Изобретение относится к переработке пластмасс и применимо при производстЕ е изделий методом литья под давлением и прессования в химической промышленности, в ман иностроении и является усовершенст- вованием изобретения по авт. св. Л 1140992.
Цель изобретения - повьинение надежности деления изделия путем предотвра- и|ения залипания его на трубчатом выталкивателе.
На чертеже представлена нредлагаемая литьевая форма, продольный разрез (над осью симметрии - форма в сомкнутом положении, под осью - в разомкнутом).
Литьевая форма содержит неподвижную плиту 1, на которой установлена матрица 2, офор.мляющая наружную поверхность изделия и систему туннельных литников.
В неподвижной плите 1 установлена лит- ннковая втулка 3 и наиравля10Н1,ие штыри 4. Подвижная часть литьевой формы содер
жит подвижную плиту о с установленным
формуюн.1им знаком б, опорную плиту 7 со скосом и закреп.ченными и ней .хвостовиком 8, выталкивателем 9 литника и контрвыталкивателем (не показан). Для выталкивания изделия нредназначеп трубчатый выта.:п иватель 10, размеп.1епный концентрич- но формуюпаему знаку 6 и выполненный разделенным па две, контактируюн1ие по плоскости . раздела А, части: часть Б, имеющую со стороны, обранденной к изделию, фланец, вь ступаюн1,ий за нределы изделия и часть В - выполненную со скосом на торце для взаимодействия с толкаюпшм скосом 11 плиты толкапия, которая выполнена в виде ползуна 12, пмеюш,его на другом торце опорный скос 13 Д.1Я взаи.модействия со скосо.м опорной пли- ты 7. Кроме того, часть Б снабжена винтовым пазом 14, которым она взаимодействует с пальцем 15, размещенным в одной из нлит подвижной полуформы, вдоль отверстия которой перемещается эта часть, а в ползуне 12 выполнен паз 16 для н)охода формующего знака 6.
Угол наклона опорного скоса 13 ползуна 12 к продольной оси литьевой формы выбр,ап по больи ей мере равным 45°, что гарантирует отсутствие заклинивания, а угол наклона толкающего скоса II выбран но .меньшей мере равным 45°.
Неравенство указанных углов наклона он()еделяет опережающий по отношению к .ходу трубчатого выталкивателя 10 ход опорной плиты 7, на которой размещен выталкиватель 9 литника, вследствие чего осупцх твляется отделение (отрыв) литии- КОВ01Ч) хода от изделия. В случае равенства углов наклона опорного 13 и толкающего 11 скосов ход нолзуна 12 равен ходу трубчатого выталкивателя., вследствие чего отделение (отрыв) литникового хода от изделия исключен.
5
0
5 0 5
с
п 5
Литьевая форма работает следующим образом.
После впрыска полимерного .материала и требуемой технологической выдержки движением подвижной плиты 5 влево осуществляется разъем формы, при этом .матрица 2 освобождает наружную поверхность изделия 17 и туннельный литник 18, а хвостовик 8 при дальнейшем движении упирается в упор литьевой машины, вследствие чего опорная плита 7 с размещенным на ней выталкивателем 9 литника останавливается, при этом скос на опорной плите 7 взаимодействует с опорным скосом 13 на торце ползуна 12, в результате чего он перемещается в направлении, перпендикулярном продольной оси формы, и, взаимодействуя толкающим скосом 11 с частью В трубчатого выталкивателя 10, перемещает эту часть и контактирующую с ней по плоскости раздела А часть Б в сторону, противоположную направлению движения подвижной плиты 5, снимая изделие 17 с формующего знака 6. Кроме того, вследствие перемещения трубчатого выталкивателя 10 вдоль формующего знака 6 часть Б трубчатого выталкивателя своим винтовым пазом 14 взаи.модействует с пальцем 15, в результате чего поворачивается вокруг своей продольной оси и относительно формующего знака 6 на некоторый угол, разрушая при этом адгезийную связь между изделием и фланцевой частью части Б выталкивателя 10, предотвращая тем самым зависание изделия на фланце трубчатого выталкивателя. В случае неравенства углов наклона опорного 13 и толкающего 11 скосов ползуна 12 и.меет .место опережающий, по отношению к ходу трубчатого выталкивателя 10 ход опорной плиты 7, на которой размещен выталкиватель 9 литника, вследствие чего осуществляется отделение (отрыв) литникового хода тунпель- ного нитателя 18 от изделия 17.
В процессе перемеп1.ения плиты толкания (ползуна 12) формующий знак 6 находится внутри паза 16, .выполненного в ползуне 12, а палец 15, находясь в винтовом пазу 14 части Б выталкивателя 10, удерживает эту часть от выпадания.
При смыкании формы трубчатый выталкиватель 10 за счет фланца, выступающего за пределы изделия 17, взаимодействует с матрицей 2, устанавливая ползун 12 в исходное положение, а контрвыталкиватель (не показан) возвращает в перво- начальное положение опорную плиту 7. Затем цикл повторяется.
