Известен плоскополировальный полуавтоматический станок для деревянных щитов с применением перемещающихся в противоположных направлениях кареток и пачировальных головок с вращающимися тампонами, совершающими при соответствующей настройке движения по периметру.
Описываемый плоскополировальный полуавтоматический станок по сравнению с известным является более производительным. В станке осуществлено непрерывное движение головок последовательно по заданной сложной траектории.
Станок отличается тем, что в нем применен привод кареток от отдельных электродвигателей, управляемых с помощью счетнощаговых реле, срабатывающих по выполнении головками заданного цикла движений ло заданной траектории и переключающих их работу на следующее программное движение. Станок выполнен двухконсольным, одновременно на два рабочих места, с передачей движения полировальным головкам от одного привода и одного механизма подачи. Полировальные головки с тампонами выполнены откидными на осях при помощи рычажноэксцентрикового механизма.
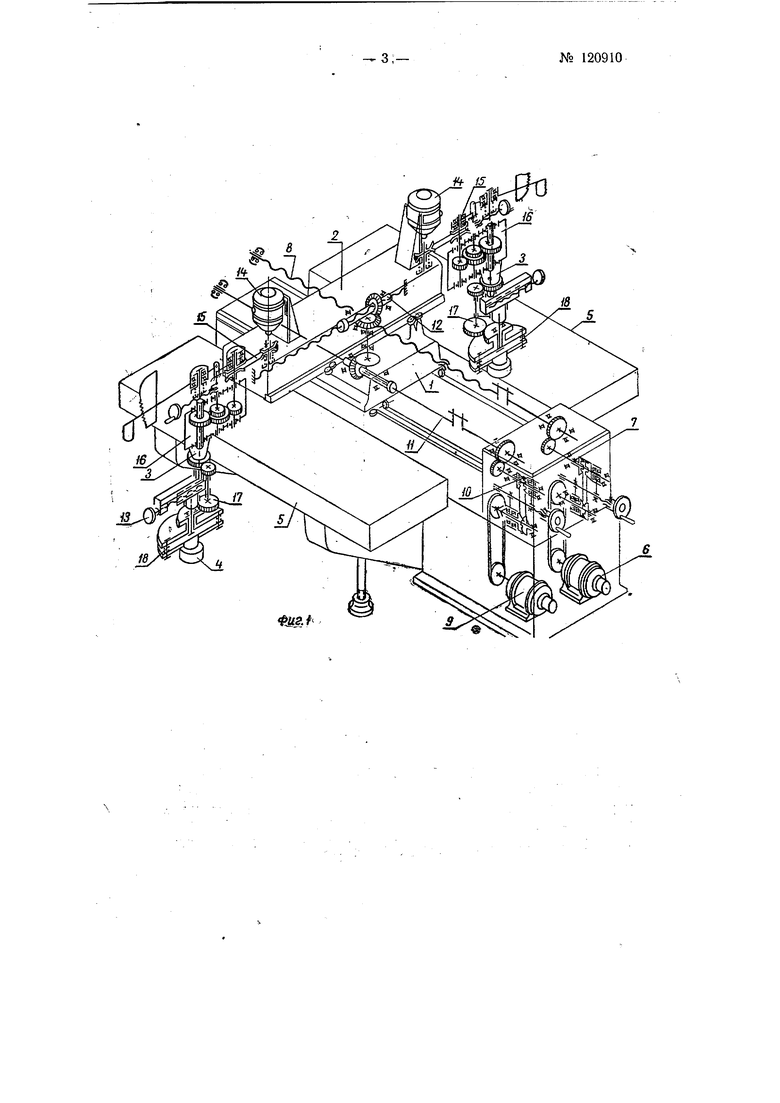
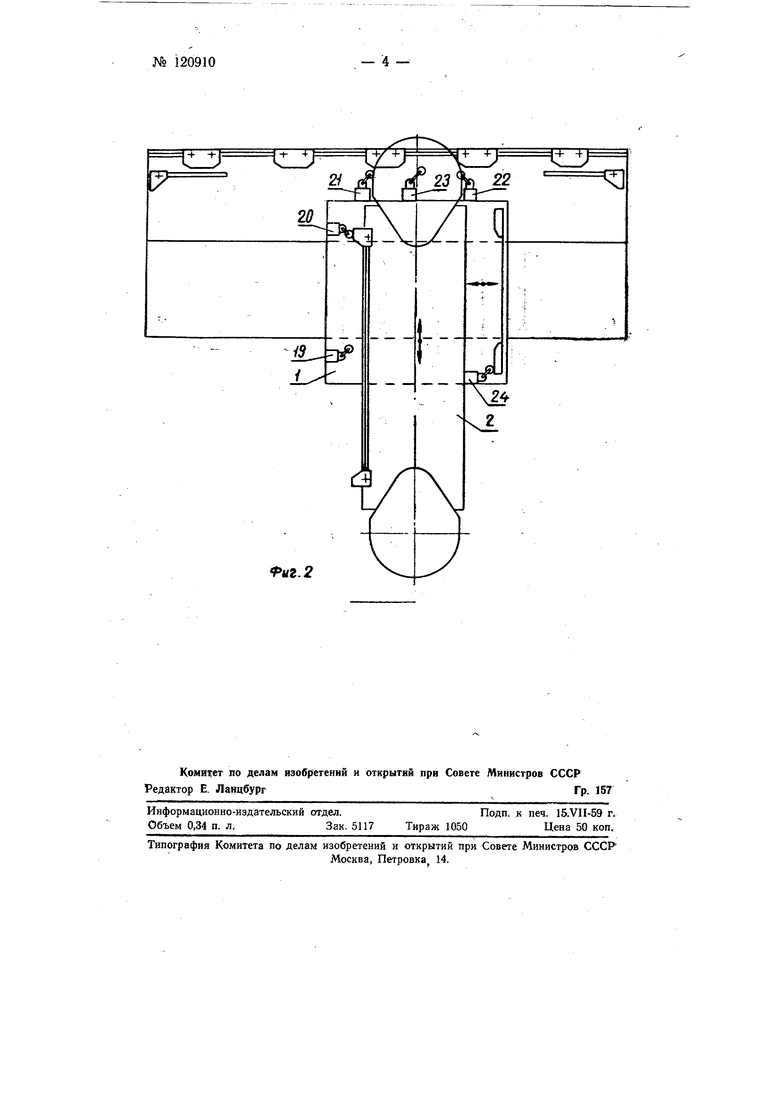
На фиг. 1 изображена кинематическая схема станка; на фиг. 2-схема взаимного расположения кареток и конечных выключате ией электрической схемы станка.
