Изобретение относится к металлургической промьашленности и может быть использовано при термической обработке (улучшении) листов (толщиной 8+50 мм из низколегированных малоуглеродистых сталей с ограниченными нижним пределом текучести и верхним пределом временного сопротивления, поставляемых ГОСТ 5521-76 для судостроения .
Известен способ термической обработки листа из н 1зколегированной малоуглеродистой стали, например, 10ХСНД, включающий закалку с температуры выше Ас и высокий отпуск 13Недостаток известного способа заключается в значительной длительности обработки.
Наиболее близким к предлагаемому по технической сущности является способ термической обработки стали, включающий закалку от температур выше ACi, закалку от температур межкритического интервала (Ac + Acj) недостаткс1М известного способа относится то, что одновременно с ростом предела текучести происходит и рост значений временного сопротивления.
Одновременный рост значений предела текучести и временного сопротивления не позволяет применить этот способ при термической обработке листов из низколегированных сталей, у которых, кроме нижнего значения предела текучести, ограничено и верхнее значение временного сопротивления. Повышенное временное сопротивление
10 после повторной закгшки вызывает необходимость и в значительном увеличении длительности отпуска. Кроме того, наличие выдержек при температуре аустенизации и отпуске увеличивает
15 длительность процесса.
Цель изобретения - сокращение длительности обработки и получение оптимального сочетания предела текучести и временного сопротивления.
20
Поставленная цель достигается тем, что, согласно известному способу термической обработки листового проката из низколегированных малоуглеродистых сталей, включающему за25калку с температуры выше Acj, нагрев в интервале АС;,- ACj, охлаждение и отпуск, охлаждение с интервала ACj производят на воздухе, при этом охлаждение с интервала Acj
30 и с температуры отпуска производят непосредственно после достижения прокатом температуры нагрева. Нагрев в интервале Ас произ . АС,-ЛС водят до te mepaтypы ( Охлаждение листа из межкристаллического интервала температур, на воздухе (нормализация), осуществляемое после закалки, позволяет значительно .ускорить процесс разупрочнения стали (по сравнению с отпуском при температурах ниже Ас) и уменьшить упрочнение стали (по сравнению с закалкой из межкритического интервала) что связано как с образованием аусте нита, так и с уменьшением скорости охлалсдения. Нагрев при нормализации производя до температуры Ас - Ас + что позволяет получить в предварительно закаленной стали высокоуглеррдистый и высоколегированный аустенит, обладающий устойчивостью, доста точной для того, чтобы при охлаждении частично претерпеть бейнитное или мартенситное превращение, Охлаждение при нормализации осуществляют с момента окончания нагрева, что уменьшает длительность обработки и cEiHacaeT устойчивость образовавшегося аустенита. Снижение устойчивости аустенита в совокупности .с замедленным (по сравнению с закалкой охлаждением уменьшает количество бейнита или мартенсита в структуре стали (после нормализации). Охлаждение при отпуске осуществля ют с момента окончания нагрева, чт.