1
Изобретение относится к обработке металлов давлением и касается оборудования станов винтовой прокатки, используемых для производства труб, трубчатых изделий, деформирования сплошной заготовки и т.д.
Известен направляющий диск стана винтовой прокатки, состоящий из опорной ступицы и бандажа с профилированной рабочей поверхностью, изготовленкого из износостойкого ма эриала,Для изготовления профилированного банда-. жа применяется, как правило, материал с высокой твердостью, например бидулоидный чугун, так как скольжение металла по диску в тангенциа.пьном направлении имеет большую ве.личину. Износ профилированного бандажа направляЛощих дисков , изготовленного из износостойкого материала, остает- ся весьма значительным, причем имеет неравномерный характер, наибольший со стороны входа металла в диски 1
Известная конструкция не позволяет компенсировать неравномерный износ, поэтому для обеспечения хорошего качества наружной поверхности изделий диски необходимо довольно часто заменять, используя для этого большое количество их комплектов.
Наиболее близким к предлагаемому является направляющий диск стана винтовой прокатки, содержащий ступицу, составленную из двух частей, образующих в сборе открытый кольцевой паз и установленный в нем кольцевой бандаж,с профильной рабочей поверхностью 2 ,
Недостаток этого диска также заключается в невозможности компенсировать неравномерный износ калиб ра диска, поскольку бандаж выполнен в виде кольца и при износе его для получения хорошего качества поверхности проката необходимо довольно часто его заменять, используя для этого большой.комплект дисков.
Цель изобретения - повышение срока службы направляющего диска и качества наружной поверхности проката.
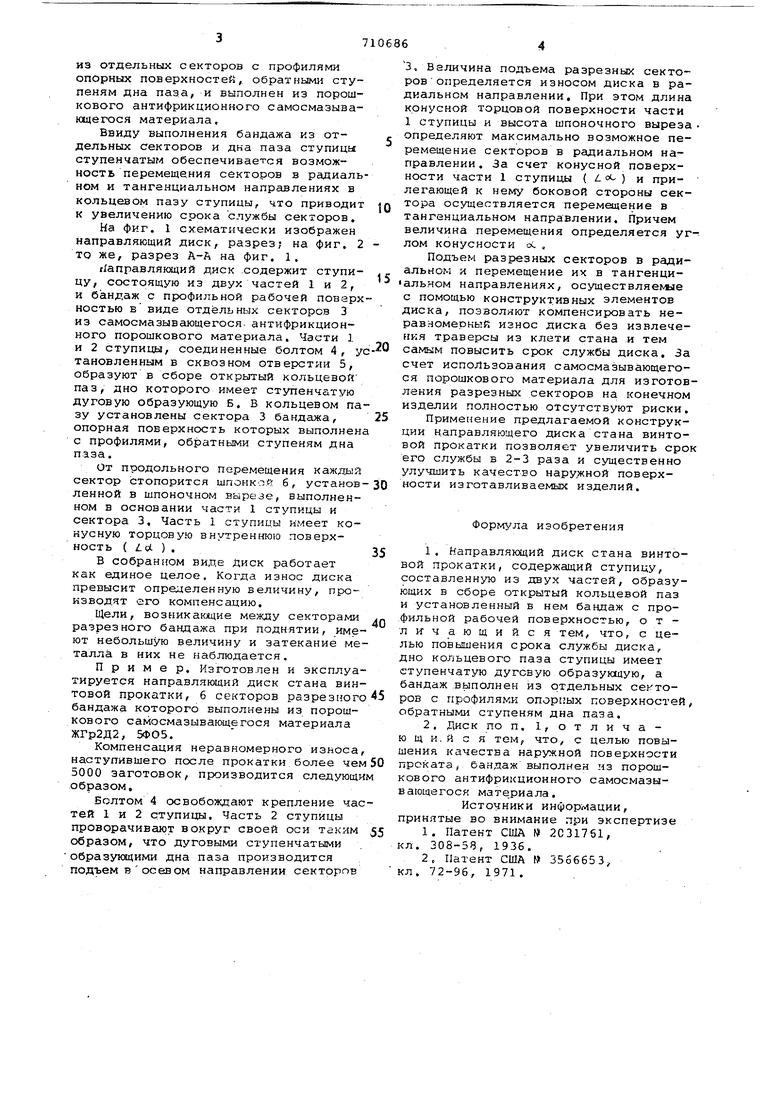
Для достижения указанной цели направляющий диск стана винтовой прокатки, содержащий ступицу, составленную из двух частей, образукяцих в сборе открытый кольцевой паз и установленный в нем бандаж с профильной рабочей поверхностью, дно кольцевого паза ступицы имеет ступенчатую дуговую образующую, а бандаж состап.пен из отдельных секторов с профилями опорных поверхностей, обратными ступеням дна паза, и выполнен из порошкового антифрикционного самосмаэыванадегося материала. Ввиду выполнения бандажа кз отдельных секторов и дна паза ступицы ступенчатым обеспечивается возможность перемещения секторов в радиаль ном и тангенциальном направлениях в кольцевом пазу ступицы, что приводит к увеличению срока службы секторов. На фиг. 1 схематически изображен направляющий диск, разрез; на фиг, 2 то же, разрез А-А на фиг. 1. (Направляющий диск .