(5) УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-ДУГОВОЙ МНОГОПОСТОВОЙ СВАРКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для стабилизации напряжения многопостовых сварочных выпрямителей | 1972 |
|
SU507421A1 |
| Устройство для возбуждения дуги при сварке плавящимся электродом (его варианты) | 1982 |
|
SU1084119A1 |
| Устройство для дугвой сварки с короткими замыканиями | 1974 |
|
SU503666A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1976 |
|
SU612759A1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ | 1992 |
|
RU2053071C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1992 |
|
RU2035275C1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2063314C1 |
| Способ дуговой сварки плавящимся электродом в среде защитных газов | 1990 |
|
SU1712096A1 |
| Способ дуговой сварки плавлением | 1991 |
|
SU1776517A1 |
| Источник питания для дуговой сварки | 1986 |
|
SU1393561A1 |
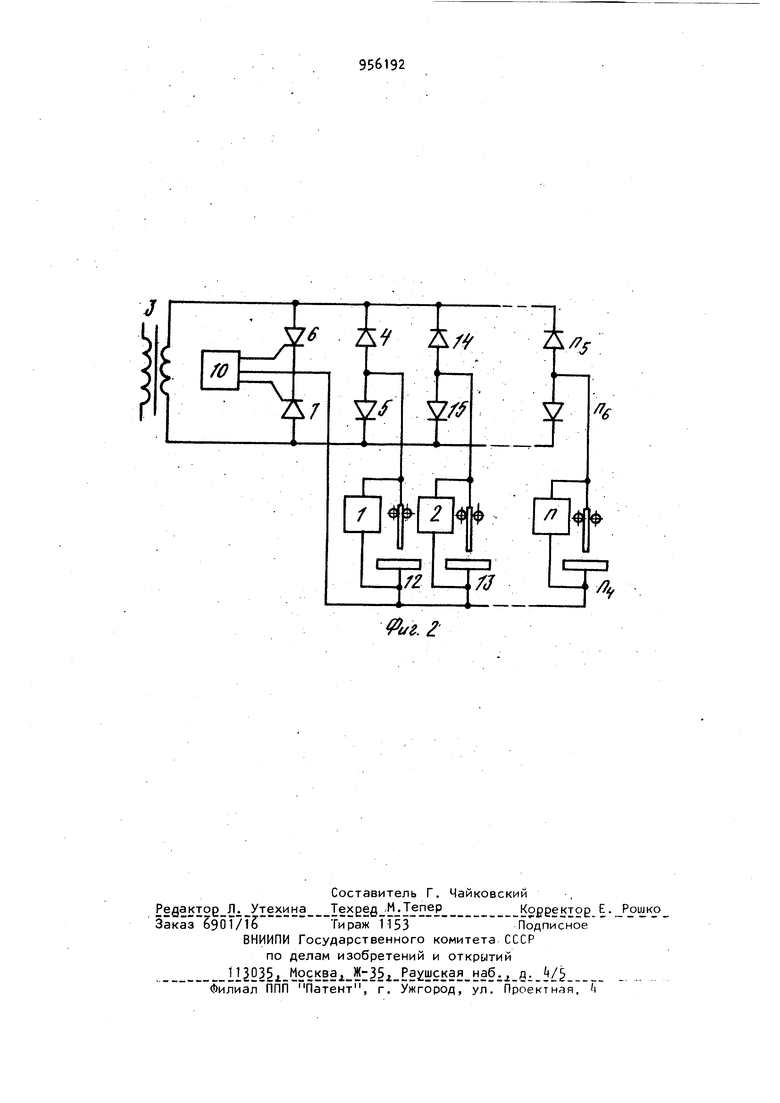
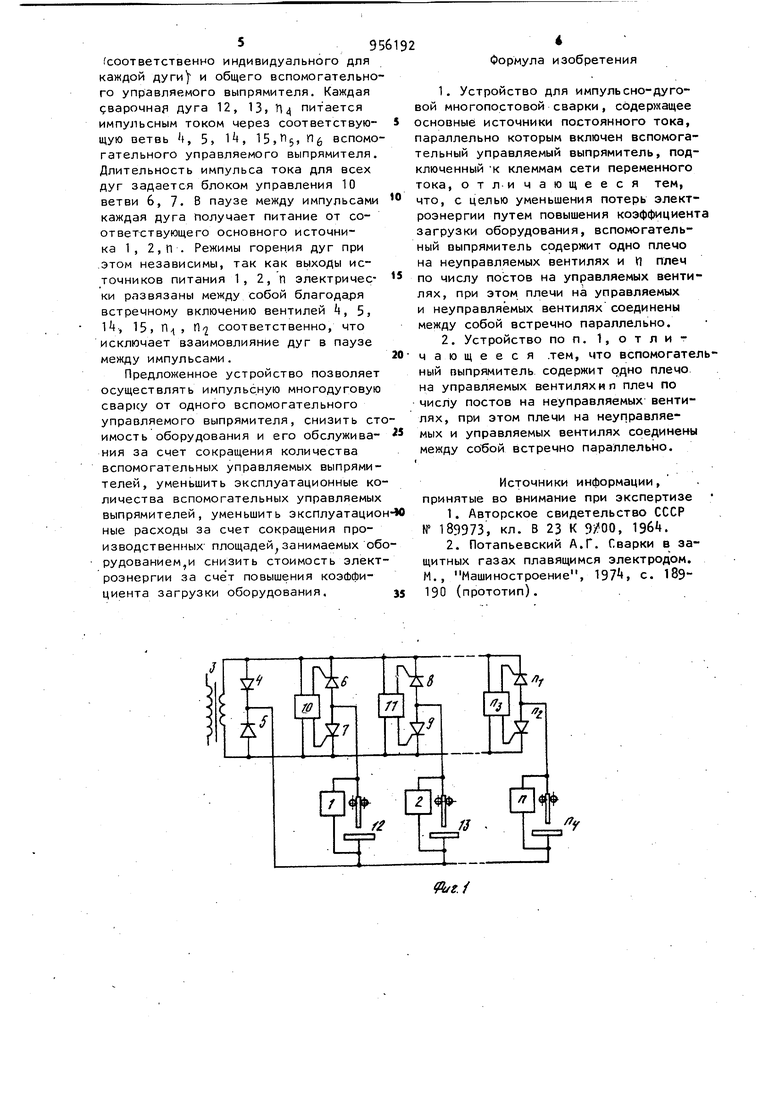
Изобретение относится к области сварочного производства и служит для обеспечения управляемого переноса металла при механизированной многопостовой дуговой сварке плавящимся электродом конструкций из различных металлов и сплавов в аргоне и при сварке в активных газах активированным электродом, а также для импульсн дуговой многопостовой сварки неплавящимся электродом и может быть использовано в различных отраслях маши ностроения. Известно устройство для питания сварочной дуги импульсным током, содержащее источник постоянного тока и вспомогательный выпрямитель IJ . Известное устройство предназначено для питания одной сварочной дуги и не.может быть применено для питания одновременно нескольких дуг; та как схема устройства не обеспечит электрической развязки дуг во время отсутствия импульсов, вследствие че го невозможно существование нескольких .сварочных дуг и получение качественных сварных соединений. /|ля многодуговой сварки необходимо применять основной и импульсный источники для питания каждой дуги. Наиболее близким по технической сущности к изобретению является устройство для многопостовой импульсиодуговой сварки, содержащее источник постоянного тока и параллельно включенный вспомогательный управляемый выпрямитель., питаемый от сети переменного тока 2 . В известном устройстве в качестве управляемого выпрямителя может быть применен генератор ГИ-ИДС-1, предназначенный для питания одной дуги с частотой 100 имп/с и позволяющий одновременно питать две дуги импульсами с частотой 50 имп/с. Питание двух дуг это устройство обеспечивает за счет преобразования схемы двухполупериодного выпрямления в две схемы однополупериодного выпрямления. Однако это устройство обеспечивает питание не более двух дуг. При этом частота импульсов тока на каждо дуге равна частоте питающей сети переменного тока. При работе устройств с частотой импульсов тока равной час тоте питающей сети на одну дугу, силовой трансформатор устройства