о уменьшает длительность обработки и позволяет повысить предел текучести и.уменьшить временное сопротивление стали по сравнению с неотпущенньлм состоянием. При отпуске происходит, с одной стороньз, разупрочнение феррита, с другой стороны - выделение мелких . карбидных частиц в пределах участков имевших до отпуска бейнитную или мартенситную структуру. Для осуществления охлаждения с мо мента окончания нагрева необходимо обеспечить быструю вьвдачу листов из печи, что легко осуществить в ролико вой проходной печи с регулируемой скоростью перемещения листов. Для осуществления нагрева при нор мализации и интервале температур + Ас, ACI необходимо не прерывное измерение температуры листов с точностью +10-20°С в этом интервале , Выбор граничных параметров (интервала температур нормализации) обусловлен тем, что при нагреве ниже Ас снижение временного сопротивления незначительно (аустенит еще не образовался) , а при нагреве выше Ас + Ас Si - Лс-t + степень легированности и содержание углерода в аустените снижаются и при охлаждении аустенит распадается на феррат и перлит, образования бейнита не происходит ввиду отсутствия выдержки при температуре аустенизации, что приводит к резкому снижению предела текучести. Отпуск стали с феррито-перлитной структурой в свою очередь снижает и временное сопротивление и предел текучести. По предлагаемому способу термической обработки целесообразно ocjTuecTвить нагрев листов до температуры на 30+50°С, превьаиающей точку Ас и охлаждение со скоростью выше критической до температуры ниже точки Мц (закалку), нагрев до-температуры в Асз - Ас интервале Ас - ACj + охлаждение на воздухе ниже точки Mj, после чего нагреть до температуры отпуска и окончательно охладить. Способ может быть реализован с помощью проходных печей и роликозакалочной машины или закалочного пресса. . Например, осуществление предлагаемого способа упрочняющей термической обработки на образцах из листовой стали 10ХСНД (толщина 20 мм), содержащей 0,12% углерода, 0,87% марганца, 0,90% кремния, 0,73% хрома, 0,60% никеля, 0,47% меди, 0,024% серы и 0,018% фосфора, проводят следующим образом. Образцы нагревают в камерной печи Н-30 и закаливают в баке с водой с ,температуры 930+940 С. При нормализации предварительно закаленные об- разцы нагревают в печи (температуру печи изменяли от 770 до 950°С) до температуры 725+860°С (Ас 735°С, Ас2 7 ) и охлаждают на воздухе до 20С. Скорость нагрева образцов при .нормализации изменяют от 0,1 до 1,5°С. Скорость нагрева до температуры отпуска составила 2+3с/с. Для сравнения проводят обработку по известному способу. Результаты термической обработки приведены в таблице.
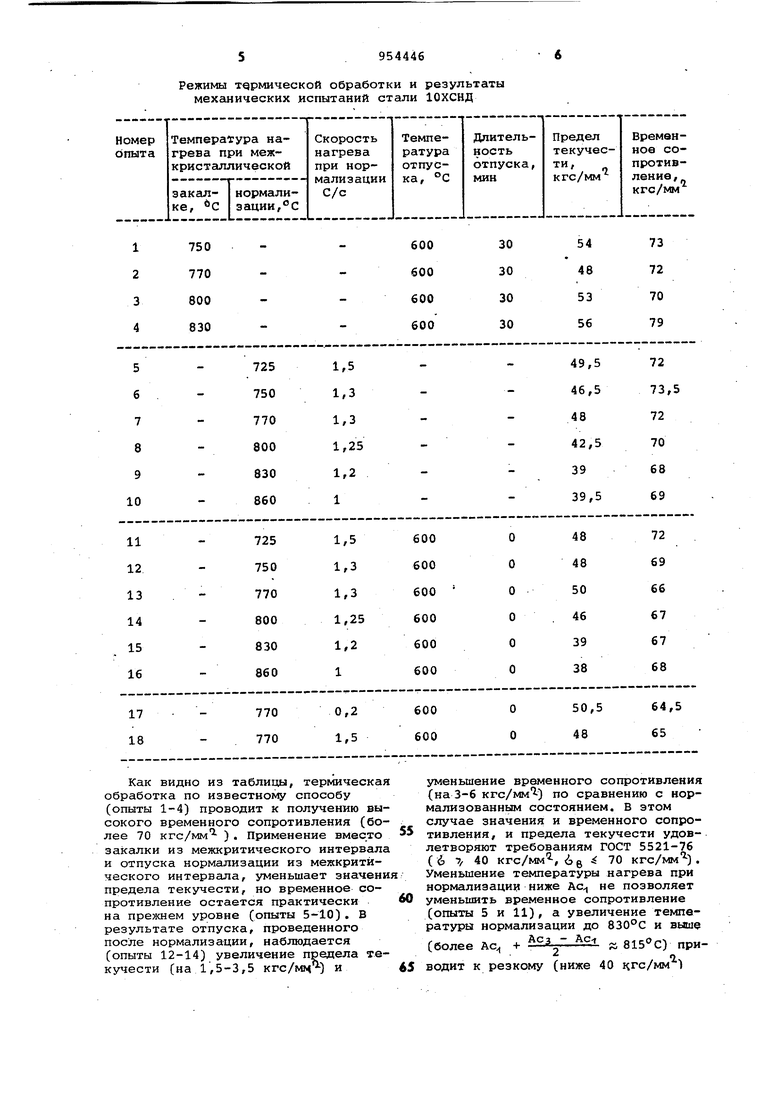
Режимы термической обработки и результаты механических испытаний стали 10ХСНД

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработки листовой малоуглеродистой низколегированной стали | 1979 |
|
SU931759A1 |
| Способ термической обработки проката | 1986 |
|
SU1421781A1 |
| Способ обработки листового проката из малоуглеродистой стали | 1982 |
|
SU1039973A1 |
| Способ термической обработки заготовок из легированных конструкционных сталей | 1979 |
|
