Х/-/Г
ю
сл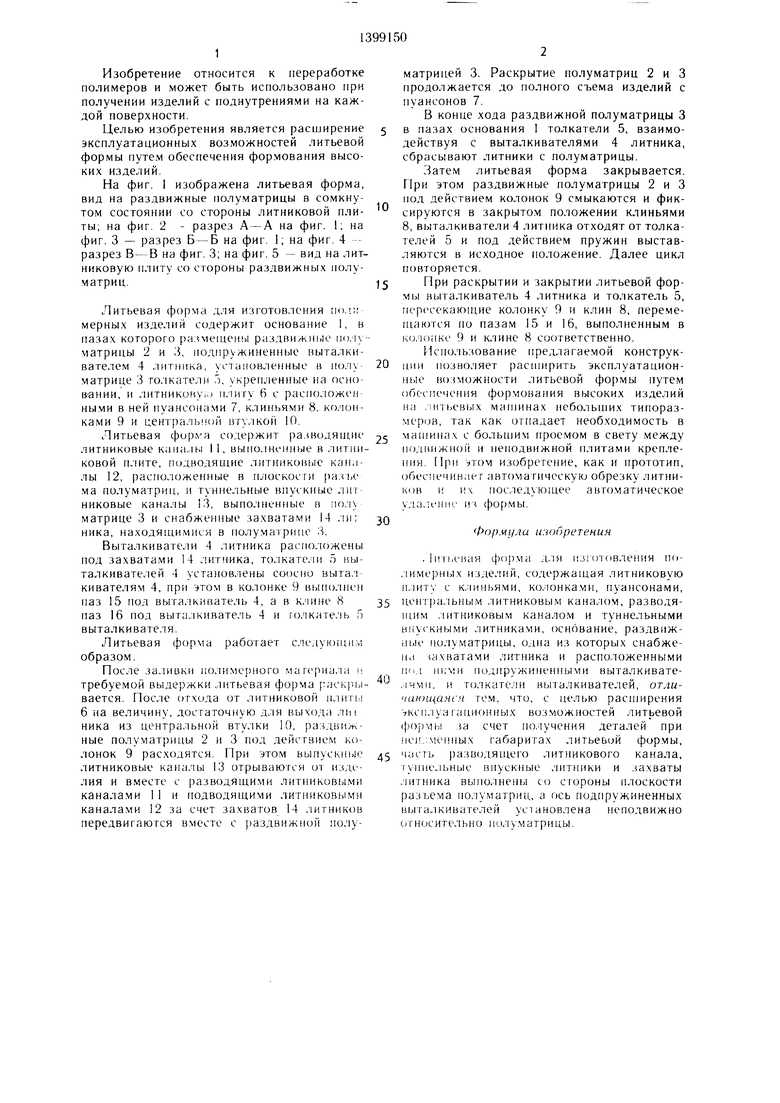
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1211075A1 |
| Литьевая форма для изготовления изделий со сквозным отверстием из термопластов | 1984 |
|
SU1199644A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1243953A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для изготовления пластмассовых изделий с поднутрением на наружной поверхности | 1988 |
|
SU1597279A1 |
| Литьевая форма для полимерных изделий с резьбой | 1981 |
|
SU1014730A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для изготовления изделий из пластмасс с поднутрениями | 1988 |
|
SU1599227A1 |
| Литьевая форма для полимерных изделий | 1981 |
|
SU994272A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1431947A1 |

Изобретение относится к об.части переработки полимеров и может быть использовано при получении изделий с поднутрениями. Цель - распжренне эксплуатационных возможностей формы. Лля -jToro час1ь разводянхею литникового канала И, тунне. 