На станине станка смонтированы направляющие, по которым на подшипниках качения перемещается продольная каретка 1 на которой имеются направляющие для поперечной каретки 2. По концам поперечной каретки 2 закреплены две полировальные головки 3, несущие на .СВОИХ шпинделях тампоны 4, при помощи которых осуществляется полировКа плоских деревянных Щитов, устанавливаемь1х на столах 5 размещенных по обе стороны станины станка. № 1209Ш От электродвигателя 6 через кжйнорек- енный вариатор 7 скстростй к зубчатую передачу движение передаётся: нл ходовой винт 8 продольной жареткм 1. От электродвигателя 9 клиноременный вариатор 10. и п-ару шестерен движение передается на ходовой валик //. От валика 11 через закрепленную на продольной ffaperive 1 коробку передач, включающую в себя две пары коническихс ше(, враш.ение сообщаетгеягайке 12 ходового винта поперечной каретки. Ходовой винт закреплен на цоперечной каретке 2 таким образом, что при в|5ащеяи.и гайки 12 поперечная каретка получает движение, направлелие и продолжительность которого зависят от направления вращения .элект-родвигателя 9 и времени его работы. При движении: продольной и псш:ереч;иьгх кареток полировальные головки 3 с тампонами 4 совершают движения вдоль или поперек полируемого деревянного щита, нричем напранленке и продолжительность этого движения зависят от движения каретенс или, в конечном итоге, от направления вращения и времени работы электродвигателей 6 и 9; Ломимо движения подачи, тамаюны 4 полировальных головок имеют враЩательное движение вокруг оси головок. Расстояние от центра тампона до оси головки регулируется винтрм 13. Вращение тампо-НОВ 4 вокруг осей головок асуществляепся от электродЕягателей 14 через кл.иноременные вариаторы 15. зубчатые редукторы 16 и планетарные механизмы 17. Пружины 18 осуществляют нажим. там;понов на поли руемую поверхность.,. Для облегчения укладки и съема щитов со столок 5 и сохранения, при этом необходимого положения тампонов по в.ысоте относителадо обрабатываемой поверхности полировальные головки 3 имеют возможность откидываться на осях, перпендикулярных к осям головок, при: помощи эксцентрикового рычажного механизма (не показан). Включение, выключение и реверс электродвигателей в цикле полировки осуществляются конечными выключателями, 19, 20, 21, 22, 23 и 24, причем осуществление того или иного движения подачи полировальных головок 3 обеспечивается электросхемой станка, включающей в се-бя счетно-щаговые реле. Эти реле срабатывают по выполнении,копировальными головками заданного цима движений по заданной траектории, например по периметру, зигзагообразное, восьмеркой и П-рбразное, Предмет изобретения 1.Плоскополир01вальньпиполуавтоматический станок для деревянных щитов, с применением перемещающихся в противоположных направлениях кареток и полировальных головок с вращающимися тампонами, могущих соверщать при соответствующей настройке движения по периметру, зигзагом, восьмеркой и П-образное, отличающийся тем, что, в целях осуществления неппернвндго движени я головок последовательно по всем видам сложной траектории, применен привод кареток от отдельных электродвигателей, управляемых с помощью счетно-щаговых реле, срабатывающих по выполнении головками заданного цикла двиЖ0НИЙ по установленной траектории и переключающих их работу на следующее программное движение. 2.Форма выполнения станка по п. 1, отличающаяся тем, что, в целях увеличения производительности, станок выполнен двухконсольным, одновременно на два рабочих места, с передачей движения полировальным головкам от одного привода и одного механизма подачи. ; 3. Форма выполнения станка по п. I и 2, о т л и ч а ю щ а я с я тем, что, с целью облегчения укладки и съема щитов со столов и сохранения при этом необходимого положения тампонов по высоте относительно обрабатываемой поверхности, полировальные головки с тампонами выполнены откидными на осях при помощи рычажно-эксцентрикового механизма. 0
.2
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ БЛОКОВ КАМНЯ | 1996 |
|
RU2097182C1 |
| МНОГООПЕРАЦИОННЫЙ КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК | 2004 |
|
RU2261799C1 |
| Станок для полуавтоматической намотки проволочных сопротивлений | 1957 |
|
SU120565A1 |
| СТАНОК ДЛЯ ОКОНЧАТЕЛЬНОЙ ШЛИФОВКИ И ПОЛИРОВКИ | 1972 |
|
SU349569A1 |
| Станок для электрообработки | 1983 |
|
SU1164015A1 |
| СВЕРЛИЛЬНО-ПАЗОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2029669C1 |
| Станок для ремонта шпал | 1960 |
|
SU139337A1 |
| Шлифовально-полировальный станок для обработки камня | 1983 |
|
SU1138297A1 |
| Полуавтоматический станок для шлифования и полирования деталей | 1950 |
|
SU91705A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |