(5) НАПРАВЛЯЮЩИЙ ИНСТРУМЕНТ СТАНА ВИНТОВ-ОЙ ПРОКАТКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| НАПРАВЛЯЮЩИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2010 |
|
RU2476279C2 |
| Направляющий диск стана винтовой прокатки | 1978 |
|
SU710686A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU931246A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 2007 |
|
RU2355502C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| СПОСОБ ПОЛУЧЕНИЯ ШТУЧНЫХ ПОЛЫХ ПРОФИЛИРОВАННЫХ ЗАГОТОВОК | 1990 |
|
RU2039622C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| Технологический инструмент стана винтовой прокатки | 1980 |
|
SU908435A1 |
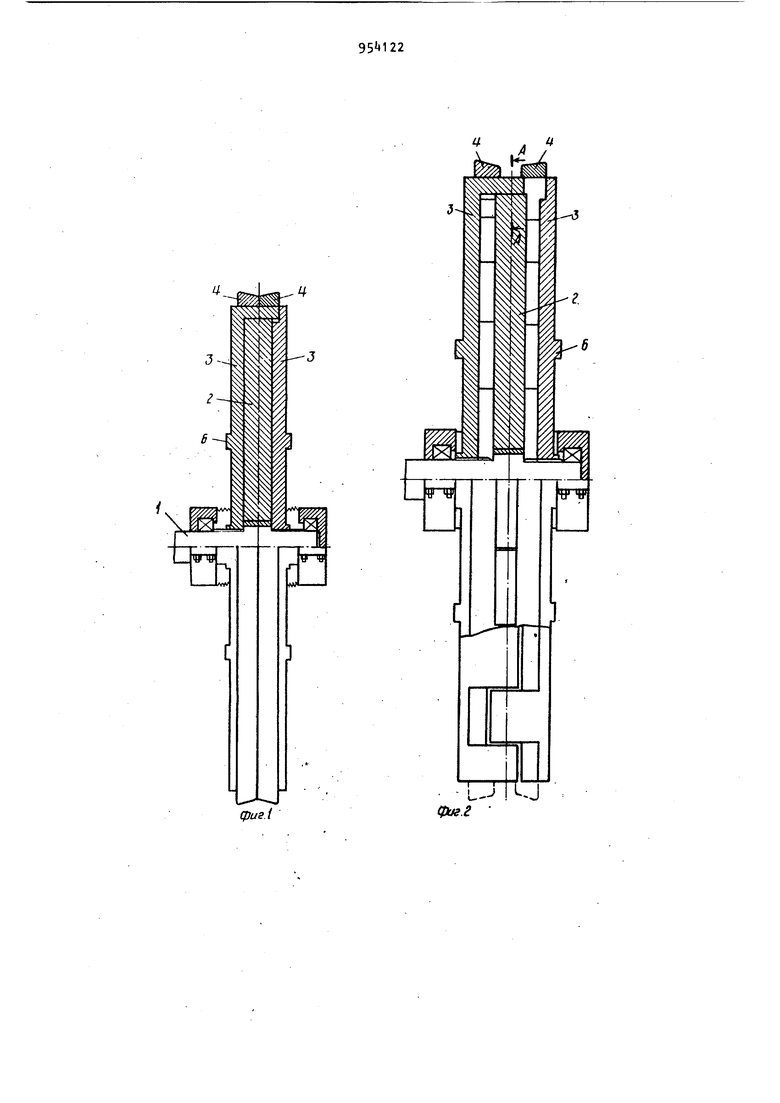
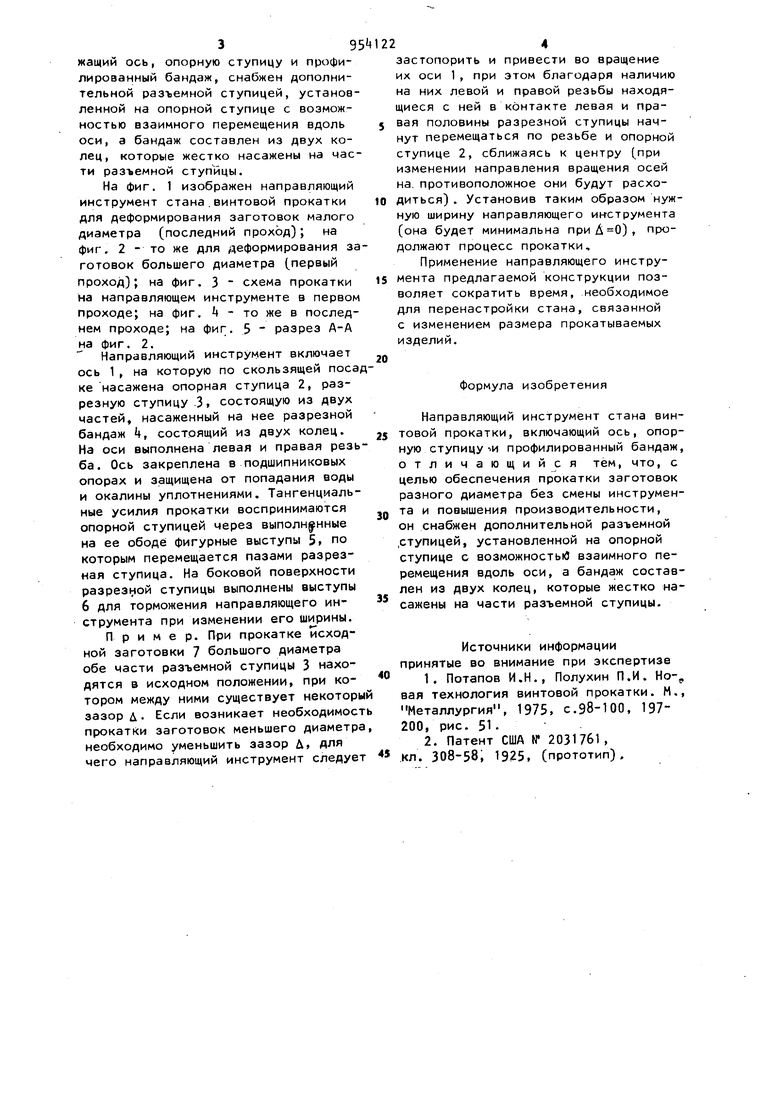
Изобретение относится к оборудованию станов винтовой прокатки, используемых для производства труб, трубчатых изделий, деформирования сплошной заготовки и т.д. Известны станы винтовой прокатки, в которых в качестве направляющего инструмента применяются приводные или холостые диски. Диски изготовляют бандажированными. Бандаж выполняют из износостойкого материала (высоколегированной стали или чугуна) , а ступица обычно выполняется из углеродистой стали .. Наиболее близким по технической сущности к предлагаемому является на правляющий инструмент стана винтовой прокатки, состоящий из опорной ступи цы и напрессованного профилированного бандажа, удерживаемого of проворачивания планками. Благодаря такому исполнению во время прокатки диск ра ботает как монолитное устройство 2 Известные конструкции не обеспечивают возможности прокатки широкого сортамента изделий на одном комплекте направляющего инструмента, так как при переходе на меньший диаметр расстояние между валками не может быть изменено до размера, меньшего ширины диска . При осуществлении деформирования сплошной заготовки за несколько проходов а одной клети также возникает необходимость в смене направляющего инструмента уже после первого прохода. Это значительно снижает производительность стана, а также требует установки дополнительных нагревательных устройств для подогрева заготовки между проходами. Цель изобретения - разработка конструкции направляющего инструмента, позволяющей осуществлять прокатку достаточно широкого сортимента изделий и повысить производительность. Указанная цель достигается тем, что направляющий инструмент, содержащии ось, опорную ступицу и профилированный бандаж, снабжен дополнительной раз-ьемной ступицей, установ ленной на опорной ступице с возможностью взаимного перемещения вдоль оси, а бандаж составлен из двух колец, которые жестко насажены на час ти разъемной ступицы. На фиг. 1 изображен