работает с подмагничиванием железа постоянной составляющей импульсного тока, что приводит к повышению потерь электроэнергии и снижению мощности. Устройство не позволяет осуществлять индивидуальное регулирование параметров импульсов дуг, что Heo6xot димо при изготовлении различных сварных конструкций. Известное устройство обеспечивает питание только одной ду ги импульсами тока с частотой, равной удвоенной частоте питающей сети, так как схема устройства не обеспечивает электрической развязки сварочны.х дуг во время отсутствия импульсов. Для многодуговой сварки необходимо применять основной источник питания и импульсное устройство для питания каж дой дуги, что приводит к значительному увеличению стоимости используемого оборудования и затрат на его эксплуатацию., Целью изобретения является уменьшение потерь электроэнергии за счет повышения коэффициента загрузки оборудования. Поставленная цель достигается тем что в устройстве для импульсно дуговой многопостовой сварки, содержащем .основные источники постоянного тока, параллельно которым включен вспомогательный управляемый выпрямитель, подключенный к сети переменного тока, вспомогательный выпрямитель содержит одно плечо на неуправляемых-вентилях и fl плеч (по числу постов), на управляемых вентилях, при этом плечи на управляемых и неуправляемых вентилях соединены между собой встречно параллельно, и тем. Вспомогательный выпрямитель содержит одно плечо на управляемых вентилях и п- плечо по числу постов на неуправляемых вентилях. Плечи на неуправляемых и управляемых вентилях соединены между собой встреч но параллельно. На фиг. 1 изображена схема устройства для импульсно-дуговой многопосто вой сварки, обеспечивающая индивидуальное регулирование параметров импульсов; на фиг. 2 - схема .устройства для импульсно-дуговой многопостовой сварки импульсами тока одинаковых параметров. Устройство изображенное на фиг. 1, содержит основные источники 1,2, вспомогательный управляемый выпрямитель, состоящий из силового трансформатора 3,- вентилей k-Э, п, п, из которых вентили k, 5 образуют неуправляемую ветвь, а вентили 6-9,п,П2 - управляемые ветви вентильного моста, и блоков управления 10, 11, п,, 12, 13,{п4 (сварочные дуги). Устройство работает следующим образом. Для сварки в импульсном режиме дуги. 12, 13 и П4. получают питание от двух источников: основного -1, 2, (соответственно индивидуального для каждой дуги) и общего вспомогательного управляемого выпрямителя. Каждая Ьварочная дуга 12, 13, П питается импульсным током через соответствующую ветвь: 6-9, П, П2 вспомогательного управляемого выпрямителя. Длительность импульса тока задается для каждой из дуг индивидуальным блоком управления 10, 11, щ соответствующей ветви 6-9, Пи П-2 . В паузе между импульсами каждая из дуг получает питание от соответствующего основного источника питания 1, 2, П . Режимы горения дуг при-этом независимы, так как выходы основных, источников 1, 2, П электрически