1
Изобретение относится к переработке полимеров и может быть использовано для изготовления изделий с поднутрениями, например роликов, катушек, каркасов.
Целью изобретения является повышение надежности удаления литников при увеличении гнездности формы.
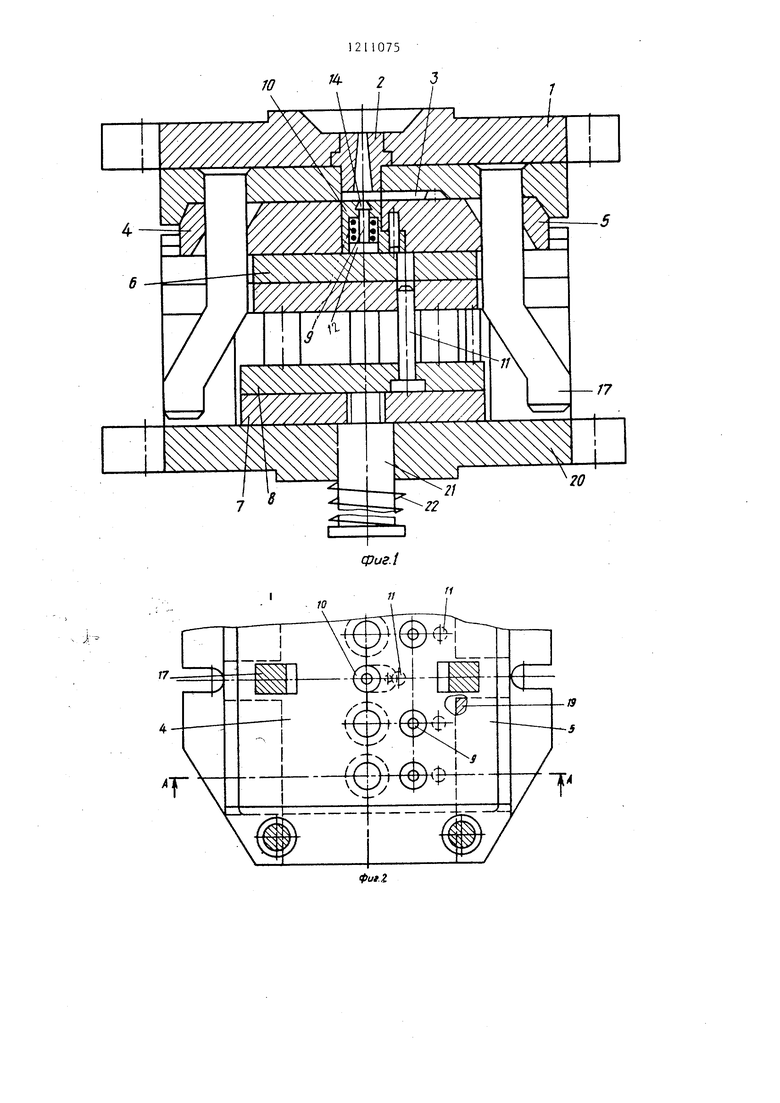
На фиг.1 показана форма в сомкнутом положении, продольный разрез; на фиг.2 - вид на раздвижные полу- матрицы; на фиг. 3 - сечение А-А на фиг.2 {форма в раскрытом положении); на фиг. 4 - вид Б на фиг. 3 (литниковая система),
Литьевая форма содержит литниковую плиту 1 с центральной литниковой в гулкой 2, разводящим литниковым каналом 3, раздвижные полуматри- цы 4 и 5, размещенные в пазах на опорной плите 6, выталкивающую систему литников, включающую п.питы выталкивания 7 и 8 и выполненную в виде подпружиненных выталкивателей 9, установленных во втулках ГО, и толкателей 11 для выталкивателей 9 которые установлены в плитах выталкивания 7 и 8 со смещением относително втулок 10 в направлении перемещения полуматрицы и на величину этого перемещения, при этом в опорной плите 6 выполнены отверстия 12 под толкатели 11. В одной на раздвижных по- луматриц, например 5, установлены втулки 10 с буртами 13 и захвата ми 14 литника, расположенннми под разводящим литниковым каналом 3.
Выталкиватели 15 изделий закреплены в плитах выталкивания 7 и 8,
Пуансоны установлены в литниковой плите 1. Центральная втулка 16 зафиксирована в полуматрице 5 штифтом.
Колонки 17 для перемещения раздвиных полуматриц закреплены в литнико-
110752
вой плите 1. Опорная плита 6 через промежуточную плиту 18 и опорные брусья 19 связана с основанием 20. Хвостовик 21 закреплен в Ш1итах вы-
5 талкивания 7 и 8.
Туннельные впускные литниковые каналы 22 выполнены во втулках 23, установленных в литниковой апи- те 1, выполненной с обоймой 24,
О Предлагаемое устройство по сравнению с известным позволяет при увеличении гнездности формы надежно удалять литники, поскольку разводящий литник выполнен параллельно фор15 мующим полостям. В этом случае центрального выталкивателя недостаточно ,для удаления литников. В то же время выполнение пазов под выталкиватели, непосредственно связанных с
20 гшитами выталкивания, в значительной степени ослабляет опорную плиту, так как выталкиватели не могут быть выполнены с малым посадочным диаметром.
25 ,
Литьевая форма работает следующим образом.
После впрыска .полимера и технологической вьщержки форма раскрывает30
ся, при этом после извлечения пуансонов полуматрицы 4 и 5 раздвигаются. Литники, извлеченные из литниковых каналов, удерживаются захватами 14 на поверхности полуматриц 5. Колонками 7 раздвижные полуматрицы 4 и 5 разводятся до тех пор, пока выталкиватели 9 не установятся соосно с толкателем 11.
В результате взаимодействия хвое-
товика 21 с упором термопласта-автомата останавливаются плиты выталкивания 7 и 8, а изделия и литники удаляются соответственно выталкивателями 15 и 9.
20
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий со сквозным отверстием из термопластов | 1984 |
|
SU1199644A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1243953A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1399150A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая форма для полимерных изделий с резьбой | 1981 |
|
SU1014730A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая форма для полимерных изделий с отрывом точечных литников | 1989 |
|
SU1736725A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Многогнездная литьевая форма для изготовления изделий с поднутрениями | 1981 |
|
SU988571A1 |


20
21
вид 6
фиеЛ
| Манихин Ю.ГГ | |||
| Многогнездные автоматизированные литьевые формы для изделий из термопластов | |||
| Л.: ДЦНТП, 1970, с.9-10, рис.6. |
