Изобретение относится к металлургии, а точнее - к обработке металлов давлением и может быть использовано при деформации непрерывнолитых заготовок и блюмов в жидко-твердом состоянии.
Известен способ обжатия непрерывнолитых сортовых заготовок в жидко-твердом состоянии, в соответствии с которым деформация последних выполняется в правильно-тянущем ММО-узле, который оснащен 12-ю роликовыми парами, которые расположены на 6-и сегментах (по две пары роликов на каждом), причем верхние входные ролики имеют повод [Мягкое обжатие заготовок на машине непрерывного литья SO компании SAARSTAHL AG / Р. Толи, В. Остхаймер, Г. Ней и др. // Черные металлы, 2007. - июль-август. - с.49-55].
Недостатком данного способа является отсутствие возможности управления уровнем деформации, которая реализуется непосредственно в каждой паре роликов или группе роликов, которые расположены на одном сегменте. Процесс кристаллизации слитка является динамическим и зависит от целого ряда параметров: химический состав стали, которая разливается, скорость вытягивания слитков и т.д. Поэтому каждая пара роликов будет иметь свой фиксированный уровень обжатия, который свойственен процессу кристаллизации на конкретный момент времени. Вследствие этого при любых колебаниях технологических параметров металл, который прилегает к фронту кристаллизации, будет получать разную степень деформации. В результате этого возможно возникновение растягивающих напряжений, которые превышают границу прочности, и, как следствие, образование как внутренних трещин, так и трещин, которые выходят на поверхность твердой составляющей слитка. Кроме того, в случае необходимости изменения режима обжатий нужно корректировать положение верхнего ролика на каждой из клетей.
Известен способ циклической деформации непрерывнолитых заготовок, в соответствии с какой деформацией последних выполняют в агрегате циклической деформации (АЦД) со степенью деформации 60-70% за один проход и эксцентриситетом валков 5 мм [Туев М.Ю. Исследование процесса циклической деформации непрерывнолитых заготовок / М.Ю. Туев, О.С. Лехов, И.В. Киршин // Производство проката, 2009. - №10. - С.2-4].
Применение отмеченного агрегата для реализации процесса деформации непрерывнолитых заготовок в жидко-твердом состоянии крайне проблематично по целому ряду причин. Во-первых, крайне большие разовые обжатия могут привести к нарушениям целостности твердой составляющей заготовки по причине возникновения трещин. Во-вторых, применение фиксированного и достаточно большого эксцентриситета валков, в свою очередь, также не является целесообразным, поскольку не учитывает размеры непрерывнолитой сортовой заготовки. Вследствие этого также возможны трещины, особенно на поверхности слитка. Повышенная вероятность возникновения дополнительных трещин в результате подобного выбора эксцентриситета приведет в дальнейшем к снижению качества конечного металлопроката, который будет производиться из этих заготовок.
Известен процесс прокатки заготовок при непрерывно растущих обжатиях (прокатка на «клин» и последующее выравнивание клиновидности) [Исследование и расчет геометрических параметров при прокатке заготовок из цветных металлов с непрерывно возрастающим обжатием / С.С. Пилипенко, А.П. Потаненков, Ю.Г. Серебренников и др. // Цветные металлы, 2009. - №5. - С.69-73].
Применение отмеченного технологического подхода имеет существенные преимущества с точки зрения повышения уровня проникновения внешней деформации непосредственно во внутренние слои металла заготовки. В то же время применение данного технологического приема в блоке редуцирующих клетей во время обжатия непрерывнолитой сортовой заготовки в жидко-твердом состоянии невозможно. Это связано с тем, что для реализации отмеченной схемы деформации нужна реверсивная схема прокатки. В то же время редуцирующий блок МНЛЗ построен на принципе непрерывной прокатки.
