Вцировакуумиые етаики. jEpiiM&HiiioiiUHся для изготФВления железоиетонних изделяй, характеризуются тем, чтОВсенроиз«оа|ла}енные операцин ни изготши-к-нию и uiopaeoTKe изделия аза.куумирощанием кт ч шаются по ;ледовател1 но на идном п том же станке, загруженном в нродолженшвсега HMKwia. С увеличением толщины изготавливаемого изделия увеличивается и необходимое время для его )ак лмироЕания, Вследслвие чего уменьи1а:ется как производительность .всего станка, так И полезное время использования ег итдельных узлов.
5 предлатаемим карусельно.м стайке эти недостатки устранены тем, что изделия и нем формируются однов-ременно в нескольких вибровакуумформах, движун|;нхся но замкнутому кольцевому нути с заранее заданной oKOj)OiCTbB и нродолжительностью периодаческих Г1становок. Эт1 да;ет возможность расчленить ироцесс изготовления изделий -на ряд отдельных самостоятельных о иераЦИЙ, вынолняемых одновре1ме1нно в разных формах станка.
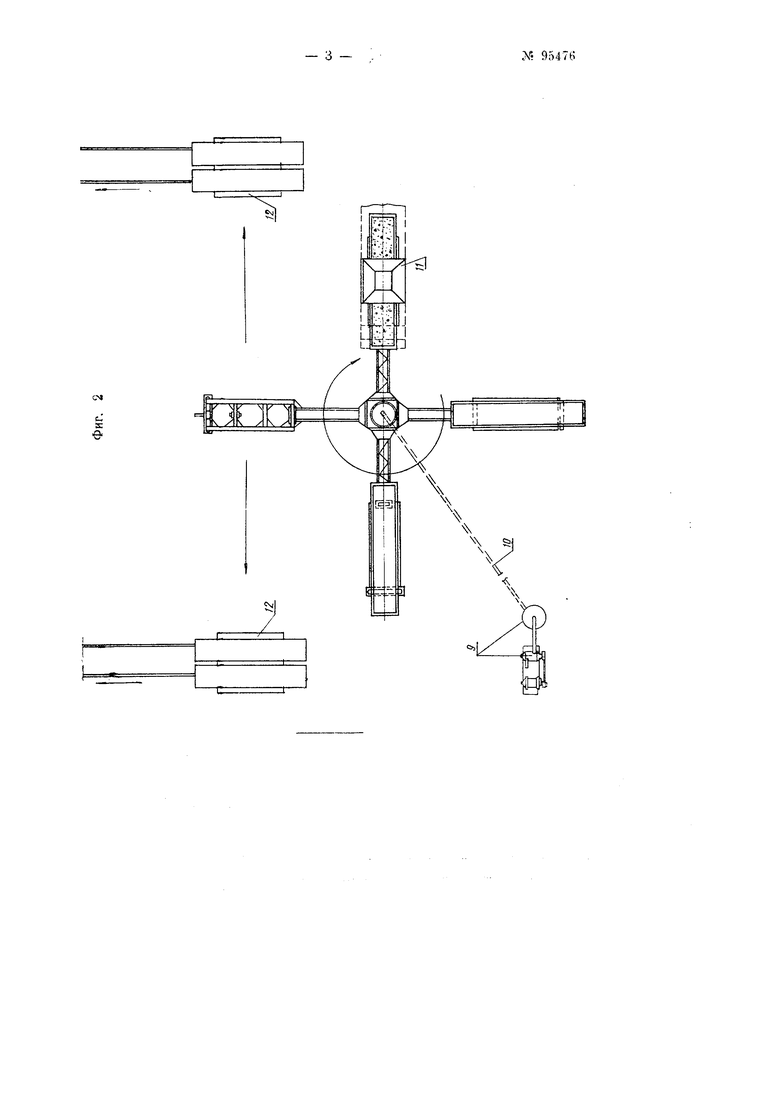
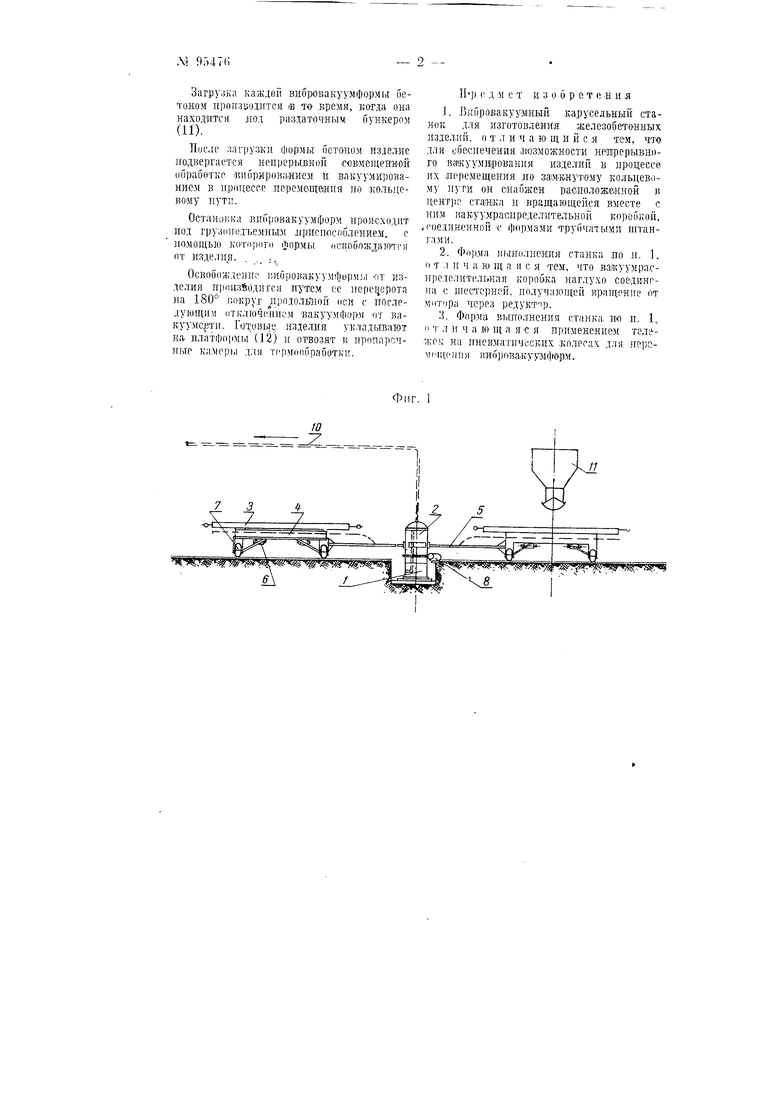
На фиг. 1 изображен «ид стайка сГюку; на фит. 2 - вид его в плаис.
