Изобретение относится к дуговой сварке металлов плавящимся электродом диаметром 0,8-1,6 мм в защитных газах на режимах с короткими замыканиями дугового промежутка каплями электродного металла и может найти применение при изготовлении конструкций в различных отраслях промышленности и в строительстве.
Цель изобретения - повышение стабильности процесса сварки, стабилизации проплавления основного металла и геометрических параметров шва, снижения раз брызгивания металла.
Способосуществляется следующим обрааом.
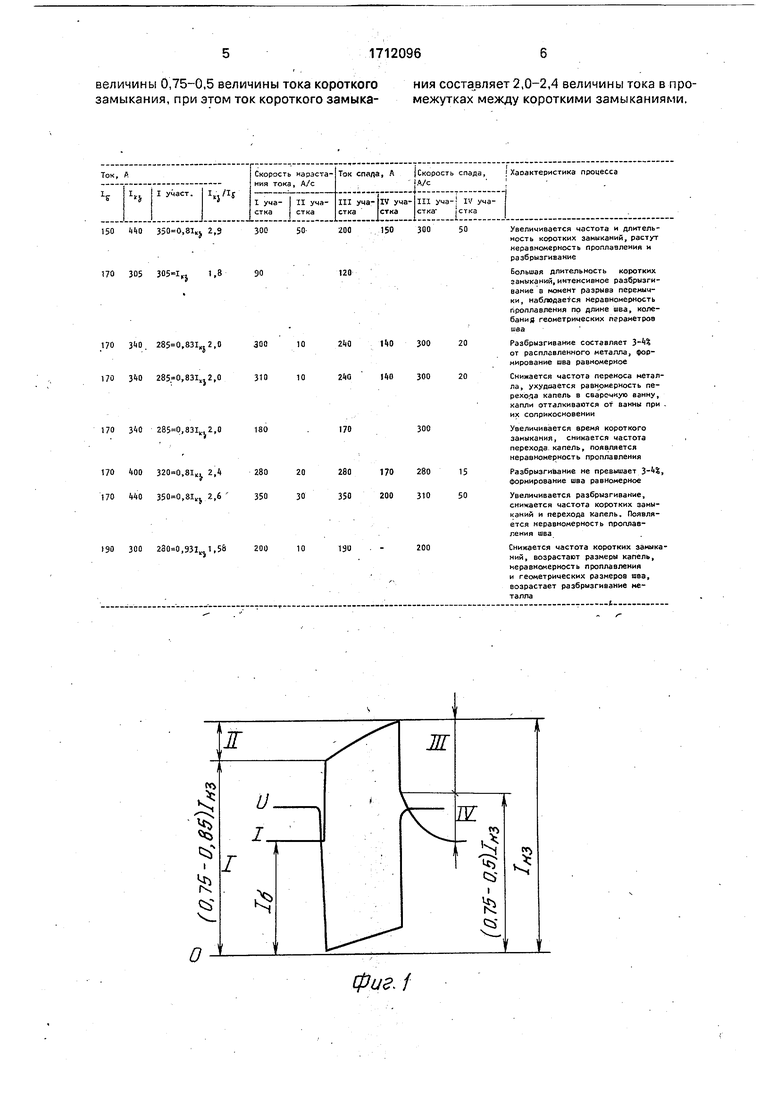
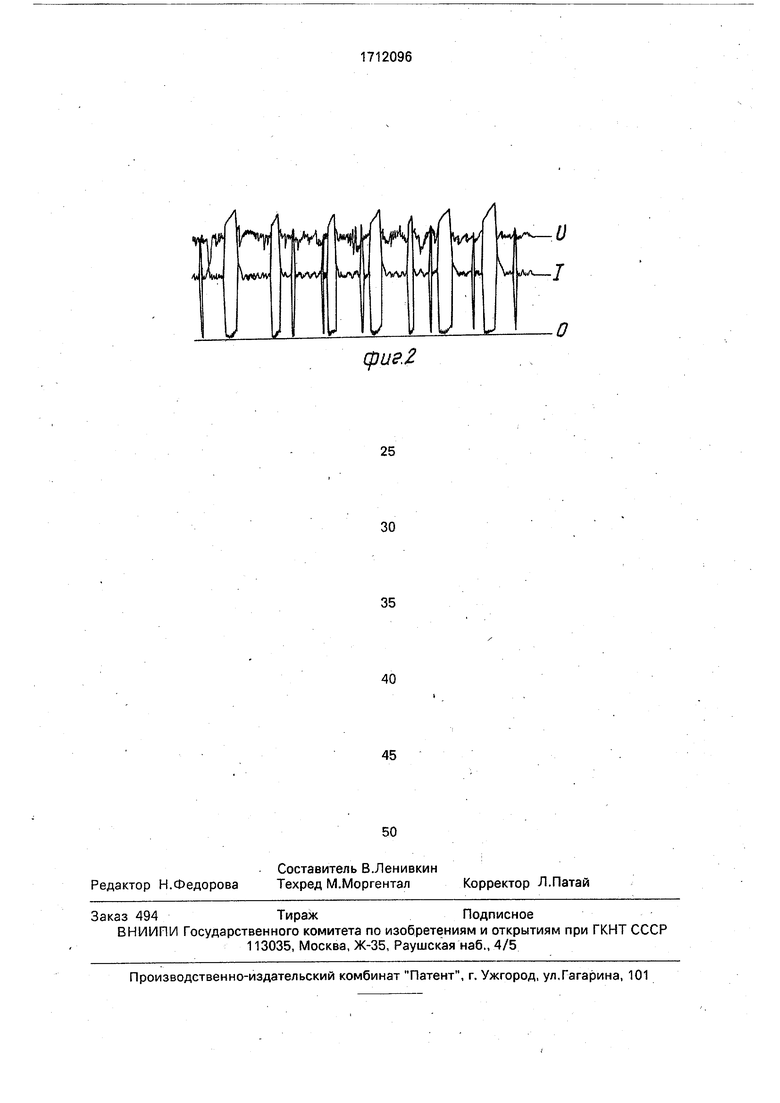
Сварку ведут плавящимся электродом в среде защитных газов с короткими замыканиями дугового промежутка, а между короткими замыканиями поддерживают маломощную дугу от дополнительного источника питания постоянного тока с регулируемым нгаклоном внешней характеристики. Между короткими замыканиями поддерживают дугу стоком постоянной величины, составляющей 0,8-0,94 тока сварки. В момент короткого замыкания скорость нарастания тока устанавливают в пределах 200-300 кА/с до достижения величины тока 0,750,85 тока короткого замыкания. Затем до разрыва перемычки ступенчато снижают скорость нарастания тока до величины 1080 кА/с и сохраняют ее до момента разрыва перемычки благодаря включению дополнительного источника питания с напряжением холостого хода ниже напряжения, равного сумме приэлектродных падений напряжения, В момент разрыва перемычки ток дуги снижают со скоростью 200-300 кА/с до величины 0,75-0,5 величины тока короткого замыкания. Ток короткого замыкания при этом составляет 2,0-2,4 величины тока в промежутках между короткими замыканиями. Такое ступенчатое изменение тока, скорости его нарастания и указанное соотношение позволяют принудительно управлять переносом металла во. время коротких замыканий дуги, а при горении дуги стабилизировать равномерность плавления электродной проволоки, проплавлениеи геометрические параметры шва. На фиг.1 приведена схема изменения тока и напряжения во времени при сварке с короткими замыканиями; на фиг.2 - осциллограмма тока и напряжения процесса сварки с короткими замыканиями, Пример. Проводилась сварка пластин из малоуглеродистой стали Ст. 3 толщиной 3 мм стыковым швом электродной проволокой Св - 0,8 Г2С диаметром 1,2 мм. Сварка осуществлялась сварочной головкой с независимой постоянной скоростью подачи электродной проволоки. Питание дуги осуществлялось от двух источников питания (основного и дополнительного). Основной источник - стабилизатор тока, имеет штыковую характеристику, а дополнительный слегка падающую вольт-амперную характеристику. Напряжение холостого хода дополнительного источника питания устанавливалось ниже суммы приэлектродных падений напряжения. Процесс сварки осуществляется следующим