1ьные впускные литники выполнен) со сторо 1ы лоскост разт.сма олум-;). Ось подпружинен 1Ь. в 51талкивателей 4 уста- (овле)а не одвижно относитель И) олумат- Л. 5 ил.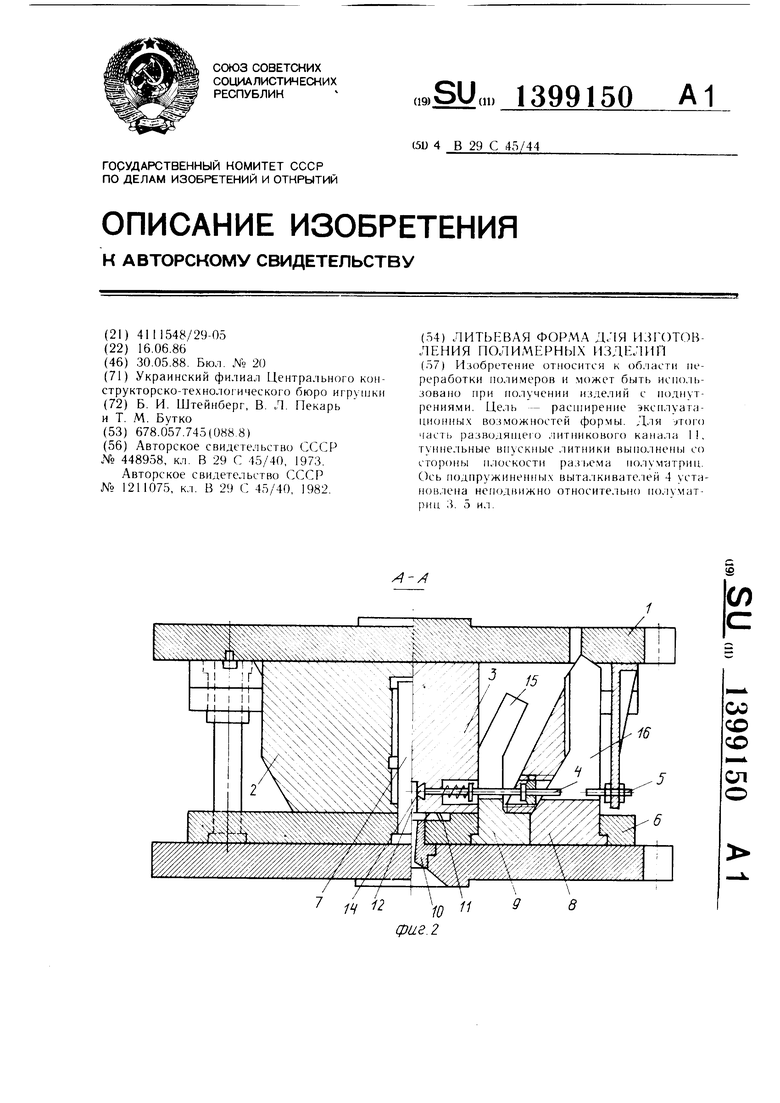
П1 : Г
I I ; I ,
W
-.чУ- .
. / /
7
7 12
й
со
CD
;о
сл
о
W
фаг.2
Изобретение относится к переработке полимеров и может быть использовано при получении изделий с поднутрениями на каждой поверхности.
Целью изобретения является расширение эксплуатационных возможностей литьевой формы путем обеспечения формования высоких изделий.
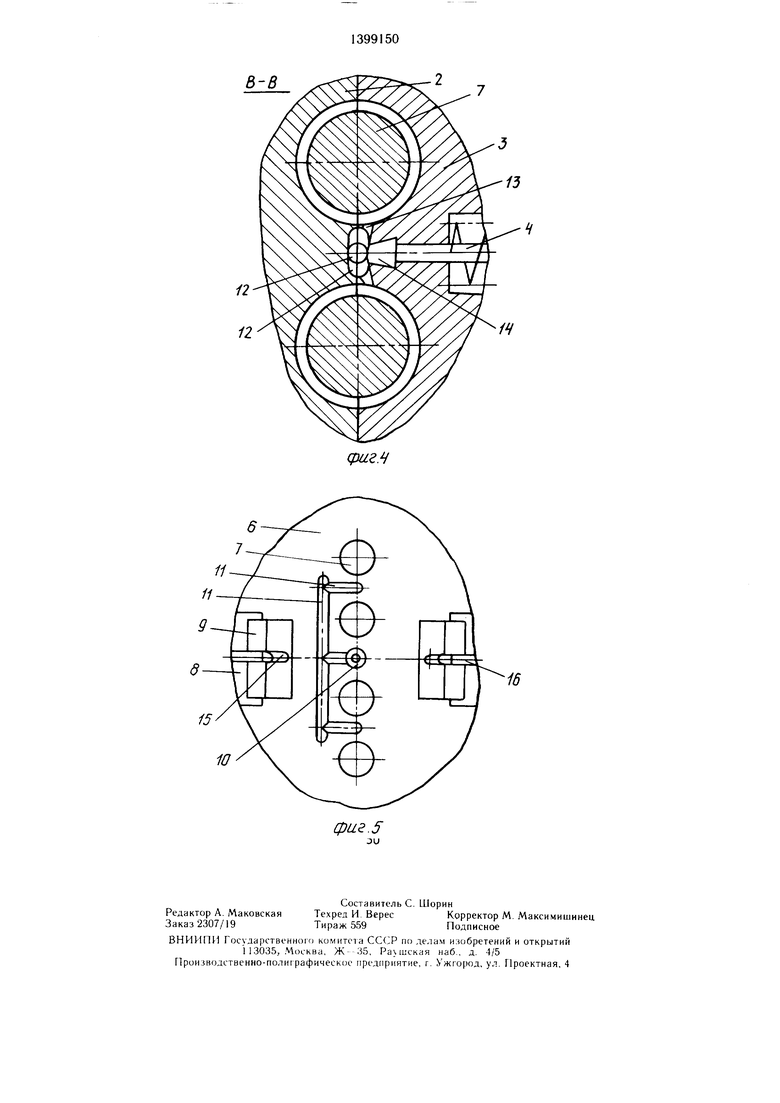
На фиг. 1 изображена литьевая форма, вид на раздвижные гюлуматрицы в сомкнутом состоянии со стороны литниковой плиты; на фиг. 2 - разрез А-А на фиг. I; на фиг. 3 - разрез Б -Б на фиг. 1; на фиг. 4 -- разрез В - В на фиг. 3; на фиг. 5 - вид на литниковую плиту со стороны раздвижных полуматриц.