Наиболее близким аналогом способа, который заявляется, является способ обжатия непрерывнолитого блюма или заготовки в жидко-твердом состоянии, при котором обжатие блюма или заготовки осуществляют в клетях, последовательно расположенных по их длине в зоне окончательного затвердевания, за два этапа, при этом на первом этапе блюм или заготовку обжимают смещенными один относительно второго в горизонтальной плоскости на угол 2-6° валками первого ряда, причем центральные участки на их ширине, которая равняется ширине жидкой фазы, обжимают со степенью деформации 0,6-1,2% и конечные участки - со степенью деформации не меньше чем 50% от центральных, а на втором этапе обжимают указанные раньше, частично деформированные конечные участки цилиндрическими валками второго ряда со степенью деформации, которая равняется разнице между деформацией центральных и конечных участков на первом этапе [UA 89961, МПК9 B22D 11/12. Опубл. 25.03.2010, Бюл. №6].
К недостаткам данного способа стоит отнести то, что он позволяет достичь повышения уровня проработки слоев металла только в тех случаях, когда высота деформируемого непрерывнолитого слитка - достаточно большая. Такими следует считать блюм. В случае, когда применение способа осуществляется к условиям непрерывнолитой сортовой заготовки, возникающий эффект крайне мал. Это связано с тем, что высота непрерывнолитой сортовой заготовки обычно колеблется в границах от 100 до 150 мм. В этом случае возникающие в результате скрещивания валков дополнительные деформации сдвигов имеют крайне низкий уровень. Это значительно уменьшает позитивный эффект от действия деформаций сдвигов. Последующее увеличение их уровня возможно лишь благодаря увеличению угла скрещивания. Но это, в свою очередь, приводит к существенным проблемам во время организации передачи крутящего момента от двигателя.
К недостаткам данного способа можно отнести и то, что при его реализации в случае наличия на контактирующей поверхности непрерывнолитой сортовой заготовки мелких поверхностных дефектов в виде трещин (возникают всегда в случае нечеткой работы системы вторичного охлаждения) дополнительные деформации сдвигов поперечного направления будут приводить к последующему раскрытию трещин. Вследствие этого во время нагрева подобной заготовки в печах, боковые поверхности таких трещин будут окисляться и не свариваться при последующей деформации. Это приведет к ухудшению качества конечного металлопроката.
В основу изобретения поставлена задача за счет последовательного циклического обжатия валками первой и второй пар, которые расположены на одном сегменте, повысить как уровень проникновения внешней деформации во внутренние слои металла непрерывнолитой сортовой заготовки, так и обеспечить действие дополнительных продольных деформаций сдвигов в контактных с валками слоях и тем самым уменьшить осевую пористость и ликвацию и снизить количество трещин, которое обеспечит повышение качества непрерывнолитой заготовок.
Поставленная задача достигается тем, что способ обжатия непрерывнолитой сортовой заготовки с начальной высотой h в жидко-твердом состоянии, при котором обжатие заготовки осуществляют за два этапа в клетях, последовательно расположенных по ее длине в зоне окончательного затвердения, в соответствии с изобретением на первом этапе заготовку с отношением высоты h к диаметру валков D в пределах h/D=0,285-0,429 последовательно циклический обжимают со степенью относительной деформации ε в пределах ε=0,5-2,5% валками первой клети, установленными с эксцентриситетом е на уровне e/h=-(0,0066-0,025), а затем ликвидируют начальный гребень валками второй клети, которые имеют эксцентриситет противоположного знака на уровне e/h=+(0,0066-0,025), а на втором этапе обжимают образованные окончательные циклические наплывы валками третьей и четвертой клети, со степенью деформации, которая не меньше или равняется разнице между высотой, деформированной на первом этапе заготовки по выступам и впадинам.
Новым в предложенном решении является:
а) на первом этапе заготовку с отношением высоты h к диаметру валков D в пределах h/D=0,285-0,429 последовательно циклически обжимают со степенью относительной деформации ε в пределах ε=0,5-2,5% валками первой клети, установленными с эксцентриситетом е на уровне e/h=- (0,0066-0,025), а затем ликвидируют начальный гребень валками второй клети, которые имеют эксцентриситет противоположного знака на уровне e/h=+(0,0066-0,025);
б) на втором этапе обжимают образованные окончательные циклические наплывы валками третьей и четвертой клети со степенью деформации, которая не меньше или равняется разнице между высотой, деформированной на первом этапе заготовки по выступам и впадинам.
