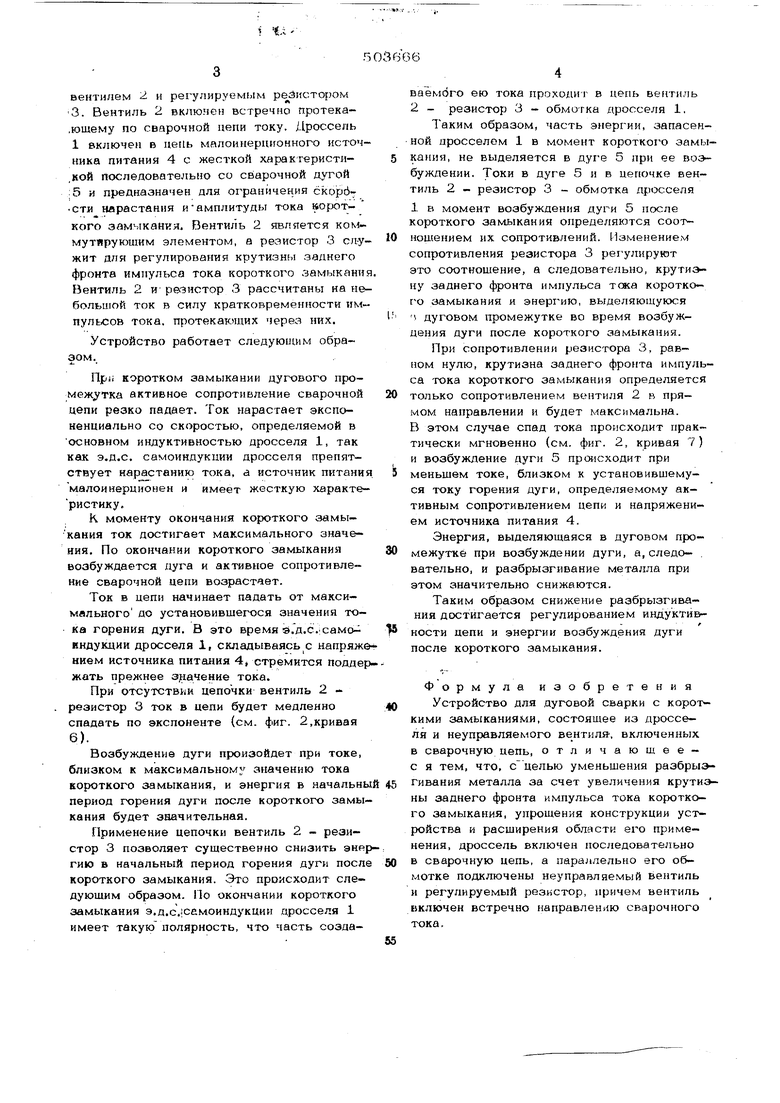
вентндем и регулируемым рейистором 3. Вентиль 2 вклюяен встречFIO протека.юшему по сварочной цепи току. Дроссель 1 включен в цепь малоннерционного источника питания 4 с жесткой характеристи,кой последовательно со сварочной дугой :5 и предназначен для ограничения ckojpd сти нарастания и-амплитуды тока короткого замыкания. Вентиль 2 является KONIмутяруюшим элементом, а резистор 3 спужит для регулирования крутизны заднего фронта имиулг са тока короткого замыкания Вентиль 2 и резистор 3 рассчитаны на небольшой ток в силу кратковременности им- пульхзов тока, протекающих через них.
Устройство работает следуюишм образом.
Ofjii коротком замыкании дугового промежутка активное сопротивление сварочной цепи резко падает. Ток нарастает экспоненциально со скоростью, определяемой в ск:новном индуктивностью дросселя 1, так как э.д.с. самоиндукции дросселя препятствует нарастанию тока, а источник питания малоинерционен и имеет жесткую характе- ристику.
К моменту окончания короткого замыкания ток достигает максимального значения. По окончании короткого замыкания возбуждается дуга и активное сопротивление сварочной цепи возрастает.
Ток в цепи начинает падать от максимального до установившегося значения тока горения дуги. В это время э.д.с .:само индукции дросселя 1, складываясь с напряже иием источника питания 4j стремится поддержать прежнее значение тока.
При отсутствии цепочки вентиль 2 резистор 3 ток в цепи будет медленно
спадать по экспоненте (см. фиг. 2,кривая 6).
Возбуждение дуги произойдет при токе, близком к максимальному значению тока короткого замыкания, и энергия в начальны период горения дуги после короткого замыкания будет значительная.
Применение цепочки вентиль 2 - резистор 3 позволяет существенно снизить энер гию в начальный период горения дуги после короткого замыкания. Это происходит следующим образом. По окончании короткого замыкания э.д.с.:самоиндукции дросселя 1 имеет такую полярность, что часть создаваембго ею тока проходит в цепь вентиль 2 .- резистор 3 - обмотка дросселя 1.
Таким образом, часть энергии, запасенной дросселем 1 в момент короткого замыкания, не выделяется в дуге 5 при ее возбуждении. Токи в дуге 5 и в цепочке вентиль 2 - резистор 3 - обмотка дросселя
1 в момент возбуждения дуги 5 после короткого замыкания определяются соотношением их сопротивлений. Изменением сопротивления резистора 3 регулируют это соотношение, а следовательно, крутизiiy заднего фронта импульса тока короткого замыкания и энерхию, выделяющуюся ( дуговом промежутке во время возбуждения дуги после короткого замыкания.
При сопротивлении резистора 3, равном нулю, крутизна заднего фронта импульса тока короткого замыкания определяется только сопротивлением вентиля 2 в прямом направлении и будет максимальна. В этом случае спад тока происходит практически мгновенно (см. фиг. 2, кривая 7) и возбуждение дуги 5 происходит при меньшем токе, близком к установившемуся току горения дуги, определяемому активным сопротивлением цепи и напряжением источника питания 4.
Энергия, выделяющаяся в дуговом промежутке при возбуждении дуги, а,следо- . вательно, и разбрызгивание металла при этом значительно снижаются.
Таким образом снижение разбрызгивания достигается регулированием индуктивг- f
ности цепи и энергии возбуждения дуги после короткого замыкания.
Формула изобретения
Устройство для Дуговой сварки с корот кими замыканиями, состоящее из дросселя и неуправляемого вентиля, включенных в сварочную цепь, отличающее- с я тем, что, с целью уменьшения разбрыэгивания металла за счет увеличения крутиэны заднего фронта импульса тока короткого замыкания, упрощения конструкции устройства и расширения области его применения, дроссель включен последовательно в сварочную цепь, а параллельно его обмотке подключены неуправляемый вентиль и регулируемый резистор, причем вентиль включен встречно направлению сварочного тока.
.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дуговой сварки с короткими замыканиями | 1976 |
|
SU612759A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
| Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка | 1973 |
|
SU519293A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ СВАРОЧНОЙ ДУГИ ПЕРЕМЕННОГО ТОКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2065344C1 |
| Устройство для электродуговой сварки с короткими замыканиями | 1975 |
|
SU551134A1 |
| ИСТОЧНИК ПИТАНИЯ ДЛЯ ДУГОВОЙ СВАРКИ | 1993 |
|
RU2063314C1 |
| Устройство для электродуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1064555A1 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1712095A1 |
| СПОСОБ ВОЗБУЖДЕНИЯ ЭЛЕКТРИЧЕСКОЙ ДУГИ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2155120C1 |
вVdФи.2