Литьевая форма для изготовления по.;; мерных изделий содержит основание 1, в пазах которого размещены раздвижные но. М, матрипы 2 и 3, подпружиненные выталкивателем 4 литника, упановленные в полу матрице 3 толкатели 5, у.крепленные на основании, и литникону 1V.I ;|. 1игу 6 с расно. южсн- ны.ми в ней пуансонами 7, клиньями 8. ко. юн- ками 9 и центральной втулкой 10.
Литьевая содержит ра.шодяпии литниковые каналы II, выполненные в .литниковой п,лите, подводяп|ие литниковые кап,1- лы 12, расположенные в плоскости ра. ма полуматриц, и туннельные впускные . iin- никовые каналы 13, выполненные в ;io. iy матрице 3 и снабженные захватами 14 .чи: ника, находящимися в полу.матриае 3.
Выталкиватели 4 литника расно.ложены под захватами 14 .митпика, то.лкателп 5 выталкивателей 4 установлены соосно выта. ь кивателям 4, при зтом в колонке 9 выпо.лнен паз 15 под выталкиватель 4, а в к, 1ине 8
паз 16 под вьгга;1кпватель 4 и толкатель Г) выталкивателя.
Литьевая форма работает следующим образом.
После заливки по.чимерного .материала i- требуемой выдержки литьевая форма раскр.ы- вается. После отхода от литниковой плип.- 6 на величину, достаточную для выхода лш ника из центральной вту.лки 10, раздвижные полуматрицы 2 и 3 под действием колонок 9 расходятся. При этом выпускные литниковые каналы 13 отрываются от изд1.-- лия и вместе с разводящими литников1)1ми каналами 1 1 и подводящими литниковыми каналами 12 за счет захватов 14 .литников передвигаются вместе с раздвиж 1ой полу
0
5
0
5 о
5
5
0
матрицей 3. Раскрытие полуматриц 2 и 3 продолжается до полного съема изделий с пуансонов 7.
В конце хода раздвижной полуматрицы 3 в пазах основания 1 толкатели 5, взаимодействуя с выталкивателями 4 литника, сбрасывают литники с полуматрицы.
Затем литьевая форма закрывается. При этом раздвижные полуматрицы 2 и 3 под действием колонок 9 смыкаются и фиксируются в закрытом положении клиньями 8, выталкиватели 4 литника отходят от толкателей 5 и под действием пружин выставляются в исходное положение. Далее цикл повторяется.
При раскрытии и закрытии литьевой формы выталкиватель 4 литника и толкатель 5, К ресекающие колонку 9 и клин 8, перемещаются по паза.м 15 и 16, выполненным в ко. юпке 9 и клине 8 соответственно.
Использование предлагаемой конструкции позволяет расширить эксплуатационные возможности литьевой формы путе.м обеспечения фор.мовапия высоких изделий на .П1 1т евых небольших типораз- мс)ов, так как отпадает необходимость в машинах с больц им проемом в свету между подвижной и неподвижной плитами креплении. При этом изобретепие, как и прототип, (збеснечинлег автоматпческую обрезку литников и их последующее авто.матическое удаление ич ()ормы.
Форм If ли изобретения
,1ит1,еиая форма для изг(ловления по- ,лимерн1)1х изделий, содержащая лит щкoвyю п.литу с к.линьями, ко.лонка.ми, пуа})сонами, центральным литниковым каналом, разводящим .литниковым каналом и туннельными впускными /жтника.ми, (К нбвание, раздвижные нолуматрицы, одна из которых снабжена (ахватами литника и расположенными .i н( подпружиненными выталкивате- .1ЧМН. и толкатели выталкивате.лей, отличающаяся гем, что, с целью расн ирения эксп,1уа I анионных воз.можностей литьевой ||)О)1ы .sa счет но.аучения деталей при не1.:.кмтых габаритах литьевой формы, часть разводящего литтжкового канала, туннельные впускные .литники и захваты литника выполнены со стороны плоскости разъема нолуматриц, а ось подпружиненных выталкивателей установлена неподвижно ОТ нос ител ь и о н схл у .матрицы.
A
J
- Ф
э
12 4 Ч J
// f
/
JL
i.
J.
X
фаг.З
в-в
дшг.
11
15
10
/5
/-У
| Литьевая форма | 1973 |
|
SU448958A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1211075A1 |
| Солесос | 1922 |
|
SU29A1 |
