Изобретение относится к области переработки пластических масс в изделия и может быть использ овано в различных областях промышленности, например радиотехнической, для изготовления преимуще- ственно крупногабаритных изделий декоративного назначения..
Известна литьевая форма, которая обеспечивает производство изделий при надежной работе выталкивающей системы.
Эта литьевая форма состоит из двух полуформ. Подвижная полуформа снабжена шарнирно закрепленными на плите выталкивателей изделий двуплечими рычагами, взаимодействующими с одной стороны с подвижной плитой, а с другой - с хвостовиком. Литьевая форма снабжена также размещенной между плитами выталкивателей и матриц дополнительной плитой.
Эта известная литьевая форма имеет существенный недостаток, заключающийся в том, что на ней нельзя производить крупногабаритные изделия декоративного назначения, требующие смещения центра давления выталкивания относительно оси литьевой машины, т. е. центрального литьевого канала.
Общеизвестно, что на поверхности декоративных изделий не допускаются следы от среза литника, поэтому литниковый канал должен быть подведен в какое-нибудь отверстие, имеющееся на поверхности изделия или вместо, закрепленное,например, шильдиком.
Такое расположение литника,, как правило, не совпадает с центром давления выталкивания. Толкание же изделия не в центре давления выталкивания даже при небольшом смещении приводит к.поломке, а при большом вообще неработоспособно.
Наиболее близким техническим решением является литьевая форма, предназначенная для производства изделий, у которых ось, проходящая через центр давления выталкивания смещена от оси центрального хвостовика.
Эта форма состоит из неподвижной и подвижной полуформы. Последняя содержит плиту выталкивателей и механизм ее перемещения, включающий хвостовик, нижнюю плиту и шарнирно закрепленный коленчатый рычаг, установленный с воз- можнрстью взаимодействия как с плитой выталкивателей, так и с центральным хвостовиком.
Однако такой механизм перемещения выталкивающей системы может обеспечить надежную работу только при небольшом ходе выталкивающей системы, т. е. малом угле подъема рычага. С увеличением величины
хода выталкивающей системы надежность работы формы понижается пропорционально смещению центра приложения силы относительно первоначального положения.
Следовательно, необходимость производства изделий с высоким боковыми стенками, т. е. с большим ходом выталкивающей системы неминуемо приведет к перекосу независимо от нагрузки, что практически и
наблюдается даже при незначительном смещении точки приложения силы относительно центра давления в обычных конструкциях. Учитывая, что перекосы выталкивающей системы сопровождаются
5 поломкой, то использование этой известной конструкции в таких случаях невозможно.
Целью изобретения является высокая надежность работы формы при увеличении хода выталкивающей системы.
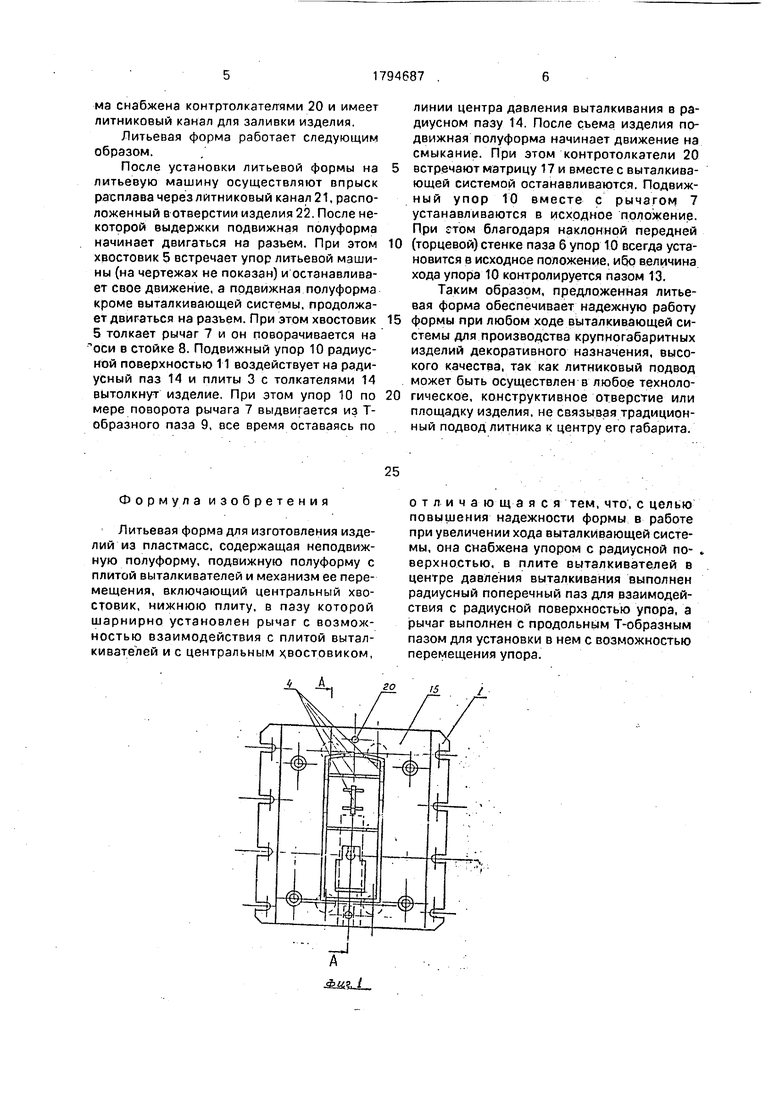
0На фиг. 1 показан вид литьевой формы в плане по плоскости разъема полуформ; на фиг. 2 - сечение А-А на фиг. 1 (литьевая форма показана в сомкнутом положении после заполнения расплавом); на фиг. 3 - то
5 же, после съема изделия; на фиг. 4 - сечение Б-Б на фиг. 2.
