(54) ЛИТЬЕВАЯ ФОРМА С ДВУХСТУПЕНЧАТЫЛ1 ВЫТАЛКИВАНИЕМ ИЗДЕЛИЯ
1
Изобретение относится к переработке пластмасс методом литья под давлением.
Известна литьевая форма с двухступенчатой выталкивающей системой, содержащая неподвижную литниковую плиту, опорную плиту, плиты предварительного и окон- 5 чательного выталкивания с выталкивателями и центральный толкатель, взаимодействующий с плитами выталкивания, причем центральный толкатель выполнен в виде взаимодействующего с плитой окончатель- ю ного выталкивания подвижного стержня и концентрично размещенной на нем взаимодействующей с плитой предварительного выталкивания втулки с продольным пазом, снабженной упорами и размещенной между опорной плитой и упорами кольцевой пол- 5 зущкой с шарнирно связанными между собой рычагами, один конец которых щарнирно соединен с ползушкой, а другой их конец - с закрепленной на стержне осью, размещенной в продольном пазу 1.20
Недостаток этой литьевой формы состоит в том, что центральными толкатель, выполненный в виде стержня и концентрично размещенной на нем втулки, несущей на себе
ряд взаимосвязанных рычагов, вынесен за опорную плиту, что увеличивает габариты формы, делая ее громоздкой, а многозвенность рычажного механизма усложняет его изготовление и снижает надежность в работе.
Наиболее близкой к изобретению является литьевая форма с двухступенчатым выталкиванием изделия, содержащая неподвижную полуформу и подвижную, включающую плиты предварительного и окончательного выталкивания с размещенными в них выталкивателями и механизм принудительного совместного перемещения плит предварительного и окончательного выталкивания 2.
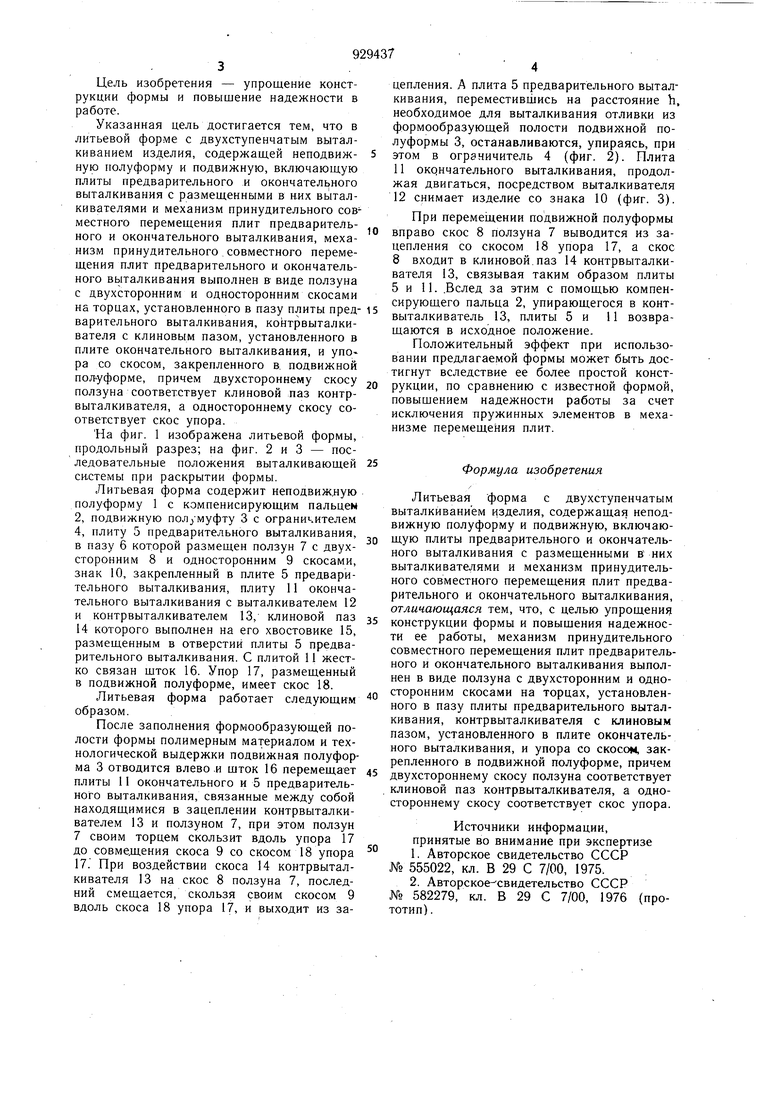
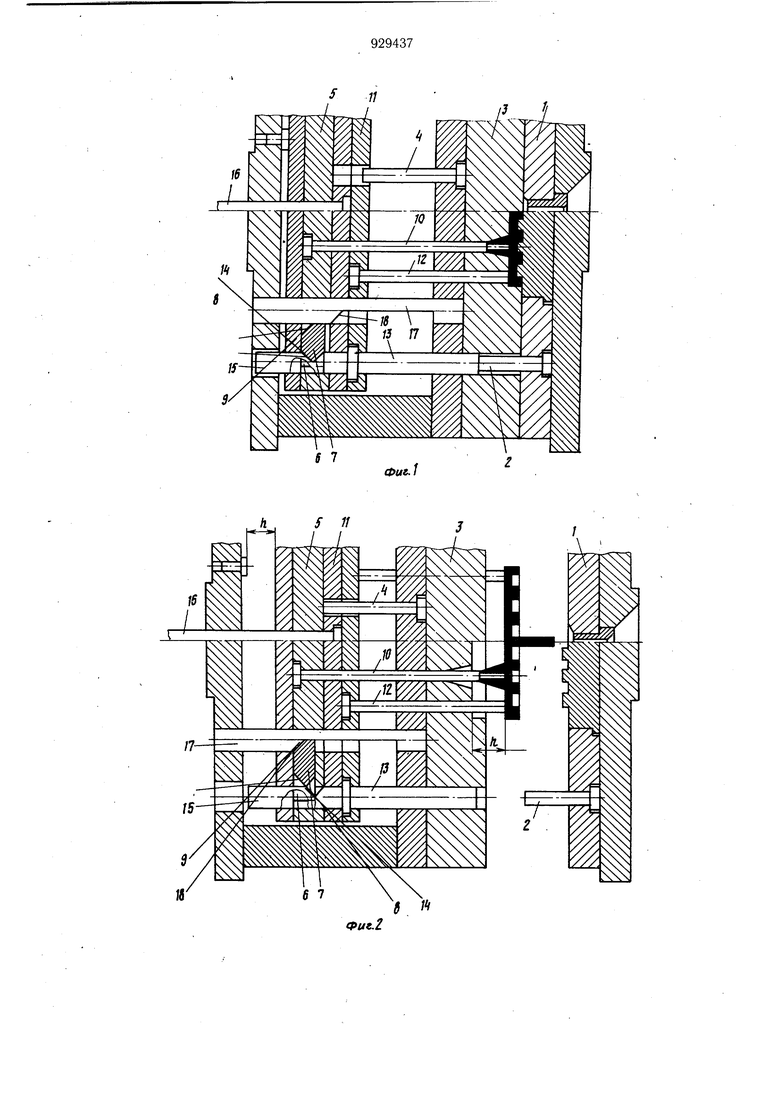
Однако в известной литьевой форме механизм принудительного совместного перемещения плит предварительного и окончательного выталкивания, выполненный в виде подпружиненного захвата, усложняет конструкцию формы. Кроме того, пружина в подпружиненном захвате не обеспечивает безотказную работу формы из-за потери упругости в процессе эксплуатации. Цель изобретения - упрощение конструкции формы и повышение надежности в работе. Указанная цель достигается тем, что в литьевой форме с двухступенчатым выталкиванием .елия, содержащей неподвижную полуформу и подвижную, включающую плиты предварительного и окончательного выталкивания с размещенными в них вь1талкивателями и механизм принудительного совместного перемещения плит предваритеЛь„прп U п.