(54) ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для литья под давлением | 1975 |
|
SU621455A1 |
| Пресс-форма для литья под давлением | 1980 |
|
SU925543A1 |
| Пресс-форма для литья под давлением | 1985 |
|
SU1247156A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU583870A1 |
| Пресс-форма для литья под давлением | 1983 |
|
SU1079350A1 |
| Пресс-форма для литья под давлением | 1987 |
|
SU1574357A1 |
| ПРЕСС-ФОРМА ДЛЯ Литья ПОД ДАВЛЕНПЕМ | 1972 |
|
SU352707A1 |
| Пресс-форма для литья под давлением | 1976 |
|
SU659280A1 |
| Прессформа для литья под давлением | 1975 |
|
SU551114A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 1990 |
|
RU2010667C1 |
1
Изобретение относится к литейному производству, в частности к литью под давлением металлов и сплавов.
В настоящее время наиболее трудномеханизируемой операцией в технологическом цикле получения отливок методом литья под давлением является удаление литников и промывников. При массовом производстве отливок их удаление осуществляют вручную на обрубных щтампах, при средне - и мелкосерийном производствах.
Наиболее прогрессивным направлением следует считать отделение литников и промывяиков в самой пресс-форме для литья под авлением в процессе технологического цикЛс1 за прессовки и извлечения отливок на машине для литья под давлением.
Известна пресс-форма для литья под давлением, в которой осуществляется отделение литниковой системы при выталкивании отливки. l С целью предотвращения деформации отливки пресс-форма снабжена обрезной плитой с ножами, установленными в подвижной полуформе, и формообразующими вкладыщами, установленными в неподвижной полуформе и фиксирующими отливки. В процессе раскрытия пресс-формы вкладыши перемещаются совместно с подвижной полуформой за счет рычагов, установленных в плите пуансона.
Недостатками известной конструкции являются больщие габариты ввиду необходимости увеличения суммарного хода плиты выталкивателей и обрезной плиты на величину, обеспечивающую свободный доступ к формующим полостям для нанесения смазки и осмотра их поверхностей в процессе эксплуатации, а также наличие откидных рычаго и большого количества поверхностей, сопрягаемых по ходовой посадке.
С целью устранения указанных недостатков предлагаемая пресс-форма снабжена ползушками, установленными в плите пуансона и фиксирующими отливку в ней, и наклонными колонками, установленными в обрезной плите и выходящими с зазором в отверстия выполненные в ползушках.
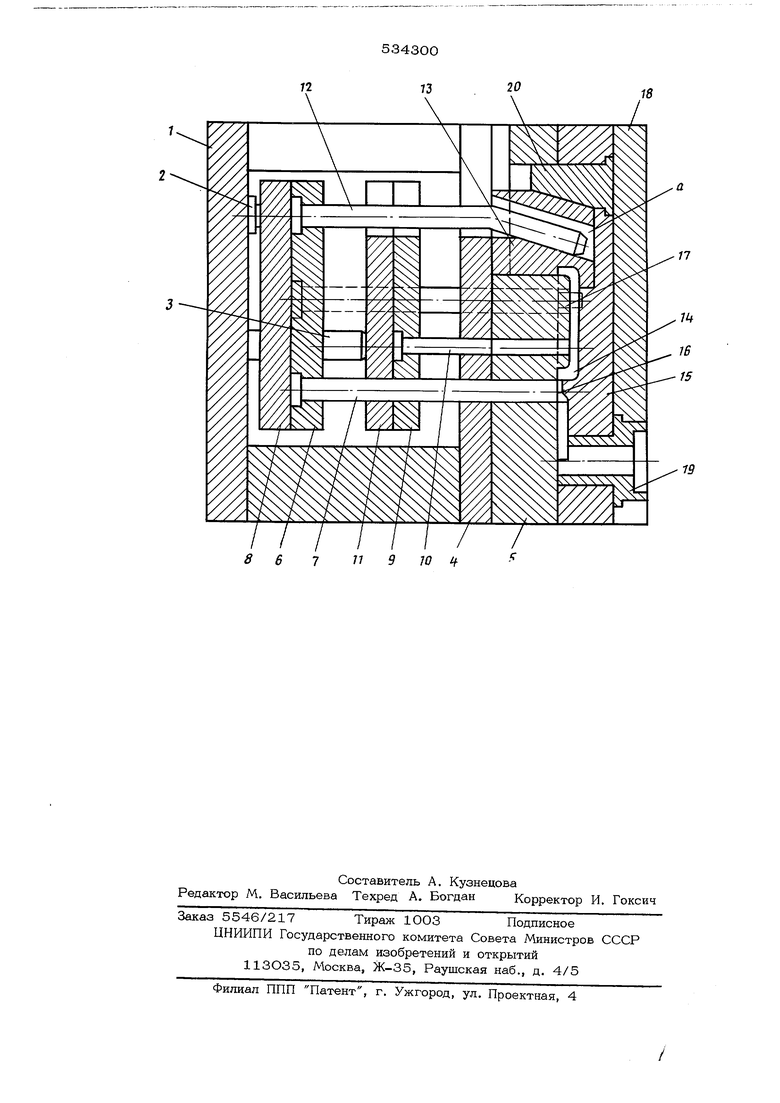
