Изобретение относится к области прокатного производства, а точнее к прокатным станам с многовалковым калибром. Изобретение наиболее эффективно может быть использовано для производства квадратных и прямоугольных труб из цилиндрических бесшовных и сварных. Эти трубы широко применяются в строительстве, машиностроении, автомобилестроении и мебельной промышленности. Из-за большей несущей способности на единицу массы по сравнению с цилиндрическими их использование позволяет получить экономию металла до 15%, снизить массу изделий, улучшить условия и качество изготовления машин и конструкций.
Изобретение может быть использовано также для производства заготовок из труднодеформируемых металлов и сплавов.
Известен многоклетьевой прокатный стан, см. авт. свид. №1338905, кл. В21В 1/14, заявл. 02.08.85 г., опубл. 23.09.87 г.
Этот стан содержит постамент, съемные кассеты, в которых смонтированы четырехвалковые клети с цилиндрическими разъемными корпусами, гидравлическими механизмами зажима и разделения и приводы вращения валков.
Каждая разъемная клеть имеет два приводных и два холостых валка. Клети объединены в непрерывную группу из нескольких клетей и снабжены двумя групповыми приводами валков, размещенными по обе стороны от оси прокатки. Оси валков всех клетей наклонены под углом к горизонтальной плоскости. Стан имеет значительные габариты, металлоемкость и трудоемкость изготовления из-за двухсторонней компоновки групповых приводов клетей, наличия массивного постамента, гидросистемы и разъемных корпусов клетей.
Наличие в каждом четырехвалковом калибре клети только двух приводных валков не обеспечивает достаточной проработки при прокатке труднодеформируемых металлов и сплавов, а при профилировании труб ухудшает их качество в части увеличения радиуса сопряжения и вогнутости сторон, а также предельных отклонений по наружным размерам и не дает возможности производить более тонкостенные трубы.
Четырехвалковые станы с двумя приводными валками в каждом калибре требуют большего количества клетей при производстве профильных труб, чем станы со всеми приводными валками в одном калибре.
Из известных наиболее близким по технической сущности является четырехвалковый многоклетьевой прокатный стан, описанный в патенте РФ №2180873, кл. В21В 1/14, заявл. 30.03.99 г., опубл. 27.03.2002 г.
Этот стан содержит постамент, станины клетей с размещенными с возможностью радиальной и осевой регулировок горизонтальных и вертикальных валков с подшипниками качения, подушками, торцевыми крышками и приводы вращения горизонтальных валков, расположенные по одну сторону от клетей и приводы вращения вертикальных валков, расположенные над клетями. Приводы вращения валков включают электродвигатель, полый раздаточный конический редуктор и четыре цилиндрических редуктора. В осевой цилиндрической полости конического раздаточного редуктора размещена приводная роликовая проводка.
Недостатками известного четырехвалкового многоклетьевого стана являются значительные габариты по длине и масса из-за наличия раздаточных редукторов и приводных роликовых проводок.
Другим недостатком стана являются его узкие технологические возможности в части производства сложных профилей и прямоугольных труб, так как диаметры валков жестко увязаны с параметрами раздаточного и понижающих редукторов.
Размещение валков в клети с разъемными корпусами, наличие кассеты и отсутствие специальных средств затрудняют и увеличивают продолжительность перевалок валков.
Задача настоящего изобретения состоит в создании четырехвалкового многоклетьевого прокатного стана с широкими технологическими возможностями, позволяющего за счет более равномерной деформации поперечного сечения заготовок приводными валками и гибкой компоновки приводов горизонтальных и вертикальных валков осуществлять не только профилирование квадратных, прямоугольных и сложных по форме поперечного сечения замкнутых профилей с различной толщиной стенки, но и производить прокатку труднодеформируемых металлов и сплавов в узкой температурной зоне нагрева, а также правку их продольной кривизны.
Следующей задачей изобретения является сокращение времени на перевалку валков.