Способ, который заявляется, осуществляется следующим образом. Непрерывнолитая заготовка получает деформацию в зоне предполагаемого окончательного затвердевания, когда она находится в двухфазном состоянии в обжимных клетях, расположенных по длине заготовки в этой зоне, в несколько этапов. Во время обжатия заготовки в таком состоянии происходит вытеснение жидкой ликвационной сердцевины из зоны конечного затвердения, а также компенсируется усадка металла. Вследствие этого происходит снижение осевой пористости и ликвации.
Предложенный способ предусматривает деление обжатия в каждой паре валков одного сегмента на две взаимозависимых стадии. На первом этапе заготовку с отношением высоты h к диаметру валков D в пределах h/D=0,285-0,429 последовательно циклически обжимают со степенью относительной деформации ε в пределах ε=0,5-2,5% валками первой клети, установленными с эксцентриситетом е на уровне e/h=-(0,0066-0,025), а затем ликвидируют начальный гребень валками второй клети, которые имеют эксцентриситет противоположного знака на уровне e/h=+(0,0066-0,025);
Использование циклического обжатия валками первой и второй клетей обусловливают, с одной стороны, особенности кристаллизации непрерывнолитых сортовых заготовок в условиях высокоскоростных современных МНЛЗ, а с другой стороны - существующие колебания технологических параметров разливки и многостадийного охлаждения.
В этом случае в результате значительно меньших радиусов кривизны технологической линии сортовых МНЛЗ, чем на блюмовых (8-10 метров против 14-20 метров), и существенно меньшей металлургической длины заготовки, на которой происходит полная кристаллизация металла, в последних возникают значительно больше градиентов неравномерности механических свойств и, в первую очередь, прочностных. В результате этого растет частица упругой составляющей в общей деформации сортовой заготовки. Вместе с тем придание обжимным валкам эксцентриситета будет способствовать более полному проникновению деформации во внутренние слои металла заготовки. Кроме того, реализация в этом случае обжатия, которое изменяется циклически, будет целесообразным, поскольку будет способствовать возникновению дополнительных деформаций сдвигов, которые имеют продольное направление. Наличие отмеченных деформаций приведет к более качественной проработке слоев металла сортовой заготовки благодаря возникновению внутреннего межслоевого течения металла.
Дополнительное введение в технологический процесс возможности относительно циклической деформации в рамках одной секции двумя парами валков, которые имеют согласованный противоположного знака эксцентриситет, является целесообразным, потому что позволяет четко руководить уровнем обжатия в каждой паре валков. Такая возможность обусловлена наличием колебаний технологических параметров разливки, которые приводят, в свою очередь, к колебаниям толщины твердой корки вертикальных граней слитка. Однако технологический регламент процесса непрерывной разливки не позволяет колебаться параметрам в пределах более чем 2%. В этом случае наличие эксцентриситета е на уровне e/h=±(0,0066-0,025) будет гарантировать возможность обжатия заготовок непосредственно с тем обжатием, которое четко отвечает состоянию жидко-твердой составляющей, в данной точке металлургической длины. Уменьшение уровня эксцентриситета менее, чем e/h=0,0066, будет приводить к тому, что в некоторых случаях будет невозможно компенсировать влияние колебаний технологических параметров на состояние заготовки в отмеченной точке металлургической длины. Вследствие этого составляющая, которая закристаллизовалась, будет обжиматься с меньшим уровнем, чем нужно. Вследствие этого на этом участке не возникнет первичного нарушения целостности перемычек типа «мост» в осевой жидко-твердой составляющей непрерывнолитой заготовки. Увеличение эксцентриситета е более, чем e/h=0,025, нежелательно, поскольку в этом случае возможно повышение уровня деформационной обработки заготовки, чем это нужно. В этом случае возможно возникновение дополнительных растягивающих напряжений существенного уровня. Вследствие этого значительной становится достоверность нарушения цельности твердой составляющей заготовки, которая закристаллизовалась на этот момент.
