(54) СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья заготовок | 1982 |
|
SU1060300A1 |
| Способ вторичного охлажденияНЕпРЕРыВНОгО ВОСьМигРАННОгО HEPAB-НОСТОРОННЕгО СлиТКА | 1979 |
|
SU831293A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНОЛИТЫХ СОРТОВЫХ ЗАГОТОВОК ИЗ ВЫСОКОУГЛЕРОДИСТОЙ АВТОМАТНОЙ СТАЛИ | 1993 |
|
RU2063298C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ "ПЛАВКА НА ПЛАВКУ" НА СЛЯБОВЫЕ И БЛЮМОВЫЕ ЗАГОТОВКИ | 2006 |
|
RU2315680C2 |
| СПОСОБ ОБЖАТИЯ НЕПРЕРЫВНОЛИТОЙ СОРТОВОЙ ЗАГОТОВКИ В ЖИДКО-ТВЕРДОМ СОСТОЯНИИ | 2012 |
|
RU2511130C2 |
| Способ вторичного охлаждения непрерывного восьмигранного неравностороннего сортового слитка | 1975 |
|
SU559765A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРБИТИЗИРОВАННОЙ КАТАНКИ ИЗ ВЫСОКОУГЛЕРОДИСТОЙ СТАЛИ | 2009 |
|
RU2377316C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 1996 |
|
RU2098221C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2011 |
|
RU2490083C2 |
1
Изобретение относится к метаппургии, точнее к непрерывному питью метаппов, и предназначено дпя попучения сортовых заготовок на установке непрерывной разливки стали вертикального типа.
Известен способ непрерывной разливки ста пи, предусматривающий постоянную скорость вытягивания заготовки на протяжении всего технопогического процес- са 1.
Так, при отпивке сортовых заготовок восьмигранного сечения с размерами по осям симметрии мм рабочая скорость вытягивания равна 0,45 м/мин.
Недостатком этого способа является низкий выход годного метаппа. Объясняется это большой глубиной усадочной раковины.
Кроме того, при таком способе непрерывной разливки в осевой зоне формируемых заготовок образуются внутренние трюшины. Например, при отпивке заготовок сечением 270x370 мм из стали марки 4ОХН (рабочая скорость вытягивания
0,45 м/мин) количество заготовок с центральными паукообразными трещинами в осевой зоне достигает 2,8%, а из ста пи 38Х2Н2МА 15,2%.
Это связано с тем, что в жидком ме талле, затвердевающем в центральной зоне, имеет место повышенное содержание неметаллических вкпючений (супы{н1Дов, окисно-сипикатных включений), темпераIQ тура плавления которых ниже температуры плавления стали примерно на 5О4ОО°С. Поэтому при затвердевании металла неметалпические включения находятся еще в жидком состоянии по
,5 цам зерен. При деформации такой заготовки, например, в валках тянущих клетей еще жидкие неметаллические включения разрывают (вследствие несжимаемости жидкости) границы зерен затвердевшего
20 металла, прочность которого еще довольно низка, чт.о и приводит к образованию . центральных паукообразных трещин. Центральные паукообразные трещины полностью не завариваются и сохраняются при 395 последующей прокатке, .что явпяется недопустимым браковочным дефектом микроструктуры проката. Известен также способ непрерывной разливки стали ъ сортовые заготовки, включающий подачу жидкого металла в кртсталпизатор и вытягивание из него формируемой заготовки со скоростью которую снижают на 2О-4О% за 10-15 мин до конца равтшвки. Применение данного способа позволяет повысить выход годного металла на 1,0-1,2%, Объясняется это тем, что снижение скорости вытягивания заготовки уменьша ет глубину усадочной ракоЁины в концеВой заготовке, что обеспечивает снижени обрези до 5ОО-900 мм 2. .Однако, хотя пораженность заготовок внутренними центральными паукообразными трещинами несколько и уменьшается но все же остается на высоком уровне. Так, пораженность указанным дефектом заготовки из стали 4ОХН составляет 2,О а иа стали 38ХНЗМФА 10,2%. Цепь изобретения - повыщение качест ва заготовки. Поставленная цель достигается тем, что согласно способу непрерывной разливки стали в сортовые заготовки, вклк чакшему подачу жидкого металла в крис таллизатор и вытягивание из нег формируемой заготовки с регулируемой рабочей скоростью, шредепяют содержание в стали неметаллических включений, а {Рабочую скорость вытягивания заготовки уменьшают на 5-10% на каждые 0,О02% содержания неметаллических включений сверх О,ОО4%. Уменьшение скорости вытягивания заготовки по сравнению с