Поставленная задача достигается тем, что четырехвалковый многоклетьевой прокатный стан, содержащий постамент, станины клетей с размещенными с возможностью радиальной и осевой регулировок горизонтальными и вертикальными валками с подшипниками качения, подушками, торцевыми крышками и приводы вращения горизонтальных и вертикальных валков, включающие электродвигатели и цилиндрические редукторы, согласно изобретению снабжен расположенной на постаменте с возможностью поворота вокруг оси, параллельной оси прокатки, опорной стойкой для установки приводов вращения вертикальных валков, приводы горизонтальных валков размещены по одну сторону оси стана, выходной вал, вертикального валка клети со стороны привода горизонтальных валков смещен относительно этого валка, а верхняя подушка вертикального валка со стороны привода горизонтальных валков содержит находящиеся в зацеплении шестерни, одна из которых закреплена на валу валка, а другая - на выходном валу привода. Кроме того, станины клетей имеют прямоугольную форму с вертикальной стенкой, в которой выполнены прямоугольные пазы для размещения скошенных подушек валков и фиксирующих клиньев. Приводы горизонтальных и вертикальных валков выполнены групповыми отдельно на горизонтальные и все вертикальные валки клетей, или групповыми на каждую клеть для горизонтальных и вертикальных валков, или индивидуальными для каждого горизонтального и вертикального валков. Каждая станина клети с валками установлена на постаменте с возможностью вертикальной и поперечной регулировок. Валки выполнены бандажированными, при этом в радиальных пазах торцов ступиц и бандажей закреплены шпонки с установочными винтами для передачи крутящего момента и осевой регулировки валков, а наименьший внутренний посадочный диаметр ступиц больше описанного диаметра подушек валков.
Такое конструктивное выполнение четырехвалкового многоклетьевого прокатного стана позволит расширить его технологические возможности и осуществлять профилирование квадратных, прямоугольных и сложных по форме поперечного сечения замкнутых профилей с различной толщиной стенки из цилиндрических бесшовных и сварных труб, а также осуществлять правку их продольной кривизны.
Кроме того, предлагаемая конструкция стана может быть использована при прокатке в узкой температурной зоне труднодеформируемых металлов и сплавов.
Достигается это благодаря тому, что при производстве сложных замкнутых профилей, когда диаметры и конфигурация технологической части каждого из валков в одном калибре разные и, следовательно, необходимо иметь индивидуальный привод каждого валка. В этом случае выходной вал вертикального валка со стороны приводов горизонтальных валков смещен относительно оси его валка за счет размещения в его верхней подушке находящихся в зацеплении двух зубчатых шестерен, при этом одна из которых закреплена на валу валка, другая - на выходном валу.
При производстве прямоугольных и овальных труб, когда профили симметричны относительно горизонтальной и вертикальной осей, возможен групповой попарный привод горизонтальных и вертикальных валков каждой клети, оба вертикальных валка каждой клети для смещения оси привода относительно оси валка снабжены цилиндрическими редукторами.
При производстве квадратных труб, когда конфигурация и диаметр валка в одном калибре одинаковые, могут быть использованы групповые приводы горизонтальных и вертикальных валков. Размещение приводов горизонтальных валков по одну сторону клети, а вертикальных - над клетями, конструктивное выполнение станин клетей и способы крепления и регулировок узлов валков позволяют сократить габариты, металлоемкость, трудоемкость изготовления и обслуживания и, как следствие, - стоимость изготовления, монтажа и эксплуатации.
Размещение приводов вертикальных валков на опорной стойке с возможностью ее поворота вокруг оси, параллельной оси прокатки, обеспечивает свободный доступ электромостового крана к станинам с валками в процессе перевалок.
Выполнение валков с использованием бандажей и наружных технологических частей с внутренним диаметром, большим описанного диаметра опоры валков, резко сокращает время перевалки валков, так как при их смене не требуются разборка и сборка узлов валков.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 изображен четырехвалковый многоклетьевой прокатный стан с групповым приводом горизонтальных и вертикальных валков;
на фиг.2 - вид по стрелке А на фиг.1, когда привод групповой на все клети;
на фиг.3 - место Б на фиг.1;
на фиг.4 - повернутый на 90° разрез В-В на фиг.3;
на фиг.5 - разрез Г-Г на фиг.3;
на фиг.6 - четырехвалковый многоклетьевой прокатный стан с индивидуальным приводом горизонтальных и вертикальных валков;
на фиг.7 - вид по стрелке А на привод горизонтальных валков, когда оба горизонтальных валка каждой клети приводятся от одного двигателя.
Четырехвалковый многоклетьевой прокатный стан содержит постамент 1, на котором с помощью регулируемых прокладок 2 закреплены станины 3 четырехвалковых клетей 4 с размещенными в них с возможностью радиальной и осевой регулировок горизонтальными 5 и вертикальными 6 валками и приводы вращения этих валков, включающие электродвигатели 7, 8 и цилиндрические редукторы 9, 10.