SU881133A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОКАТА ИЗ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 1999 |
|
RU2148660C1 |
| Способ термической обработки изделий из малоуглеродистой низколегированной стали | 1976 |
|
SU605846A1 |
| Способ термической обработки трубных изделий из конструкционных легированных сталей | 1984 |
|
SU1188214A1 |
| СПОСОБ КОМПЛЕКСНОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛИ | 2011 |
|
RU2503726C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА ИЗ МАЛОУГЛЕРОДИСТОЙ ИЛИ МАЛОУГЛЕРОДИСТОЙ НИЗКОЛЕГИРОВАННОЙ СТАЛИ (ВАРИАНТЫ) | 2006 |
|
RU2343212C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ХРОМОМОЛИБДЕНОВОЙ СТАЛИ | 2015 |
|
RU2599465C2 |
Как видно из таблицы, термическая обработка по известному способу (опыты 1-4) проводит к получению высокого временного сопротивления (более 70 кга/мм ) . Применение вместо закалки из межкритического интервала и отпуска нормализации из межкритйческого интервала, уменьшает значени предела текучести, но временное сопротивление остается практически на прежнем уровне (опыты 5-10). В результате отпуска, проведенного после нормализации, наблюдается (опыты 12-14) увеличение предела текучести (на 1,5-3,5 кгс/мм) и
уменьшение временного сопротивления (на 3-6 кгс/мм) по сравнению с нормализованным состоянием. В этом случае значения и временного сопротивления, и предела текучести удовлетворяют требованиям ГОСТ 5521-76 (6 , 40 кгс/мм -, ig 70 кгс/мм) . Уменьшение температуры нагрева при нормализации ниже Ас не позволяет уменьшить временное сопротивление (опыты 5 и 11), а увеличение температуры нормализации до 830°С и вьиц
(более Ас + - - 815°С) приводит к резкому (ниже 40 цгс/мм 1
снижению предела текучести опытУ 9, 10, 15 и 16) .
Изменение скорости нагрева от 0,2 до 1,5°С/с не приводит к существенному изменению свойства (опыты 17 и.18), в связи с чем оптимальной скоростью- нагрева (с точки зрения максимальной производительности) , следует максимальную скорость, достижимую на имеющемся об.орудовании (в .-интервале 0,21,5 С/с1 .
Как -показали данные опытной проверки, в результате использования предлагаемого способа дительность обработки значительно уменьшилась продолжительность выдержки в печи . при нормализации и отпуске сократилась на 15 и 30 мин соответственно. В результате обработки предлагаемыг«1 способом были получены предел текучести (46+50 кгс/мм) и временное сопротивление 66-4-69 кгс/мм) , пол костью удов лет ворягойще требования ГОСТ 5521-76.
Формьша изобретения
1, Способ термической обработки проката/ преимущественно листового.
из низколегированных малоуглеродистых сталей, включающий закалку с температуры выше Acj, нагрев в интервале Ас - Acj, охлаждение и отпуск, отличающийся тем, что, с целью получения заданного сочетания предела текучести и временного сопротивления и сокращения длительности обработки, охлаждение с интервала Ас-, - ACj производят на воздухе, при этом охлаждение с интервгша Ас,, - Ас и с температуры отпуска производят непосредственно после достижения прокатом температуры нагрева, 2. Способ по п.1, о т л и ч а ю щ и и с я тем, что нагрев в интервале Ас - ACj производят до температуры .
АС, - (АС, )
Источники информации, принятые во внимание при экспертизе
5 с. 40-41.
