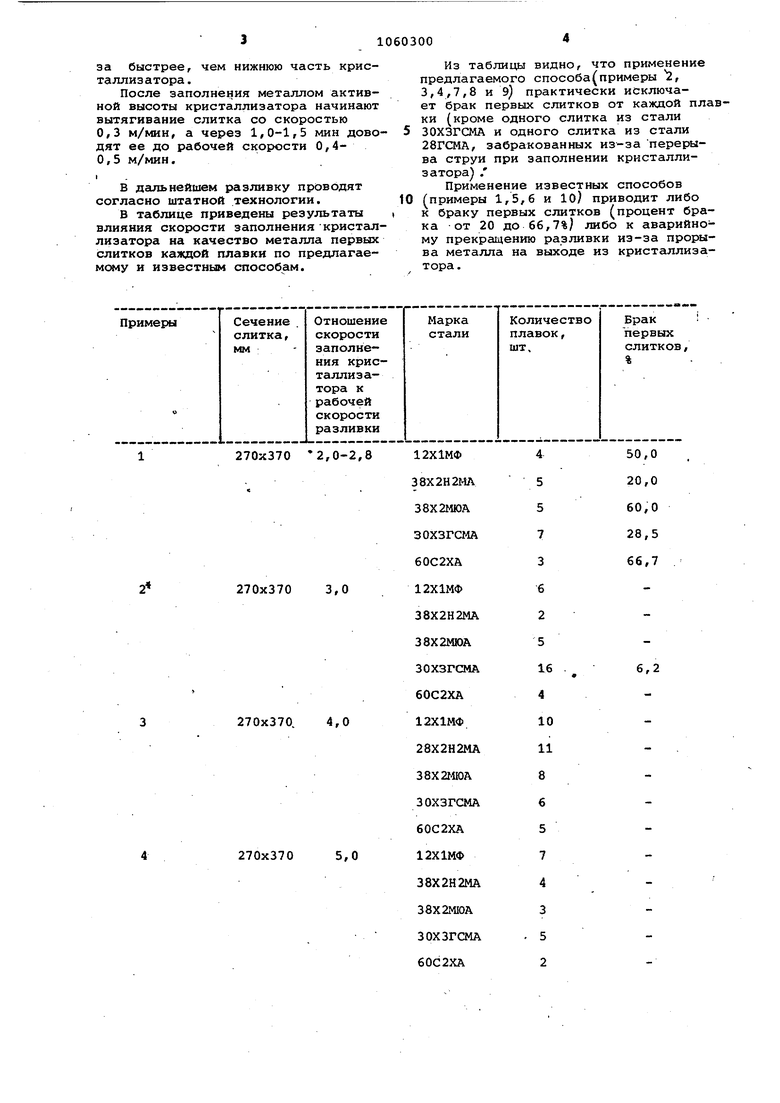
со о Изобретение относится к литью ме таллов, точнее к непрерывному литью металла в кристаллизатор, и предназ начено для применения при непрерывн разливке преимущественно хром-, марг нец-, никель-, алюминий-, ванадийсо держащих сталей. Известен способ заполнения крист лизатора при непрерывной разливке стали, предусматривающий подачу ст ли в кристаллизатор lj. Применение известного способа при дит к низкому выходу годного металла . Так, при разливке стали марок 10-50, ст.З, 20Х-40Х в кристаллизатор сечением 175x1020 мм брак перво го слитка каждой плавкой достигает 27-100%. Объясняется это тем, что: при применении данного способа происходит интенсивное охлаждение и окисление металла на мениске прл заполнении кристаллиз.атора, особенно при разливке легированной стали, содержащей легкоокисляющиеся элементы, например алюминий, хром, титан, кремний, марганец и другие. В результате на поверхности начального слитка образуются дефекты (под корковые пузыри глубиной до 10-30 м грубые завороты). Наиболее близким по технической сущности к предлагаемому является способ непрерывного литья заготовок включающий подачу металла в кристал лизатор и вытягивание слитка с рабо чей скоростью 2 . Однако указанный способ не обеспечивает качества заготовки за счет увеличения головной обрези слитка. Целью изобретения является повышение выхода годного при заливке хром-, никель-, марганец-, алюми- НИИ-, ванадийсодер){сащих сталей. Поставленная цель достигается те что согласно способу непрерывного литья заготовок из легированных марок сталей, включающему подачу металла, заполнение кристаллизатрра и вытягивание слитка с рабочей скоростью, заполнение кристал лизатора производят со скоростью, превышающей в 3,0-5,0 раз рабочую скорость разливки. При такой скорости заполнения кристаллизатора при разливке как углеродистых, так и легированных сталей происходит лишь незначительное охлаждение и окисление металла на мениске, что не приводит к образованию поверхностных дефектов первых слитков. Заполнение кристаллизатора со ск ростью, превышающей менее чем в 3,0 раза рабочую скорость разливки, приводит к сниухению выхода годного металла (брак перв.ых слитков состав ляет 20-66,7%):.. Заполнение кристаллизатора со скоростью,, превышающей болеЬ чем в 5,0 раз рабочую скорость разливки, приводит к аварийной ситуации, так как в этом случае толщина корочки слитка к моменту начала его вытягивания уменьшается до такой величины, что ее прочность оказывается недостаточной, в результате чего происходит прорыв жидкого металла сердце1зины слитка и последующее . заклинивание слитка в кристаллизаторе. , Способ был опробован при разливке стали марок 12Х1МФ, 38Х2Н2МА, 38Х2МЮА, ЗОХГСГ, 60С2ХА, ЭОХГСА, 28ГСМА на установке непрерывной разливки метс1лла вертикального типа. Сталь выплавляют в 70-тонной мартеновской печи. Температура металла в ковше после выпуска составляет 1580-1630 С. Разливку металла производят в сортовые слитки восьмигранного сечения с размерами по осям симметрии 270x370 мм (128 плавок) и в листовые слитки сечением 175x1020 мм (101 плавка) непосредственно из сталеразливочного ковша в кристаллизатор через двухстаканное бесстопор- . ное промежуточное устройство. Регулирование расхода металла по ручьям кристаллизатора производят путем наклона устройства в сторону того или иного ручья. Общий расход металла регулировали стопором сталеразливочного ковша. После установки бесстопорного промежуточного устройства над кристаллизатором, и центровки стакана сталеразливочного.