На постаменте 1 с возможностью поворота вокруг оси 11, параллельной оси прокатки, установлена опорная стойка 12 для размещения приводов вращения вертикальных 6 валков. Приводы вращения горизонтальных 5 валков размещены по одну сторону от стана. Станины 3 клетей 4 имеют прямоугольную форму с выполненными в задней стенке пазами, в которых размещаются скошенные подушки 13, 14 с фиксирующими клиньями 15. В подушках 13, 14 смонтированы подшипники качения 16, в которых установлены валы 17, 18 с закрепленными на них валками 5, 6 и торцевыми крышками 19. При этом подушка 14 вертикального валка 6, расположенного со стороны привода горизонтальных валков 5, содержит находящиеся между собой в зацеплении зубчатые шестерни, одна из которых 20 закреплена на валу 21 вертикального валка, другая 22 - на выходном валу 23, установленном в подшипниках качения 24, 25, обеспечивая перекрещивание вала 23 с выходным валом 17 верхнего горизонтального валка 5.
Валки выполнены бандажированными, при этом в радиальных пазах торцов ступиц 26 и бандажей 27 закреплены шпонки 28 с установочными винтами 29, а наименьший внутренний посадочный диаметр ступиц 26 больше описанного диаметра подушек 13, 14 валков.
Каждая клеть 4 со стороны обслуживания снабжена резьбовым отверстием 30, взаимодействующим с регулировочным винтом 31, размещенным в пазах 32 постамента 1.
Приводы горизонтальных 5 и вертикальных 6 валков, включающие электродвигатели 7, 8, цилиндрические редукторы 9, 10 соединены с их выходными валами 17, 18, 23 с помощью шпинделей 33.
Приводы горизонтальных 5 и вертикальных 6 валков могут быть групповыми (фиг.1, 2) отдельно на все горизонтальные и все вертикальные валки клетей, или групповыми (фиг.7) на каждую клеть для горизонтальных и вертикальных валков, или индивидуальными (фиг.6) для каждого горизонтального и вертикального валков.
Стан работает следующим образом.
Электродвигатели 7, 8 через цилиндрические редукторы 9, 10 или шпиндели 33 и валы 17, 18, 23 приводят во вращение бандажированные валки 5, 6 всех клетей 4. В каждом калибре клети 4 производится профилирование поперечного сечения профиля 34. Для получения качественных квадратных, прямоугольных и овальных труб необходимы четыре четырехвалковые клети, для более сложных замкнутых профилей требуется до шести клетей.
В случае необходимости за счет взаимного пространственного смещения клетей относительно друг друга, что обеспечивается регулировкой клетей в вертикальном и поперечном направлениях, производится правка продольной кривизны.
При прокатке в узкой температурной зоне заготовок из труднодеформируемых металлов и сплавов в четырехвалковом калибре обеспечивается достаточная проработка и уплотнение металла.
Возможна подстройка бандажей 27 на ось калибра за счет установочных винтов 29.
Минимально возможная ширина клети стана по оси прокатки позволяет производить прокатку заготовок длиной, большей диаметра валков на 5-10%.
Предложенное выполнение четырехвалкового многоклетьевого прокатного стана по сравнению с известными позволит осуществлять профилирование любых сложных по форме поперечного сечения замкнутых профилей с различной толщиной стенки и производить правку их продольной кривизны, а также осуществлять прокатку труднодеформируемых металлов и сплавов в узкой температурной зоне нагрева.
Кроме того, предлагаемая конструкция стана позволит сократить время на перевалку валков.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| Прокатная клеть с многовалковым калибром | 1974 |
|
SU778831A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2002 |
|
RU2266795C2 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2006 |
|
RU2302305C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| Прокатный стан | 1988 |
|
SU1600876A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| Рабочая клеть прокатного /роликового/ стана | 1984 |
|
SU1225625A1 |
Изобретение предназначено для расширения технологических возможностей оборудования и диапазона производимых изделий. Прокатный стан содержит постамент, станины клетей, в которых размещены с возможностью радиальной и осевой регулировок горизонтальные и вертикальные валки с подшипниками качения, подушками, торцевыми крышками и приводы вращения горизонтальных и вертикальных валков, включающие электродвигатели и цилиндрические редукторы. Профилирование любых сложных по форме поперечного сечения замкнутых профилей, возможность прокатки труднодеформируемых металлов и сплавов обеспечивается за счет увеличения равномерности деформации по сечению заготовок посредством того, что на постаменте с возможностью поворота вокруг оси, параллельной оси прокатки, расположена опорная стойка для установки приводов вращения вертикальных валков, приводы горизонтальных валков размещены по одну сторону оси стана, выходной вал вертикального валка со стороны привода горизонтальных валков смещен относительно этого валка, а верхняя подушка этого вертикального валка содержит находящиеся в зацеплении шестерни, одна из которых закреплена на валу валка, а другая - на выходном валу привода. Станины имеют прямоугольную форму с вертикальной стенкой, в которой выполнены прямоугольные пазы для размещения скошенных подушек валков и фиксирующих клиньев. 4 з.п. ф-лы, 7 ил.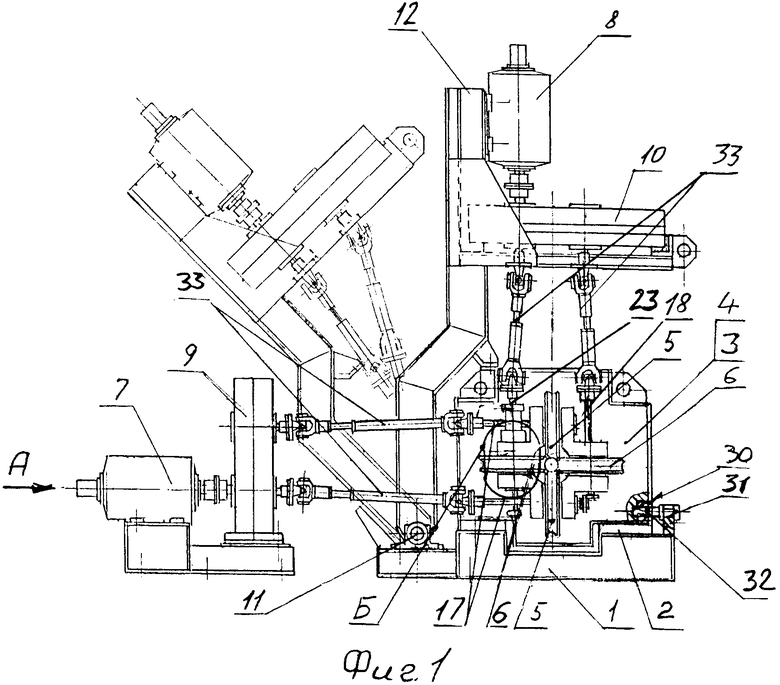
1. Многоклетьевой прокатный стан с четырехвалковыми клетями, содержащий постамент, станины клетей с размещенными в них с возможностью радиальной и осевой регулировок горизонтальными и вертикальными валками с подшипниками качения, подушками, торцевыми крышками и приводы вращения горизонтальных и вертикальных валков, включающие электродвигатели и цилиндрические редукторы, отличающийся тем, что приводы вращения вертикальных валков установлены на опорной стойке, расположенной на постаменте с возможностью поворота вокруг оси, параллельной оси прокатки, приводы горизонтальных валков размещены по одну сторону оси стана, при этом выходной вал вертикального валка клети со стороны привода горизонтальных валков смещен относительно оси этого валка, а в верхней подушке этого вертикального валка установлены находящиеся в зацеплении шестерни, одна из которых закреплена на валу валка, а другая -на выходном валу привода.
2. Стан по п.1, отличающийся тем, что станины клетей имеют прямоугольную форму с вертикальной стенкой, в которой выполнены прямоугольные пазы для размещения скошенных подушек валков и фиксирующих клиньев.
3. Стан по пп.1 и 2, отличающийся тем, что приводы горизонтальных и вертикальных валков выполнены групповыми отдельно для горизонтальных и всех вертикальных валков клетей или для горизонтальных и вертикальных валков в каждой клети, или индивидуальными для каждого горизонтального и вертикального валков.
4. Стан по п.1, отличающийся тем, что станина каждой клети с валками установлена на постаменте с возможностью вертикальной и поперечной регулировок.
5. Стан по п.1, отличающийся тем, что валки выполнены бандажированными, при этом в радиальных пазах торцев ступиц и бандажей закреплены шпонки с установочными винтами для передачи крутящего момента и осевой регулировки валков, а наименьший внутренний посадочный диаметр ступиц больше диаметра подушек валков.
| МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 1999 |
|
RU2180873C2 |
| Универсальный прокатный стан | 1935 |
|
SU50795A1 |
| ПРОКАТНЫЙ БЛОК | 1995 |
|
RU2095166C1 |
| US 5577405 A, 26.11.1996. | |||