рабочей иа 51О% на каждый 0,О02% содержания неметаллических включений сверх 0,004% Ьбеспечивает затвердевание последних в. осевой зоне заготовки до момента попадания ее в валки тянуших клетей за счет увеличения времени прохождения заготовки от кристаллизатора до тянущихся клетей. В результате При деформации заготовки в валках тянуших клетей отсутствует перемещение неметаллических вкш чений в осевой зоне з 1готовки, вследст вне чего не происходит разрыва межзеренных границ и образования центральных паукообразных трещин. Уменьшение скорости вытягивания за готовки менее чем на 5% на каждый 0,ОО2% содержания неметаллических вклк чений сверх 0,004% не, дает положительного эффекта. Пораженность заготовок 3 центральными паукообразными трешинами остается такой же высокой, как и в заготовках, полученных с применением известных способов. Уменьшение скорости вытягивания заготовки более чем на 10% на каждый 0,ОО2% содержания неметаппических вкшочений сверх 0,ОО4% приводит к образованию на заготовках дефектов браковочного характера - подкорковых пузырей и поясов. Объясняется это тем, что увеличение продолжительности цикла разливки (До 120-160 мин для плавки массой 50 т, сечение сгштка 270x370 мм) приводит к допопнительному охлаждению металла в стаперазливочном ковше и необходимости применения киспорода дпя очистки (прожигания) канала стакана стаяеразливочного ковша и промежуточного устройства, вследствие чего образуются вышеуказанные дефекты. При указанном уменьшении скорости вытягивания заготовки на величину превышающую 0,002%, например, на каждый О,003% и более, возрастает вероятность образования в заготовках центральных паукообразных трещин. , При содержании неметаппических вкгаочений в стали 0,О04% и ниже и разпивке с оптимальной рабочей скоростью центральные паукообразные трещины не образуются. Пример, (применительно к сталям марок 40ХН и 38Х2Н2МА). Выплавку стапи производят в 70-тонной мартеновской печи CKJpan-процессом. Разливку стали осуществляют на двухручьевой Bej тикапьной машине непрерывного литья в заготовки неравностороннего восьмигранного сечения с осями симметрии 27 О« «370 мм. Подают металл в кристаллиза- тор пол уровень из стаперазпивочного ковша через двухстаканное промежуточное устройство. Зашиту зеркала металла в кртсталлизаторе осуществляют порошкообразным графитом. Рабочая скорость вытягивания заготовки составляет для стали 4ОХН О,45 н/мин , для стали 38Х2Н2МА 0,4О м/мян. Рабочую скорость вытягивания заготовки применительно к каждой машине непрерывного Щ1тья и каждому сечению заготовки устанавливают на основе опытных данных определения коэффициентов затвердеъания слитка с таким расчетом, чтобы заготовка попадала в валки тянущих клетей с затвердевшей центральной зоной. Перед разливкой производят отбор проб металла из ковша в металлический
стакан. Содержание неметаллических включений в стали Я1ределяют метаппографическим (линейно-поперечным методом). По полученным результатам корректируют рабочую скорость, вытягивания заготовки.
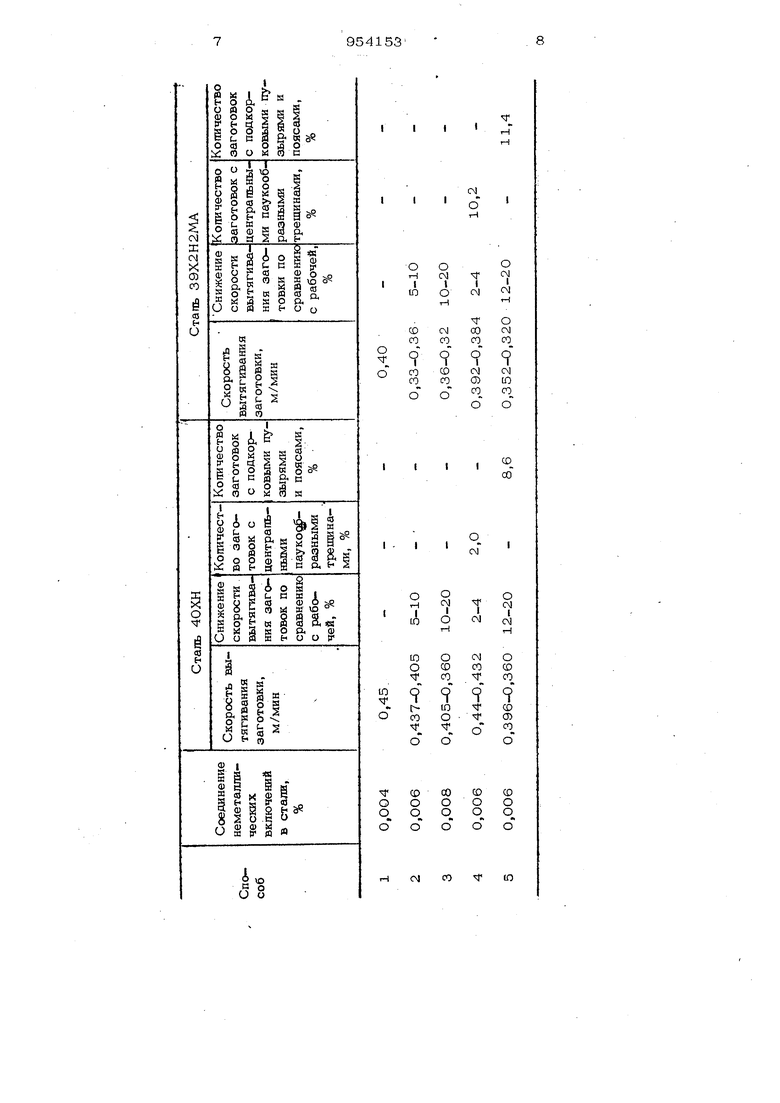
Результаты опробования приведены в таблице.
Как видно из таблицы, применение предлагаемого способа (2 и 3) позвопяет получить заготовку без центральных паукообразных трещин, в то время-i как применение известных способов (4 и 5) приводит к образованию в них центров- ных паукообразных трещин (4) или подкорковых пузырей и поясов (5).
Применение предлагаемого способа поэролит повысить качество эагот жок за рчет исключения образования в них паукообразных трещин в осеврй зоне слитка.
т
ю
OJ
Формула изобретения
Способ непрерывной разливки стали в сортоные загртопки, включающий подачу жидкого метаппа в кристаллизатор и вытягивание из него формируемой заготовки с регулируемой рабочей скоростью, отличающийся тем, что, с цепью повышения качества заготовки, в каждой стали определяют содержание неметаллических включений, а рабочую скорость вытягивания заготовки уменьшают на 5-10% на каждый О,О02% содержания неметаллических включений сверх 0,004%.
Источники информации, принятые во внимание при экспертизе