Обжатие в двух парах валков, которые имеют одинаковый, но противоположного знака эксцентриситет имеет ряд позитивных моментов. Во-первых, использование клетей, в которых валки имеют эксцентриситет противоположного знака, позволит ликвидировать возникающую волнистость на поверхности заготовки, благодаря наличию эксцентриситета валков. Во-вторых, каждый участок поверхности заготовки получает одинаковый уровень дополнительных сдвиговых деформаций продольного направления. В-третьих, наличие на валках каждой пары эксцентриситета противоположного знака имеет позитивное влияние на валки и на деформацию внутренних слоев металла. В этом случае, в первой паре валков возникают внутренние межслоевые сдвиги вдоль направления вытягивания. В то же время, во второй паре возникают сдвиги противоположного направления, а именно - против направления вытягивания. Такой характер внутреннего течения металла приводит к повышенной вероятности нарушения внутренних твердых «мостов» и, как следствие, более качественной макроструктуры непрерывнолитой сортовой заготовки.
С учетом предыдущего, правомерным является выбор интервала степени деформации ε в пределах ε=0,5-2,5%. Применение обжатий со степенью деформации менее 0,5%, приведет к недостаточному проникновению деформации в середину слитка и к снижению эффективности процесса, в результате наличия упругой составляющей (на уровне 40-50%) в общей деформации, прилагаемой к непрерывнолитому слитку. Применение обжатий со степенью деформации более 2,5% приведет к появлению высоких напряжений на границе фронта кристаллизации, которая может вызывать осевые трещины.
Ограничение применения предложенного способа в пределах отношения высота h к диаметру валков D в пределах h/D=0,285-0,429 обусловлено особенностями сортамента заготовки, которая отливается (традиционно сечение от 100×100 мм до 150×150 мм) и особенностями конструкции МНЛЗ на участке тянущих клетей. Для указанного типа МНЛЗ характерным является то, что обычно машина имеет от 3 до 7 ручьев. При этом расстояние между ручьями крайне мало и обусловлено конструкцией промежуточного ковша. В этом случае уменьшения отношения h/D менее, чем 0,285, приведет к разным проблемам, которые связаны со стойкостью непосредственно валков. При этих скоростях вытягивания на валках малого диаметра очень быстро возникает сетка разгара, которая значительно сокращает их срок использования. Кроме того, на сталях, которые имеют повышенное содержание марганца (типа 09Г2С, 17ГСУ и другие) будет наблюдаться значительное налипание окалины на поверхность валка. Налипание окалины на поверхность валка приведет в дальнейшем к значительному ухудшению качества поверхности заготовки благодаря тому, что на ней будут наблюдаться отпечатки от окалины, глубина которых будет достаточно значительной. В дальнейшем во время прокатки отмеченные отпечатки крайне трудно выкатываются.
На втором этапе обжимают образованные окончательные циклические наплывы валками третьей и четвертой пар со степенью деформации, которая не меньше или равняется разнице между высотой, деформированной на первом этапе заготовки по выступлениям и впадинам. В результате такого обжатия из контактирующей поверхности заготовки исчезнет окончательная волнистость поверхности заготовки, которая возникает после первого этапа деформации. Ликвидация окончательных выступов не в одной, а в двух клетях следующего сегмента обусловленная тем, что в случае деформации в одной клети существует большая вероятность превращения ее в морщины, которые являются нежелательными. В случае использования более мелкой степени деформации в каждой из клетей с сохранением их суммы на уровне разницы между высотой, деформированной на первом этапе заготовки, по выступлениям и впадинам или на большем будет обеспечивать как плавный характер ликвидации окончательных выступов, так и высокое качество поверхности заготовки. Кроме того, позитивный момент имеет и существующая возможность дополнительной деформации заготовки гладкими валками второй пары второго сегмента.
Пример.
Проверка способа обжатия непрерывнолитых заготовок в жидко-твердом состоянии осуществлялась в условиях действующей машины непрерывного литья заготовок (МНЛЗ), которая отливает сортовые заготовки сечением от 100×100 мм до 135×135 мм из углеродных, низколегированных и легированных марок стали.
Исследуемая марка стали: сталь 45.
Исследуемое сечение: 135×135 мм.
Скорость вытягивания: 2,6-2,65 м/мин.
Температура металла в промежуточном ковше: 1527°C.
Режим охлаждения: согласно действующему регламенту.