Особенность предлагаемого станка заключается в наличии специальной вакууирашфеделительнон коробкя, служаiJUii чди11В1)еменно 1 одоси1 рнико5 и механическим 11р 1впдом и обеспечиваюнюй яепрерывность присоединения «лждой из вибровакуумформ .к вакуумнрпводящеи системе во время их движения но кольцевому иути.
Бакуумрасиределительная , обесиечивающая непрерывное вакуумлрование и осаждение виды, удаляемой из бетона, состоит из неподвиж.ного кориуса (1), служащего водосборни-ком, и вращаюн1е11ся головки (2), служащей одновременно вакууада.сиределительньш устройством и .механичес-ким ириводом для кругового ;неремеи(ения вибровакуумформ (3) на тележках (4) при помощи полых иманг (5). являющихся одновремелно элемедтами вакуумпроводящей системы.
Вибраторы (6) на вибровакуумформах и тележ.ках на пневматических колесах (7) обес 1ечивают вибрацию изготавливаомых 1 здел1111 в продолжение вгего циклп 1 еремеи(ения фо)мы но .кольцевому пути.
Головка (2) вакуум.расиредел.ительнон коробки соединена .с шестерней, имеющей иривод через редуктор от мотора- (8).
Неподвижиая часть важуумрасиределительной коровки присоединяется к вакуумяасосу (9) ири помощи вакуумпро-вода (10).
3;irpy;iKa каждой вибровакуумформы бетоном 1Г))оизводпте11 в то .время, когда она находится лод ра;здаточным бункером (И).
После нагруЗКН формы бетоном изделие подвергается непрерывной .соВМещеннон обработке Ннбрированием и вакуумированиом в нроцессе леремощенпя но кольцево му пути.
0€таНо1жа вибровакуумформ нроисходнт под грузоНОдъемНым приспособлением, с помощью которого формы освобождаются пт изделпя. . ,, ,,
Освобожде не вибровакуумфо тм.ы ii изделия прсчз бдится путем ее перег орота иа 180° пОКруг родолйюп оси с пОСледующнм стключоппсм Вакуумформ от вакуумсетп. Готовые изделия укладывают на. плат1|) (12) н отвозят в пропарочные KaMopiji для термообработк.
11р I. д м е т изобретения
:1. ибро,вакуум1ный карусельный станок для изготовления железобетанных изделий, о т л и ч а ю щ и и с я тем, что для обеспечения возможности непрерывного ва куумнровани5 изделий в нроцессе их леремещения ло за жнутому кольцевому пути он снабжен расположенной в HeHTjic стайка и вращающейся вместе с )«О1 вак-уу.мра:сиределительной коробко, .соединенной v формами трубчатЕлми штангами.
2. ).ra Ы1Голнеиия станка по п. 1, о т л и ч а ю щ а я с я тем, что ваапумраспределительная коробка наглухо соеаине1(а : нгестерней. нолучаюн ей вра1цен ге от мотора через редукт1р.
.. Форма выполнения станка по п. 1, о т л )г ч а ю щ а я С я примененнеЛЕ тележок на ггнев гатических :колесах д.чя яерс I Iц(нпя вИбро.вакуумформ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сборный вакуум-вкладыш | 1949 |
|
SU78325A1 |
| Станок для изготовления бетонных плит | 1947 |
|
SU76363A1 |
| Устройство для образования вакуум-камеры внутри бетонной или тому подобной массы при ее | 1940 |
|
SU60148A1 |
| Способ обработки бетонов | 1941 |
|
SU62774A1 |
| Машина для изготовления макаронной крупы и других мелких макаронных изделий | 1939 |
|
SU59874A1 |
| Круглый ткацкий станок | 1952 |
|
SU98891A1 |
| Шнековый пресс Ильевича А.П. для непрерывного формования бетонных и железобетонных изделий | 1960 |
|
SU141791A1 |
| Способ шлифования конических колес со спиральными зубцами | 1937 |
|
SU54158A1 |
| Станок для нарезания зубьев напильников и надфилей | 1951 |
|
SU95123A1 |
| Плоскополированный полуавтоматический станок для деревянных щитов | 1958 |
|
SU120910A1 |