содержит ступицу, состоящую из двух частей 1 и 2, и бандаж с профильной рабочей поверх ностью в виде отдельных секторов 3 из самосмазывающегося- антифрикционного порошкового материала. Части 1 и 2 ступицы, соединенные болтом 4, у тановленным в сквозном отверстии 5, образуют в сборе открытый кольцевой паз, дно которого имеет ступенчатую дуговую образующую Б, В кольцевом па зу установлены сектора 3 бандажа, опорная поверхность которых выполнен с профилями, обратными ступеням дна паза. От продольного перемещения каждый сектор стопорится шлонк-лй 6, установ ленной в шпоночном вырезе, выполненном в основании части 1 ступицы и сектора 3, Часть 1 ступицы имеет конусную торцовую внутреннюю поверхность ( /.ot ) . В собранном виде диск работает как единое целое. Когда износ диска превысит определенную величину, производят его компенсацию. Щели, возникающие между секторами разрезного бандажа при поднятии, име ют небольшую величину и затекание ме талла в них не наблюдается. Пример. Изготовлен и эксплуа тируется направляющий диск стана вин товой прокатки, 6 секторов разрезног бандажа которого выполнены из порошкового самосмазывающегося материала ЖГр2Д2, 5ФО5. Компенсация неравномерного износа наступившего после прокатки,более че 5000 заготовок, производится следующ образом. Болтом 4 освобождают крепление ча тей 1 и 2 ступицы. Часть 2 ступицы проворачивают вокруг своей оси таким образом, что дуговыми ступенчатыми образующими дна паза производится подъем восев ом направлении секторов 3, Величина подъема разрезных секторов определяется износом диска в радиальном направлении. При этом длина конусной торцовой поверхности части 1 ступицы и высота шпоночного выреза определяют максимально возможное перемещение секторов в радиальном направлении. За счет конусной поверхности части 1 ступицы ( } и при- легающей к нему боковой стороны сектора осуществляется перемещение в тангенциальном направлении. Причем величина перемещения определяется углом конусности оС , Подъем разрезных секторов в радиальном и перемещение их в тангенциальном направлениях, осуществляемые с помощью конструктивных элементов диска, позволяют компенсировать неравномерный износ диска без извлечения траверсы из клети стана и тем самым повысить срок службы диска. За счет использования самосмазывающегося порошкового материала для изготовления разрезных секторов на конечном изделии полностью отсутствуют риски. Применение предлагаемой конструкции направляющего диска стана винтовой прокатки позволяет увеличить срок его службы в 2-3 раза и существенно улучшить качество наружной поверхности изготавливаемых изделий. Формула изобретения 1,Направляющий диск стана винтовой прокатки, содержащий ступицу, составленную из двух частей, образующих в сборе открытый кольцевой паз и установленный в нем бандаж с про.фильной рабочей поверхностью, отличающийся тем, что, с целью повышения срока службы диска, дно кольцевого паза ступицы имеет ступенчатую дуговую образующую, а бандаж выполнен из отдельных секторов с профилями опорных поверхностей, обратными ступеням дна паза. 2,Диск поп. l,oтличaю 14 и. и с я тем, что, с целью повышения качества наружной поверхности проката, бандаж выполнен из порошкового антифрикционного самосмазывающегоск мате.риала. Источники информации, принятые во внимание при экспертизе 1.Патент США 2С31761, кл. 308-58, 1936. 2.Патент США 3556653, кл. 72-96, 1971.