Литьевая форма содержит неподвижную полуформу и подвижную полуформу. К нижней плите 1 подвижной полуформы же0 стко прикреплены стойки 2, между которыми размещены плиты выталкивателей 3, несущие толкатели 4. Подвижная полуфор- ма имеет также механизм перемещения плит выталкивателей 3, включающий цент5 ральный Хвостовик 5 и встроенный в пазу 6 нижней плиты 1 рычаг 7. Рычаг шарнирно закреплен на стойке 8 и имеет продольный Т-образный паз 9, в котором подвижно вставлен упор 10, выполненный с радиусной
0 поверхностью 11. Упор 10 имеет штифт 12, ограничивающий его перемещение пр пазу 13, выполненному в рычаге 7. В плите выталкивателей 3 выполнен поперечный радиусный паз 14, проходящий через центр
5 давления выталкивания. Таким образом, рычаг 7 установлен с возможностью взаимодействия своей средней частью с центральным хвостовиком 5, а радиусной поверхностью 11 свободного конца упора
0 ю с плитой выталкивателей в точке, соответствующей центру давления выталкивания.
К стойке 2 жестко прикреплена обойма 15, в которой размещен пуансон 16 симмет5 рично относительно центра давления выталкивания. Неподвижная полуформа состоит из матрицы 17, плиты 18, а также литниковой втулки 19. Подвижная полуформа состоит из матрицы 17, плиты 18, а также литниковой втулки 19. Подвижная полуформа снабжена контртолкатеяями 20 и имеет литниковый канал для заливки изделия. Литьевая форма работает следующим
образом.
После установки литьевой формы на литьевую машину осуществляют впрыск расплава через литниковый канал 21,расположенный в-отверстии изделия 22. После некоторой выдержки подвижная полуформа начинает двигаться на разъем. При этом хвостовик 5 встречает упор литьевой мзши- ны (на чертежах не показан) и останавливает свое движение, а подвижная полуформа кроме выталкивающей системы, продолжает двигаться на разъем. При этом хвостовик 5 толкает рычаг 7 и он поворачивается на -оси в стойке 8. Подвижный упор 10 радиусной поверхностью 11 воздействует на радиусный паз 14 и плиты 3 с толкателями 14 вытолкнут изделие. При этом упор 10 по мере поворота рычага 7 выдвигается из Т- образного паза 9, все время оставаясь по
линии центра давления выталкивания в радиусном пазу 14. После съема изделия подвижная полуформа начинает движение на смыкание. При этом контротолкэтели 20
встречают матрицу 17 и вместе с выталкивающей системой останавливаются. Подвижный упор 10 вместе с рычагом 7 устанавливаются в исходное положение. При етом благодаря наклонной передней
(торцевой) стенке паза 6 упор 10 всегда установится в исходное положение, ибо величина хода упора 10 контролируется пазом 13.