Для вышеприведенных условий расстояние от мениска жидкой стали в кристаллизаторе к началу приложения обжатия составляло от 10 до 15 метров.
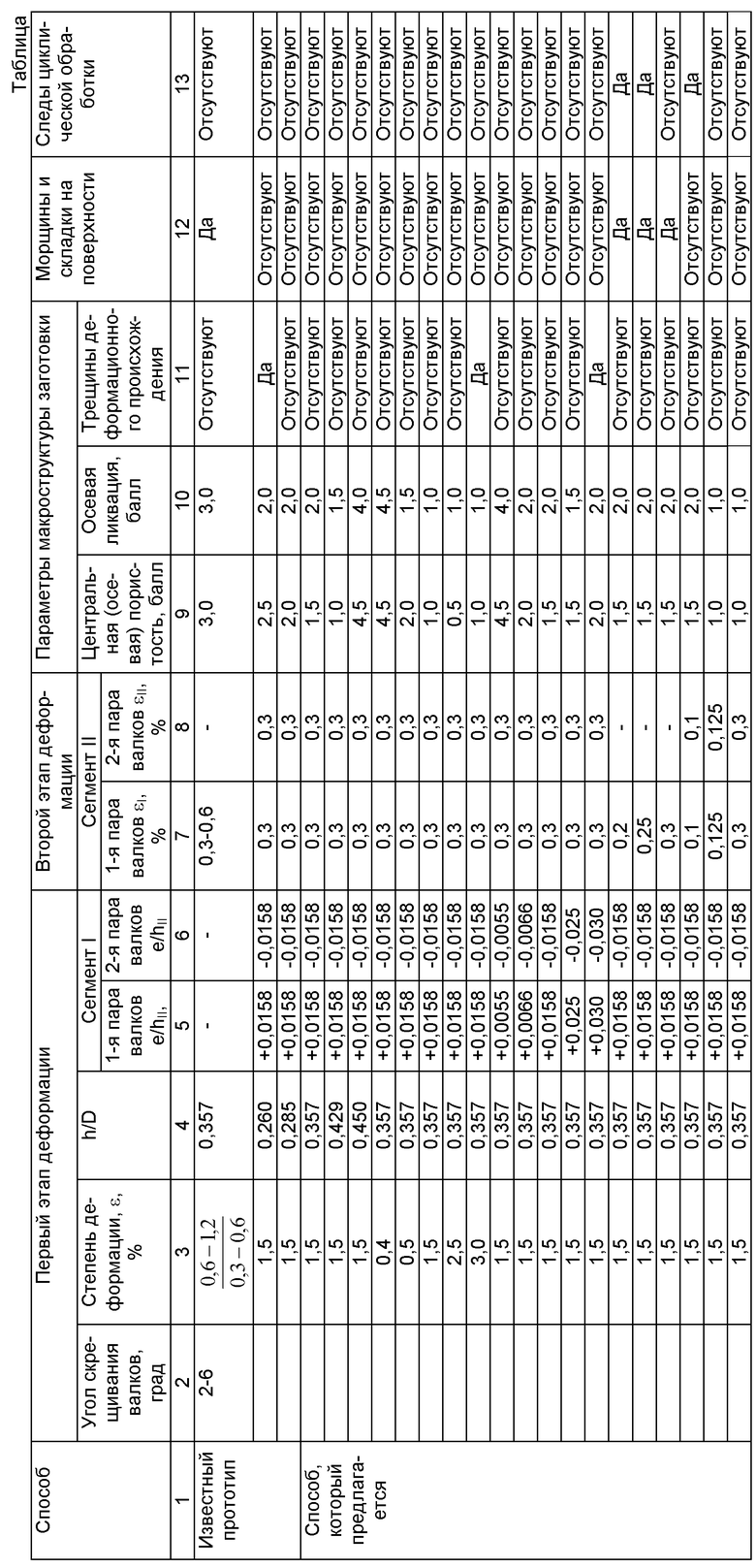
Контроль качества обработки непрерывнолитых заготовок в жидко-твердом состоянии с использованием предлагаемого способа осуществляли на макрошлифах поперечного сечения заготовки. Результаты обработки непрерывнолитых заготовок по предложенному способу приведены в таблице.