На чертеже представлена пресс-форма в разрезе. Пресс-форма состоит из неподвижной и подвижной полуформ. Подвижная полуформа содержит опорную плиту 1, на которой жес ко укреплены упоры 2 и 3, подкладную пли ту 4, плиту 5 пуансона. Между опорной плитой 1 и подкладной плитой 4 расположена обрезная плита 6 с ножами 7, зафиксированными плитой 8, и плита выталкивания 9 с выталкивателями 1 зафиксированными плитой 11, В обрезной плите 6 установлены наклонные колонки 12. В плите 5 пуансона установлены ползушки 13 и выполнены фор мообразующие поверхности, оформляющие отливку 14. В ползушке 13 выполнено отверстие а под наклонную колонку 12, которая входит в отверстие с зазором. Неподвижная полуформа состоит из неподвижной плиты 15, в которой выполнены формообразующие поверхности, оформляющи отливку 14, литники 16, промывники 17, и опорной плиты 18. В плитах 15 и 18 закреплены литниковая втулка 19 и клиновые прижимы 20. После заливки и запрессовки металла подвижная полуформа перемещается влевоПри соприкосновении плиты 8 с упорами, установленными на машине для литья под давлением, начинается перемещение об резной плиты 6 с закрепленными в ней ножами 7 и наклонными колонками 12. Отли ка 14 жестко фиксируется ползущками 13, а ножи 7 отрезают литники 16, промывники 17 и выталкивают их. В это время наклонные колонки 12, перемещаясь совместно с обрезной плитой выбирают зазор, образованный наклонной к лонкой 12 Id рабочей поверхностью отверстия а ползушки 13. При дальнейшем перемещении обрезной плиты 6 наклонные колонки 12 перемещают ползушки 13, тем самым отливка 14 освобождается от связи с ползушками 13. В тот момент, когда обрезная плита 6 соприкасается с плитой 11, начинается перемещение плиты 9, при этом выталкиватели 10 выталкивают отливку 14 из плиты 5 пуансона. При закрытии пресс-формы обрезная плигта 6 с ножами 7 и плита выталкивания 9 с выталкивателями 10 возвращаются в исходное положение с помощью контрвыталкивателей ( на чертеже не показаны). Наклонная колонка 12, взаимодейстующая с ползущкой 13, возвращает ее в исходное положение. Жесткая фиксация ползушки 13 осуществляется клиновыми прижимами 2О, Формула изобретения Пресс-форма для литья под давлением, содержащая подвижную полуформу, в которой установлены плита пуансона, плита выталкивателей и обрезная плита с ножами, и неподвижную полуформу, отличающаяся тем, что, с целью упрощения конструкции пресс-формы, она снабжена ползущками, установленными в плите паунсона и фиксирующими отливку в ней, и наклонными колонками, установленными в обрезной плите и входящими с зазором в отверстия, выполненные в ползущках. Источники информации, принятые во внимание при экспертизе: 1. Авторское свидетельство № 3527О7, л. В 22 D 17/22, 1970 г.