Таким образом, предложенная литьевая форма обеспечивает надежную работу
формы при любом ходе выталкивающей системы для производства крупногабаритных изделий декоративного назначения, высокого качества, так как литниковый подвод может быть осуществлен в любое технологическое, конструктивное отверстие или площадку изделия, не связывая традиционный подвод литника к центру его габарита.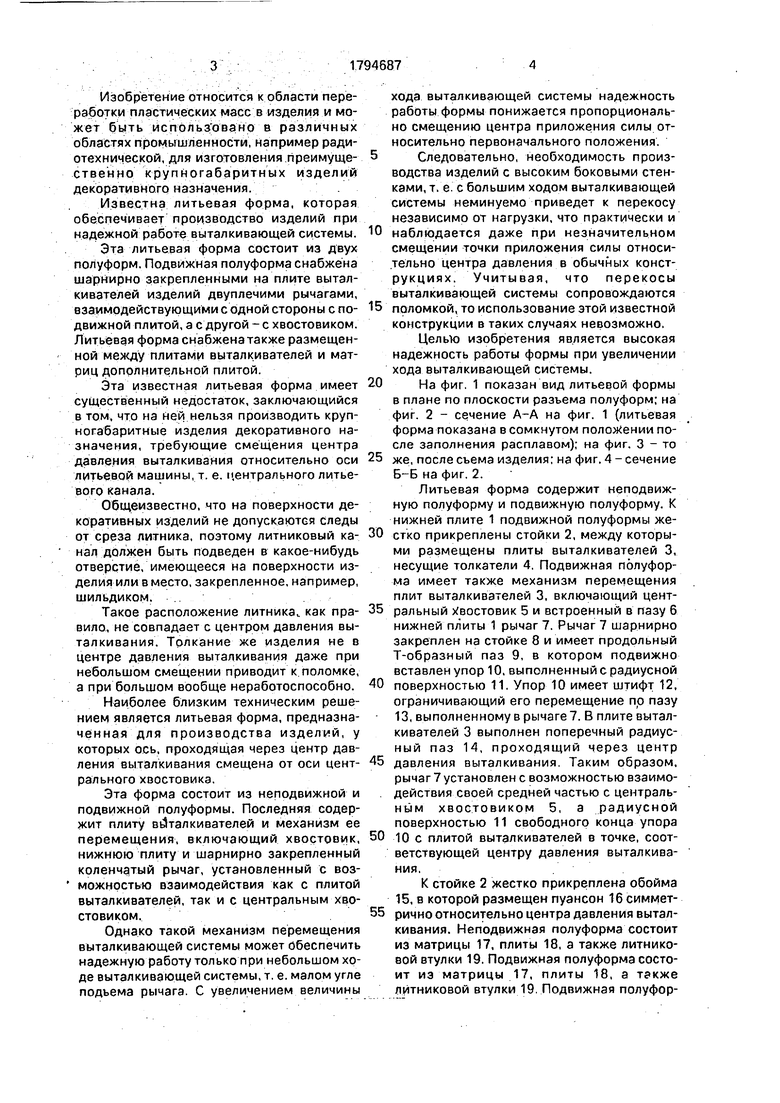
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с арматурой | 1983 |
|
SU1073111A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевая форма | 1984 |
|
SU1199645A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1362644A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU687714A1 |
| Литьевая форма для полимерных изделий | 1979 |
|
SU895689A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1763223A1 |
| Литьевая форма для изготовления армированных полимерных изделий | 1988 |
|
SU1609691A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |

Использование: в различных отраслях промышленности, в частности в радиотехнической для изготовления преимущественно крупногабаритных изделий. Цель - обеспечение высокой надежности работы формы при увеличении хода выталкивающей системы. Сущность изобретения: литьевая форма для изготовления изделий из пластмасс содержит .неподвижную платформу и подвижную с механизмом перемещения.плит выталкивателей 3, включающим центральный хвостовик 5 и встроенный в пазу 6 нижней плиты 1 рычаг 7, шарнирно закрепленный на стойке 8. В продольный Т-образный паз рычага 7 подвижно вставлен упор 10, выполненный с радиусной поверхностью 11. Упор 10 имеет штифт 12, ограничивающий его перемещение по пазу 13, выполненному в рычаге 7. Рычаг 7 установлен с возможностью взаимодействия своей средней частью с центральным хвостовиком 5, а радиусной поверхностью 11 свободного конца упора 10с плитой выталкивателей 3 в точке, соответствующей центру давления выталкивателей. 4 ил. ел
Формула изобретения
Литьевая форма для изготовления изделий из пластмасс, содержащая неподвижную полуформу, подвижную полуформу с плитой выталкивателей и механизм ее перемещения, включающий центральный хвостовик, нижнюю плиту, в пазу которой шарнирно установлен рычаг с возможностью взаимодействия с плитой выталкивателей и с центральным хвостовиком.
от л и ч а ю ща я с я тем, что, с целью повышения надежности формы в работе при увеличении хода выталкивающей системы она снабжена упором с радиусной по- верхностью. в плите выталкивателей в центре давления выталкивания выполнен радиусный поперечный паз для взаимодействия с радиусной поверхностью упора, а рычаг выполнен с продольным Т-образным пазом для установки в нем с возможностью перемещения упора.
| Литьевая форма для изготовления изделий из пластмасс | 1977 |
|
SU687714A1 |
| Солесос | 1922 |
|
SU29A1 |
| Прессформа для литья под давлением | 1983 |
|
SU1121144A1 |