п„ият.г,кипгп «.,..п.„и„„а ,.«v.. ного и окончательного выталкивания, механизм принудительного совместного перемещения плит предварительного и окончательного выталкивания выполнен в виде ползуна с двухсторонним и односторонним скосами на торцах, установленного в пазу плиты предварительного выталкивания, контрвыталкивателя с клиновым пазом, установленного в плите окончательного выталкивания, и упо ра со скосо.м, закрепленного в. подвижной пол уформе, причем двухстороннему скосу ползуна соответствует клиновой паз контрвыталкивателя, а одностороннему скосу соответствует скос упора. На фиг. 1 изображена литьевой формы, продольный разрез; на фиг. 2 и 3 - последовательные положения выталкивающей системы при раскрытии формы. Литьевая форма содержит неподвиж.ную полуформу 1 с компенисирующим пальцем 2, подвижную полумуфту 3 с ограничителем 4, плиту 5 предварительного выталкивания, в пазу 6 которой размещен ползун 7 с двухсторонним 8 и односторонним 9 скосами, знак 10, закрепленный в плите 5 предварительного выталкивания, плиту 11 окончательного выталкивания с выталкивателем 12 и контрвыталкивателем 13, клиновой паз 14 которого выполнен на его хвостовике 15, размещенным в отверстий плиты 5 предварительного выталкивания. С плитой 11 жестко связан щток 16. Упор 17, размещенный в подвижной полуформе, имеет скос 18. пJ.Литьевая форма работает следующим о разом. После заполнения формообразующей полости формы полимерным материалом и технологической выдержки подвижная полуформа 3 отводится влево .и шток 16 перемещает плиты 11 окончательного и 5 предварительного выталкивания, связанные между собой находящимися в зацеплении контрвыталкивателем 13 и ползуном 7, при этом ползун 7 своим торцем скользит вдоль упора 17 до совмедцения скоса 9 со скосом 18 упора 17. При воздействии скоса 14 контрвыталкивателя 13 на скос 8 ползуна 7, последний смещается, скользя своим скосом 9 вдоль скоса 18 упора 17, и выходит из зацепления. А плита 5 предварительного выталкивания, переместивглись на расстояние h, необходимое для выталкивания отливки из формообразующей полости подвижной полуформы 3, останавливаются, упираясь, при этом в ограничитель 4 (фиг. 2). Плита 11окрнчательного выталкивания, продолжая двигаться, посредством выталкивателя 12снимает изделие со знака 10 (фиг. 3). При переме1цении подвижной полуформы от.