образом. Плавящаяся электродная проволока и изделие подключены к клеммам двух источников постоянного тока, включенным на параллельную работу. В цепь дополнительного источника питания (сварочного генератора ПСГ-500) включен разделительный диод. Параметры режима фиксировались светолучевым и электронным осциллографами. Качество шва и его формирование определялось визуальным осмотром и по увеличенным изображениям продольных и поперечных макрошлифов сварных соединений. Исходные данные, физические и технологические параметры процесса сварки сведены Б таблицу, и Как видно из данных таблицы, наилучшее формирование шва и наименьшие потери металла на разбрызгивание достигается при параметрах предлагаемого способа. Уменьшение скорости нарастания тока короткого замыкания и его величины нижеуказанных пределов приводит к увеличению длительности короткого замыкания, снижению частоты переноса капель и ухудшению формирования шва. Увеличение скорости нарастания тока короткого замыкания выше предлагаемой приводит к тому, что при соприкосновении капли металла на торце электрода со сварочной ванной капля отталкивается от последней, снижается частота переноса, увеличиваются размеры капель, что способствует росту потерь металла. Использование предлагаемого способа обеспечивает по сравнению с известными способами следующие преимущества: -равномерное формирование шва с плавным переходом к основному металлу с мелкой чешуйчатостыо благодаря стабилизации тока горения дуги; -увеличение частоты и уменьшение размеров капель при переходе электродного металла в сварочную ванну при одинаковой скорости подачи электродной проволоки; -потери металла не превышают 4%; -практически отсутствует набрызгивание металла в околошовной области. Формула изобретения Способ дуговой сварки плавящимся электродом в среде защитных газов, при котором сварку осуществляют с короткими замыканиями дугового промежутка, а между короткими замыканиями поддерживают маломощную дугу от дополнительного источника питания постоянного тока с регулируемым наклоном внешней характеристики, отличающийся тем, что, с целью повышения стабильности процесса сварки, стабилизации проплавления основного металла и геометрических параметров, снижения разбрызгивания металла, между короткими замыканиями поддерживают дугу с током постоянной величины, составляющей 0,8-0,94 тока сварки,, в момент короткого замыкания скорость нарастания тока устанавливают в пределах 200-300 кА/с до достижения величины тока 0,750,85 тока короткого замыкания, затем до разрыва перемычки ступенчато снижают скорость нарастания тока до величины 1080 кА/с, а в момент разрыва перемычки ток дуги снижают со скоростью 200-300 кА/с до