Формула изобретения
. Литьевая форма для изготовления полимерных изделий но авт. св. № 1140992,
3 13536324
отличающаяся тем, что, с целью повы-го вращения относительно формующего знашения надежности удаления изделия путемка и снабжена винтовым пазом,
предотвращения залипания его на трубча-2. Литьева форма по п. 1, отличаютом выталкивателе, трубчатый выталкива-щаяся тем, что часть, не имеющая тортель выполнен разделенным на две контак-5 цового скоса, своим винтовым пазом
тирующие по плоскости раздела части,взаимодействует с пальцем, установленным в
при этом часть, не имеющая торцовогоодной из плит, вдоль отверстия которой
скоса, установлена с возможностью осево-перемещается эта часть.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Литьевая форма с двухступенчатым выталкиванием изделия | 1980 |
|
SU929437A1 |
| Литьевая форма для изготовления полимерных изделий с отверстиями | 1990 |
|
SU1775302A1 |
| Литьевая форма для изготовления изделий из пластмасс с поднутрениями | 1988 |
|
SU1599227A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Литьевая форма для изготовления сепараторов подшипников | 1985 |
|
SU1380982A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1243953A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1705107A2 |
Изобретение относится к переработке пластмасс и применимо при производстве изделий методом литья под давлением. Цель дополнительного изобретения - повышение надежности удаления изделия путем предотвращения залипания его на трубчатом выталкивателе. Предлагаемая форма содержит неподвижную плиту I, матрицу 2, оформляющую наружную поверхность изде- лия.и систему туннельных литников. На плите 1 установлена литниковая втулка 3 и направляющие штыри 4. Подвижная часть литьевой формы содержит подвижную плиту 5 и опорную плиту 7 со скосом. Для выталкивания изделия предназначен трубчатый выталкиватель 10, размещенный концентрично формующему знаку 6 и выполненный разделенным на две части. Часть Б снабжена винтовым пазом 14, которым она взаимодействует с пальцем 15, размещенным в одной из плит подвижной полуфор1мы, вдоль отверстия которой перемещается эта часть. 1 з.п. ф-лы, 1 ил. « If w iO (Л со О1 со О5 со ьо ho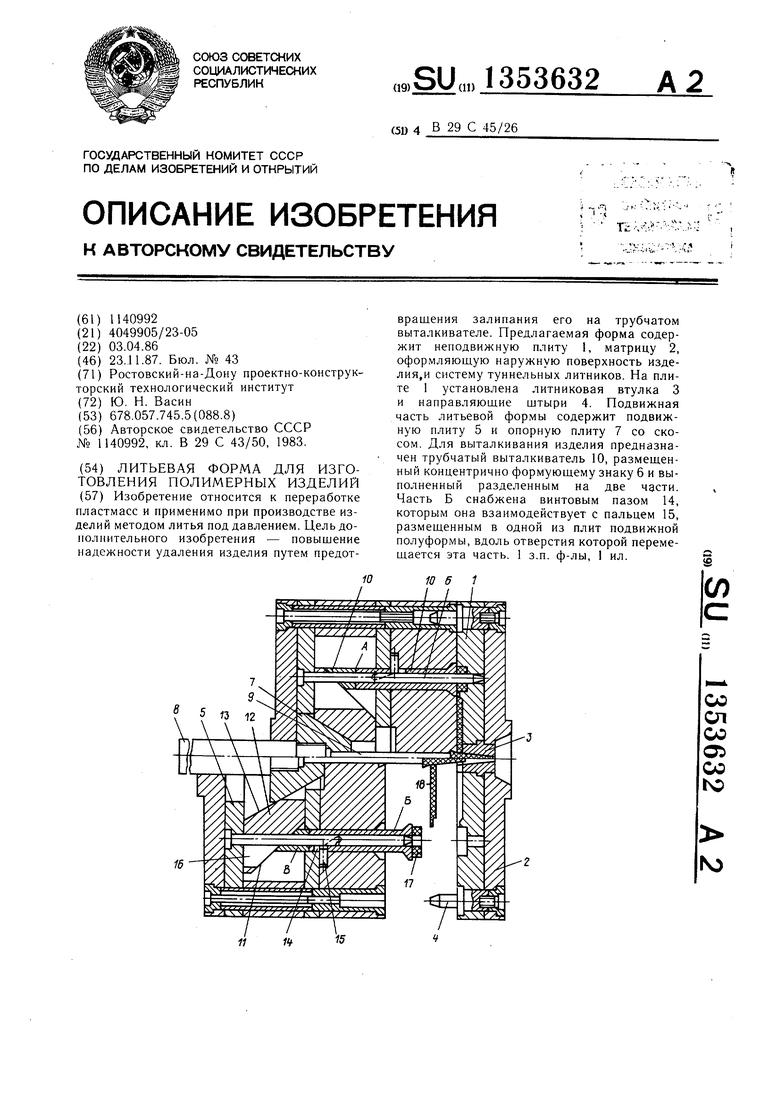

| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| Солесос | 1922 |
|
SU29A1 |