-гг право СКОС 8 ползуна 7 ВЫВОДИТСЯ из зацепления со скосом 18 упора 17, а скос 8 входит в клиновой.паз 14 контрвыталкивателя 13, связывая таким образом плиты 5 и 11. .Вслед за этим с помощью компенсирующего пальца 2, упирающегося в конт11 возвравыталкиватель 13, плиты 5 и щаются в исходное положение. Положительный эффект при использовании предлагаемой формы может быть достигнут вследствие ее более простой конструкции, по сравнению с известной формой, повышением надежности работы за счет исключения пружинных элементов в механизме перемещения плит. Формула изобретения Литьевая форма с двухступенчатым выталкиванием изделия, содержащая неподвижную полуформу и подвижную, включающую плиты предварительного и окончательного выталкивания с размещенными в них выталкивателями и механизм принудительного совместного перемещения плит предварительного и окончательного выталкивания. отличающаяся тем, что, с целью упрощения конструкции формы и повышения надежности ее работы, механизм принудительного совместного перемещения плит предварительного и окончательного выталкивания выполнен в виде ползуна с двухсторонним и односторонним скосами на торцах, установлен н предварительного выталкивания, контрвыталкивателя с клиновым пазом, установленного в плите окончательного выталкивания, и упора со скосом, закрепленного в подвижной полуформе, причем двухстороннему скосу ползуна соответствует клиновой паз контрвыталкивателя, а одностороннему скосу соответствует скос упора. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 555022, кл. В 29 С 7/00, 1975. 2.Авторское-свидетельство СССР JMb 582279, кл. В 29 С 7/00, 1976 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма с двухступенчатым выталкиванием изделий | 1986 |
|
SU1380984A1 |
| Пресс-форма для литья выплавляемых моделей | 1978 |
|
SU740401A1 |
| Литьевая форма | 1989 |
|
SU1757899A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU876280A1 |
| Литьевая форма с двухступенчатой выталкивающей системой для полимерных изделий | 1980 |
|
SU956281A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1991 |
|
RU2037357C1 |
| Литьевая форма с двухступенчатой выталкивающей системой | 1988 |
|
SU1597280A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1117121A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1353632A2 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
/ Я 6 Фие.2
