,65-0,75 соответствующих углов основной пары делительных роликов. Технический результат состоит в снижении нагрузок на ролики делительного устройства и усилителя проталкивания раската сквозь него и предупреждении тем самым потери раскатом продольной устойчивости в промежутке "рабочие валки - делительное устройство", а также предотвращении образования закатов на поверхности трех разделенных раскатов, снижающих качество готового проката. 1 з.п. ф-лы, 4 ил.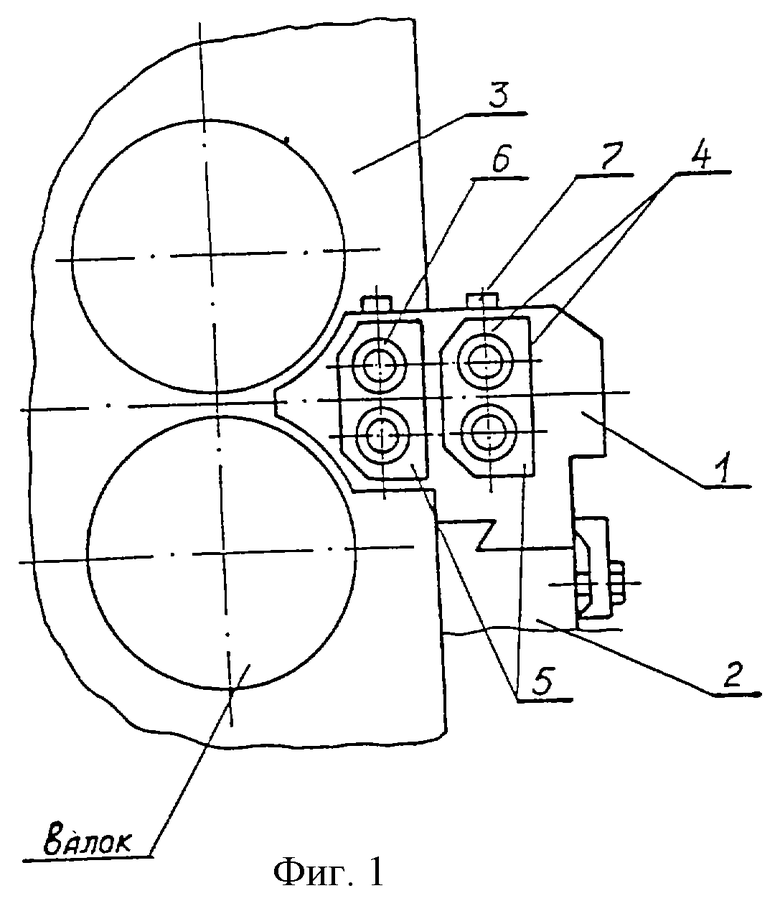
| АСИНХРОННЫЙ ДВИГАТЕЛЬ С КОРОТКОЗАМКНУТЫМ РОТОРОМ, ПУСКАЕМЫЙ В ХОД БЕЗ РЕОСТАТА | 1923 |
|
SU1024A1 |
| SU 757219, 01.09.1980 | |||
| Способ производства заготовок | 1979 |
|
SU801908A1 |
| Способ сдвоенной прокатки сортовых профилей | 1989 |
|
SU1734898A1 |
| СПОСОБ ОДНОВРЕМЕННОГО ИЗГОТОВЛЕНИЯ В ХОЛОДНОМ СОСТОЯНИИ НЕСКОЛЬКИХ СЕКЦИЙ И/ИЛИ СТЕРЖНЕЙ И ЦЕЛЬНЫЙ МНОГОСЕКЦИОННЫЙ ЭЛЕМЕНТ | 1992 |
|
RU2081715C1 |
| US 6050122, 18.04.2000. | |||