Таким образом, предложенный способ обеспечивает достижение технической задачи - повышение однородности деформации с целью уменьшения осевой пористости и ликвации и снижение числа трещин, которое обеспечит повышение качества непрерывнолитых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2423193C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВОЙ ЗАГОТОВКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2681232C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1992 |
|
RU2044598C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1997 |
|
RU2119394C1 |
| СПОСОБ ПРОКАТКИ ПРОФИЛЕЙ ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ КРУГЛОГО СЕЧЕНИЯ | 1998 |
|
RU2151657C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ЗАГОТОВОК СО ВЗАИМНО ПЕРЕСЕКАЮЩИМСЯ РАСПОЛОЖЕНИЕМ ЭЛЕМЕНТОВ ПРОФИЛЯ | 1989 |
|
RU2096126C1 |
| СПОСОБ ПРОКАТКИ ДЛИННОМЕРНЫХ ПОЛОС В КЛЕТИ КВАРТО И ПРОКАТНАЯ КЛЕТЬ КВАРТО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2068307C1 |
| СПОСОБ ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ | 2011 |
|
RU2484907C1 |
| СПОСОБ ПРОИЗВОДСТВА КАЧЕСТВЕННОЙ ПРУТКОВОЙ МЕТАЛЛОПРОДУКЦИИ | 2004 |
|
RU2260495C1 |
Способ обжатия непрерывнолитой сортовой заготовки в жидко-твердом состоянии относится к металлургии, а точнее - к обработке металлов давлением и может быть использован при деформировании непрерывнолитых заготовок и блюмов в жидко-твердом состоянии. Непрерывнолитая заготовка получает деформацию в зоне вероятного остаточного затвердевания, когда она находится в двухфазном состоянии в обжимных клетях, расположенных по длине заготовки в этой зоне в несколько этапов. На первом этапе заготовку последовательно циклично обжимают валками первой клети, установленными с эксцентриситетом, а потом ликвидируют начальный гребень валками второй клети, которые имеют эксцентриситет противоположного знака. На втором этапе обжимают образованные остаточные цикличные наплывы валками третьей и четвертой клети со степенью деформации, которая не меньше или равна разнице между высотой, деформированной на первом этапе заготовки по выступам и впадинам. Предложенный способ обеспечивает достижение технической задачи - повышения однородности деформации с целью снижения осевой пористости и ликвации и снижения числа трещин, что обеспечит повышение качества непрерывнолитых заготовок. 1 табл.
Способ обжатия непрерывнолитой сортовой заготовки в жидко-твердом состоянии, включающий обжатие заготовки, имеющей начальную высоту h сечения, в два этапа в клетях, последовательно расположенных по ее длине в зоне окончательного затвердевания, отличающийся тем, что на первом этапе заготовку при соотношение высоты h сечения к диаметру валков D в пределах h/D=0,285÷0,429 последовательно циклично обжимают со степенью относительной деформации ε=0,5÷2,5% валками первой клети, установленными с эксцентриситетом е при соотношении e/h=-(0,0066÷0,025), а затем ликвидируют начальный гребень валками второй клети, которые имеют эксцентриситет противоположного знака при соотношении e/h=+(0,0066÷0,025), а на втором этапе обжимают образованные остаточные цикличные наплывы валками третьей и четвертой клети со ступенью деформации, которая не меньше или равняется разнице между высотой выступов и впадин деформированной на первом этапе заготовки.
| Способ изготовления из искусственных пластических материалов микропористого сепаратора для свинцовых аккумуляторов | 1950 |
|
SU89961A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 1997 |
|
RU2119394C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ С НЕПОСРЕДСТВЕННЫМ ОБЖАТИЕМ МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ, В ЧАСТНОСТИ СТАЛЬНОЙ ЗАГОТОВКИ | 2003 |
|
RU2302313C2 |
| WO 9304802A1, 18.03.1993 | |||
| ЭЛЕКТРИЧЕСКАЯ МАШИНА ВОЗВРАТНО-ПОСТУПАТЕЛЬНОГО ДВИЖЕНИЯ | 2000 |
|
RU2174734C1 |