развязаны между собой благодаря встречному включению вентилей 6-9 П,, П2 соответственно, что исключает взаимовлияние дуг в паузе между импульсами , Устройство, изображенное на фиг, 2, содержит основные источники 1, 2, п , вспомогательный управляемый выпрямитель, состоящий из силового трансформатора 3, вентилей , 05, из которых управляемые вентили 6, 7 образуют управляемую ветвь, а вентили , 5, 1, 15, г,Г неуправляемые ветви вентильного моста, и блоков управления 10, 12, 1 3 , 4 (Р ные дуги) , Устройство работает следующим образом. Для сварки в импульсном режиме дуги 12, 13, П4 получают питание от двух источников: основного 1, 2,п 59 (соответственно индивидуального для каждой дугиУ и общего вспомогательно го управляемого выпрямителя. Каждая уварочная дуга 12, 13, П4 питается импульсным током через соответствующую ветвь f, 5, 1, 15,51 б вспомо гательного управляемого выпрямителя. Длительность импульса тока для всех дуг задается блоком управления 10 ветви 6, 7. В паузе между импульсами каждая дуга получает питание от соответствующего основного источника 1, 2,п . Режимы горения дуг при .этом независимы, так как выходы источников питания 1, 2, п электрически развязаны между собой благодаря встречному включению вентилей k, 5, , 15, П , П соответственно, что исключает взаимовлияние дуг в паузе между импульсами. Предложенное устройство позволяет осуществлять импульсную многодуговую csapicy от одного вспомогательного управляемого выпрямителя, снизить сто имость оборудования и его обслужива ния за счет сокращения количества вспомогательных управляемых выпрямителей, уменьшить эксплуатационные количества вспомогательных управляемых выпрямителей, уменьшить эксплуатацион ные расходы за счет сокращения производственных площадей занимаемых обо рудованием,и снизить стоимость электроэнергии за счет повышения коэффициента загрузки оборудования. Формула изобретения 1.Устройство для импульсно-дуговой многопостовой сварки, содержащее основные источники постоянного тока, параллельно которым включен вспомогательный управляемый выпрямитель, подключенный К клеммам сети переменного тока, от л-и чающееся тем, что, с целью уменьшения потерь электроэнергии путем повышения коэффициента загрузки оборудования, вспомогательный выпрямитель содержит одно плечо на неуправляемых вентилях и Ц плеч по числу постов на управляемых вентилях, при этом плечи на управляемых и неуправляемых вентиляхсоединены между собой встречно параллельно. 2.Устройство по п. 1, о т л и чающееся .тем, что вспомогательный выпрямитель содержит одно плечо. на управляемых вентиляхип плеч по числу постов на неуправляемых вентилях, при этом плечи на неуправляемых и управляемых вентилях соединены между собой встречно параллельно. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР N° 189973, кл. В 23 К 9)00, Э6k. 2.Потапьевский А.Г. Сварки в защитных газах плавящимся электродом, М., Машиностроение, 197, с. 189190 (прототип).
1
/7r I
/7
/f
ие.г