Фцг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
| Направляющий инструмент стана винтовой прокатки | 1976 |
|
SU954122A1 |
| ПРОКАТНЫЙ ВАЛОК | 1995 |
|
RU2082515C1 |
| ОПОРА НАЖИМНОГО ВИНТА ПРОКАТНОГО СТАНА | 1999 |
|
RU2162382C2 |
| НАПРАВЛЯЮЩИЙ ИНСТРУМЕНТ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2010 |
|
RU2476279C2 |
| Устройство для установки оправочного стержня | 1982 |
|
SU1020170A1 |
| ГЛАВНАЯ ЛИНИЯ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2005 |
|
RU2308329C2 |
| МУФТА | 2006 |
|
RU2299367C1 |
| Рабочая клеть стана продольной прокатки | 1988 |
|
SU1687320A1 |
| ЖЕЛЕЗНОДОРОЖНОЕ КОЛЕСО В.В. БОДРОВА | 2015 |
|
RU2601492C2 |
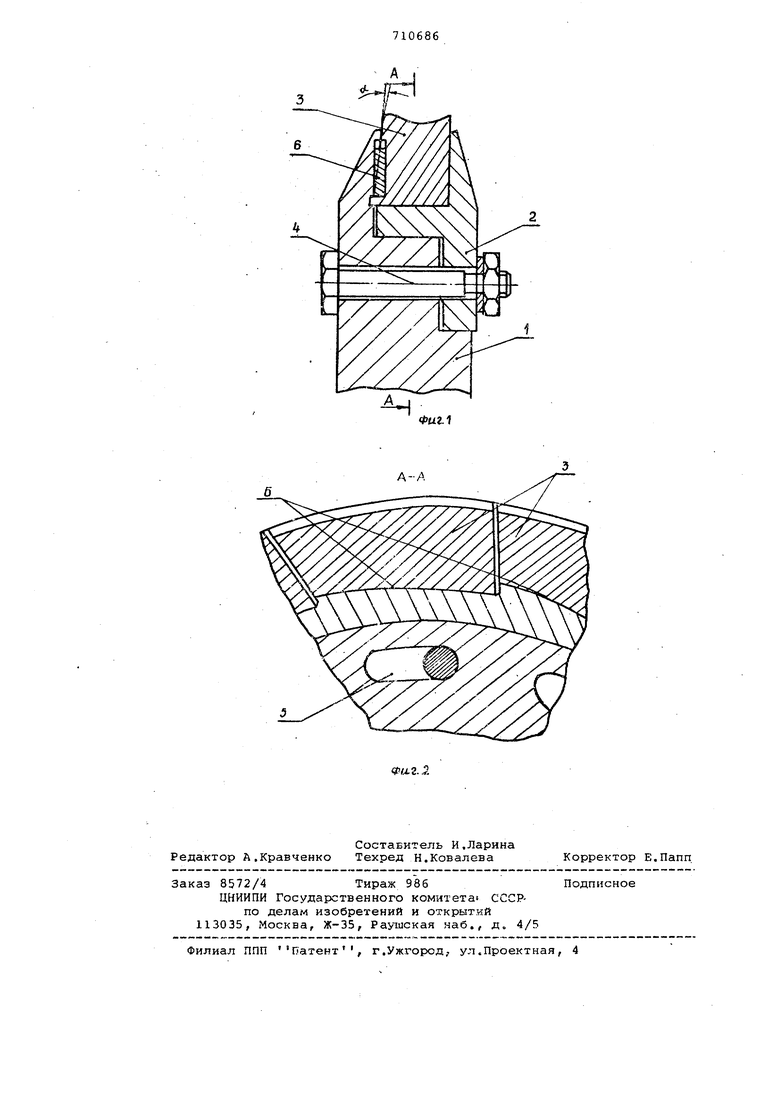
А-А