величины 0,75-0,5 величины тока короткого замыкания, при этом ток короткого замыкания составляет 2,0-2,4 величины тока в промежутках между короткими замыканиями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1745459A1 |
| Способ дуговой сварки плавящимся электродом | 1977 |
|
SU1041248A1 |
| СИНЕРГЕТИЧЕСКИЙ СВАРОЧНЫЙ ДРОССЕЛЬ | 1992 |
|
RU2041037C1 |
| Способ дуговой сварки плавящимся электродом | 1979 |
|
SU951810A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ ДУГОВОГО ПРОМЕЖУТКА | 1991 |
|
RU2035277C1 |
| Способ дуговой сварки плавящимся электродом | 1990 |
|
SU1712095A1 |
| Синергетический сварочный дроссель Сагирова | 1991 |
|
SU1811455A3 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| УСТРОЙСТВО УМЕНЬШЕНИЯ РАЗБРЫЗГИВАНИЯ | 2008 |
|
RU2397050C2 |
| Способ регулирования процесса дуговой сварки плавящимся электродом и устройство для его осуществления | 1987 |
|
SU1489942A1 |
Изобретение относится к дуговой сварке металлов плавящимся электродом диаметром 0,8-1,6 мм на режимах с короткими замыканиями дугового промежутка каплями электродного металла и может быть использовано в различных областях машиностроения. Целью изобретения являетсяповышение стабильности процесса сварки, стабилизации проплавления основного металла и геометрических параметров шва при одновременном снижении разбрызгивания металла. В способе между короткими замыканиями поддерживают дугу с током постоянной величины 1б =
150 Itko ,8lKj 2,Э30050-200150300 170 305 ,j 1,8 170 3iO. ,831„2,0300102liOНО 300 .J 170 , 2,0 310 10 300 170 ,831к-2,0 180 170 ЮО , 2,4 280 280 170 280 170 НО , 2,6 350 350 200 310 t90 300 ,.5 200 10 1ЭО . - 200 50 Увеличивается частота и длительность коротких замыканий, растут неравномерность проллазления и разбрызгивание Большая длительность коротких замыканий, интенсивное разбрызгивание в момент разрыва перемычки, наблюдается неравномерность проплавления по длине шва, колебания геометрических пграиетроа шва 0 Разбрызгивание составляет 3-4% от расплавленного металла, формирование шва равномерное 0 Снижается частота переноса металла, ухуд1аается paBHjDMepHocTb пеpexo.qa капель в сварочную ванну, капли отталкивается от ванны при . их соприкосновении Увеличивается время короткого замыкания, снижается частота перехода- капель, появляется неравномерность проплавления 5 Разбрызгивание не превышает З формирование шва равномерное 0 Увеличивается разбрызгивание, снижается частота коротких замыканий и перехода капель. Появляется неравномерность лроплааления шва Снижается частота коротких замыканий, возрастают размеры капель, неравномерность лроллавления и геометрических размеров шва, возрастает разбрызгивание металла
сриг.2
| Потапьевский А.Г | |||
| Сварка в защитных газах плавящимся электродом | |||
| Машиностроение, 1974, с | |||
| Коловратный насос с кольцевым поршнем, перемещаемым эксцентриком | 1921 |
|
SU239A1 |
