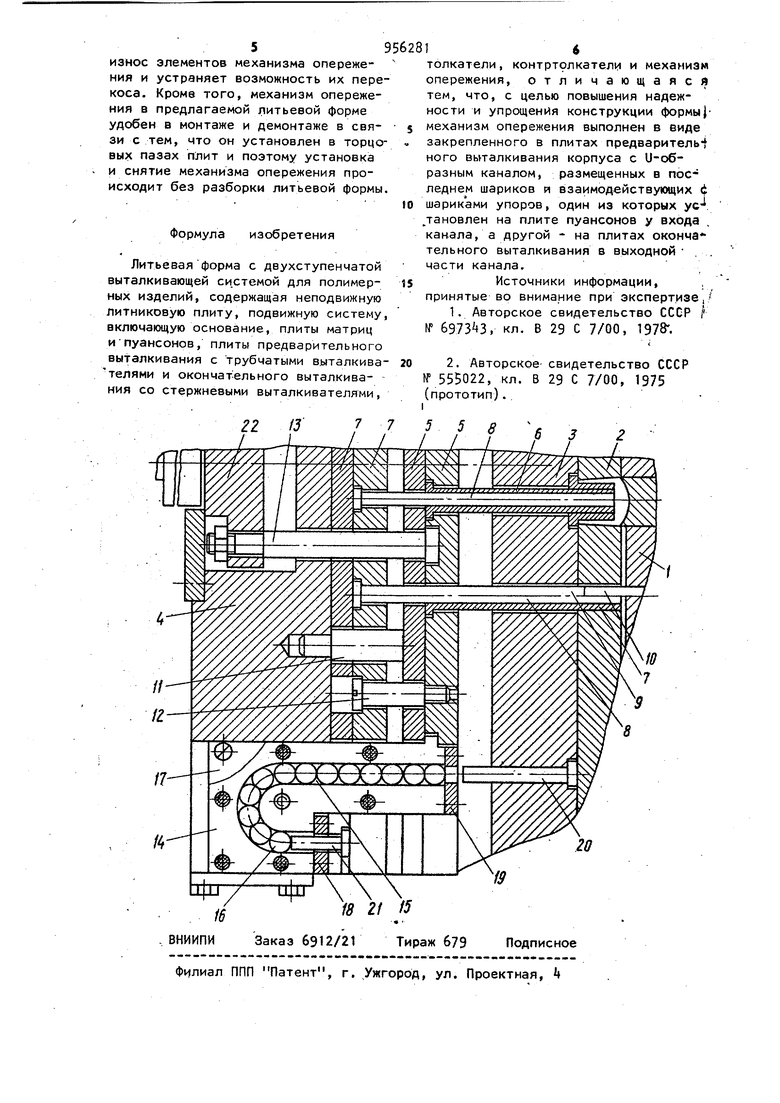
ки, выполненной с продольным пазом и упорами, взаимодействующей с плито предварительного выталкивания и снаб женной ползушкой с шарнирно связанными между собой рычагами, свободные концы которых соединены ocfito, размещенной в продольномпазу втулки. К недостаткам известной формы относятся сложность конструкции, на- , стройки и сборки механизма опережения, а также ненадежность его в рабо те из-за быстрого износа оси , ползушки, втулки и шарниров рычагов и возможности заклинивания оси, соединяющей концы рычагов в продольном лазу втулки. Целью изобретения является повы.шение надежности литьевой формы и упрощение конструкции. Поставленная цель достигается тем, что у литьевой формы с-двухступенчатой выталкивающей системой для полимерных изделий, содержащей неподвижную литниковую плиту, подвижную систему, включающую основание, плиты матриц и пуансонов, плиты предварительного выталкивания с трубчатыми выталкивателями и окончательного выталкивания со стержневыми выталкивателями, толкатели, контр толкатели и механизм опережения, механ1 зм опережения выполнен в виде закрепленного в плитах предварительного выталкивания корпуса с U-образным каналом, размещенных в последнем шариков и взаимодействующих с шариками упоров, один из которых установлен на плите пуансонов у входа канала, а другой - на плитах окончательного выталкивания в выходной части канала. На чертеже изображена литьевая форма, продольный разрез. Литьевая форма содержит неподвижную литниковую плиту. 1 и подвижную систему, включающую плиту 2 матриц, плиту пуансонов 3 основание 4, плиты 5 предварительного выталкивания с трубчатыми выталкивателями 6, плиты 7 окончательного выталкивания со стержневыми выталкивателями 8, конт выталкиватели 9 установленные в плитах 7 окончательного выталкивания, контрвыталкиватели 10, закрепленные в литниковой неподвижной пли те 1 , упоры П, винты 12, то}1катели 13 и механизм опережения, выполненный в виде закрепленного В плитах 5 предварительного выталкивания корпу са И с и-образным каналом 15. заполненного шариками 16 и закрытого крышками и упоров 20 и 21 а также плиту 22. Упор 20 установлен на плите пуансонов 3 У входа в канал 15, а упор 21 закреплен в плитах 7 Окончательного выталкивания в выходной части канала 15. Литьевая форма работает следующим образом. При раскрытии формы гидровыталкиватель литьевой машины (не показан) толка,ет плиту 22 и через толкатели 13 движение передается плитам 5 предверительного выталкивания и через винты 12 - плитам 7 окончательного выталкивания. В результате этого трубчатые выталкиватели 6, стержневые выталкиватели .8 и механизм опе|эежения получают одинаковые поступательные перемещения. В конце перемещения .шарики .16 наталкиваются на упор 20 и, перемещаясь по Ll-образному каналу 15 сообщают дополнительнов движение через упор 21 плитам 7 окончательного выталкивания, при этом стержневые выталкиватели 8, имеющие меньшую площадь контакта с изделиями из пластмасс, чем трубча-. тые выталкиватели 6, получают дополнительную скорость. В результате чего изделия легко отделяются от трубчатых и стержневых выталкиваteлeй. При закрытии формы возвращают пли ты 7 окончательного выталкивания контрвыталкивателями 9 и 10, плиты 5 предварительного выталкивания винтами 12, шарики 16 - упором 21. 8 предлагаемой литьевой форме плиты окончательного выталкивания, а следовательно, и сами, стэржневые выталкиватели, имеющие меньшую площадь соприкосновения с изделиями из пластмасс, чем трубчатые выталкиватели, получают в конце выталкивания изделий дополнительную скорость, необходимую для надежного отделения изделия от выталкивателей. Предлагаемая литьевая форма имеет механизм опережения более простой конструкции по сравнению с механйз-. мом опережения известной литьевой формы. Мех-анизм опережения в предлагаемой форме прост в изготовлении, надежен в работе, так как в нем заменено трение скольжения перемещаемых поверхностей на трение качения, что значительно уменьшает
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма с двухступенчатой выталкивающей системой | 1975 |
|
SU555022A1 |
| Литьевая форма с двухступенчатым выталкиванием изделия | 1980 |
|
SU929437A1 |
| Литьевая форма с двухступенчатой выталкивающей системой | 1986 |
|
SU1366415A1 |
| Пресс-форма для литья выплавляемых мо-дЕлЕй | 1979 |
|
SU831341A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма с двухступенчатой выталкивающей системой | 1988 |
|
SU1597280A1 |
| Пресс-форма для литья выплавляемых моделей | 1978 |
|
SU740401A1 |
| Прессформа для литья под давлением | 1975 |
|
SU534300A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1990 |
|
SU1794687A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1353632A2 |