ковша относительно приемной части промежуточного устройства подают металл в ручьи кристаллизатора. Общий расход металла из сталеразливочного ковша регулируют таким образом что время заполнения кристаллизатора составляет 24-45 с, что соответствует превышению скорости заполнения кристаллизатора по отноиюнию к рабочей скорости разливки, равной 0,4-0,5 м/мин, в 3-5 раз при активно высоте кристаллизатора в момент его заполнения (от торцовой поверхности головной части затравки до положения уровня металла при-включении тянущих клетей), составляющей 900-1000 мм. При этом для лучшего сцепления образующейся при заполнении кристаллизатора корочки слитка с головной частью затравки заполнение.1/3 - 1/2 высоты кристаллизатора (от низа) производят со скоростью, превышающей ра6o4iTO скорость (0,4-0,5 м/мин| в 3,0-4,0 раза, а оставшуюся часть кристаллизатоЕ)а заполняют со скоростью, в 4,0-5,0 раз превьаиакхцей рабочую скорость разливки, т.е. в 1,3-1,7 раза быстрее, чем нижнюю часть кристаллизатора. После заполнения металлом активной высоты кристаллизатора начинают вытягивание слитка со скоростью 0,3 м/мин, а через 1,0-1,5 мин дово дят ее до рабочей скорости 0,40,5 м/мин. I В дальнейшем разливку проводят согласно штатной технологии. В таблице приведены результаты влияния скорости заполнения кристал лизатора на качество металла первых слитков каждой плавки по предлагаемому и известным способам. Из таблицы видно, что применение предлагаемого способа(примеры , 3,4,7,8 и 9) практически исключает брак первых слитков от каждой плавки (кроме одного слитка из стали ЗОХЗГСМА и одного слитка из стали 28ГСМА, забракованных из-за перерыва струи при заполнении кристаллизатора . Применение известных способов (примеры 1,5,6 и 10) приводит либо к браку первых слитков (процент брака от 20 до 66,7%) либо к аварийному прекращению разливки из-за прорыва металла на выходе из кристаллизатора .

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывной разливки стали на многоручьевых машинах | 1985 |
|
SU1296284A1 |
| Способ непрерывной разливки низкоуглеродистой легированной стали,раскисленной алюминием и/или титаном | 1983 |
|
SU1183287A1 |
| Способ непрерывной разливки металла | 1977 |
|
SU944759A1 |
| Способ непрерывной разливки стали | 1980 |
|
SU954153A1 |
| СПОСОБ РАЗДЕЛЕНИЯ СТАЛЕЙ РАЗНЫХ МАРОК ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 2007 |
|
RU2354492C1 |
| Способ непрерывной разливки металла | 1988 |
|
SU1503984A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕРНЫХ ЗАГОТОВОК НА МНОГОРУЧЬЕВОЙ МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2254205C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2204460C2 |
| Способ непрерывной разливки легированных марок стали | 1987 |
|
SU1616768A1 |
| Способ непрерывной разливки металла | 1989 |
|
SU1668018A1 |
СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК из легированных марок сталей, включающий подачу металла, заполнение кристаллизатора и вытягивание слитка с рабочей скоростью, о тличающийся тем, что, с целью повыиения выхода годного, заполнение кристаллизатора производят со скоростью, превышающей в 3,0-5,0 раз рабочую скорость разливки.
270x370 2,0-2,8
270x370
3,0
270x370
4,0
270x370
5,0
4
50,0 20,0
5
5 60,0
7 28,5 66,7
3
6
2
5
16
6,2
4
10
11
8
6
5
7
4
3
5
2 Слиток забракован из-за перерыва Прорывы металла на всех плавках Аварийное прекращение разливки. Металл разлит на канаву.
Иродолжение таблицы струи при заполнении кристаллизатора. на выходе слитка из кристаллизатора.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ УМЕНЬШЕНИЯ ГОЛОВНОЙ ОБРЕЗИ СЛИТКА | 0 |
|
SU203166A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Непрерывная разливка | |||
| Под ред | |||
| Мартынова О.В | |||
| М., Металлургия, 1977, с | |||
| Способ модулирования для радиотелефона | 1921 |
|
SU251A1 |