направляющий инструмент стана,винтовой прокатки для деформирования заготовок малого диаметра (последний проход); на фиг, 2 - то же для деформирования за готовок большего диаметра (первый проход); на фиг. 3 схема прокатки на направляющем инструменте в первом проходе; на фиг. - то же в последнем проходе; на фиг. 5 разрез А-А на фиг. 2. Направляющий инструмент включает ось 1 , на которую по скользящей поса ке насажена опорная ступица 2, разрезную ступицу.3, состоящую из двух частей, насаженный на нее разрезной бандаж Ц, состоящий из двух колец. На оси выполнена левая и правая резь ба. Ось закреплена в подшипниковых опорах и защищена от попадания воды и окалины уплотнениями. Тангенциальные усилия прокатки воспринимаются опорной ступицей через выполненные на ее ободе фигурные выступы 5 по которым перемещается пазами разрезная ступица. На боковой поверхности разрезнюй ступицы выполнены выступы 6 для торможения направляющего инструмента при изменении его . Пример. При прокатке исходной заготовки 7 большого диаметра обе части разъемной ступицы 3 находятся в исходном положении, при котором между ними существует некоторы зазор д. Если возникает необходимос прокатки заготовок меньшего диаметра необходимо уменьшить зазор Д, для чего направляющий инструмент следуе застопорить и привести во вращение их оси 1, при этом благодаря наличию на них левой и правой резьбы находящиеся с ней в контакте левая и правая половины разрезной ступицы начнут перемещаться по резьбе и опорной ступице 2, сближаясь к центру (при изменении направления вращения осей на. противоположное они будут расходиться) . Установив таким образом нужную ширину направляющего инструмента (она будет минимальна ), прюдолжают процесс прокатки. Применение направляющего инструмента предлагаемой конструкции позволяет сократить время, необходимое для перенастройки стана, связанной с изменением размера прокатываемых изделий. Формула изобретения Направляющий инструмент стана винтовой прокатки, включающий ось, опорную ступицу -.и профилированный бандаж, отличающийся тем, что, с целью обеспечения прокатки заготовок разного диаметра без смены инструмента и повышения производительности, он снабжен дополнительной разъемной .ступицей, установленной на опорной ступице с возможностьй взаимного перемещения вдоль оси, а бандаж составлен из двух колец, которые жестко насажены на части разъемной ступицы. Источники информации принятые во внимание при экспертизе 1.Потапов И.Н., Полухин П.И. Новая технология винтовой прокатки. М., Металлургия, 1975, с.98-100, 197200, рис. 51. 2.Патент США № 2031761 , кл. 308-38; 1925, (прототип).
т:
(JJUS.t
фаг.2
физ.Ц
