(5) СПОСОБ СБОРКИ КРИВОЛИНЕЙНОЙ СЕКЦИИ КОРПУСА СУДНА
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки криволинейных секций корпуса судна | 1982 |
|
SU1062103A1 |
| Постель для сборки и сварки цилиндрических секций корпуса судна | 1983 |
|
SU1088983A1 |
| Способ формирования обшивки криволинейной секции корпуса судна и устройство для его осуществления | 1982 |
|
SU1073150A1 |
| Способ изготовления корпуса судна и устройство для его осуществления | 1984 |
|
SU1221037A1 |
| Устройство для сборки балок набора с обшивкой корпуса судна | 1983 |
|
SU1177201A2 |
| СПОСОБ СБОРКИ ПЛОСКИХ СЕКЦИЙ КОРПУСА КОРАБЛЯ | 2007 |
|
RU2465167C2 |
| Способ разметки теоретических линий набора и контурных линий секций корпуса судна | 1983 |
|
SU1123929A1 |
| Способ изготовления корпуса судна | 1982 |
|
SU1011441A1 |
| УСТАНОВКА ДЛЯ СБОРКИ НАБОРА С ПОЛОТНИЩАМИ | 2006 |
|
RU2329178C2 |
| ЭЛЕКТРОМАШИНА ДЛЯ СБОРКИ ПЛОСКИХ СЕКЦИЙ КОРПУСА КОРАБЛЯ | 2007 |
|
RU2363608C2 |
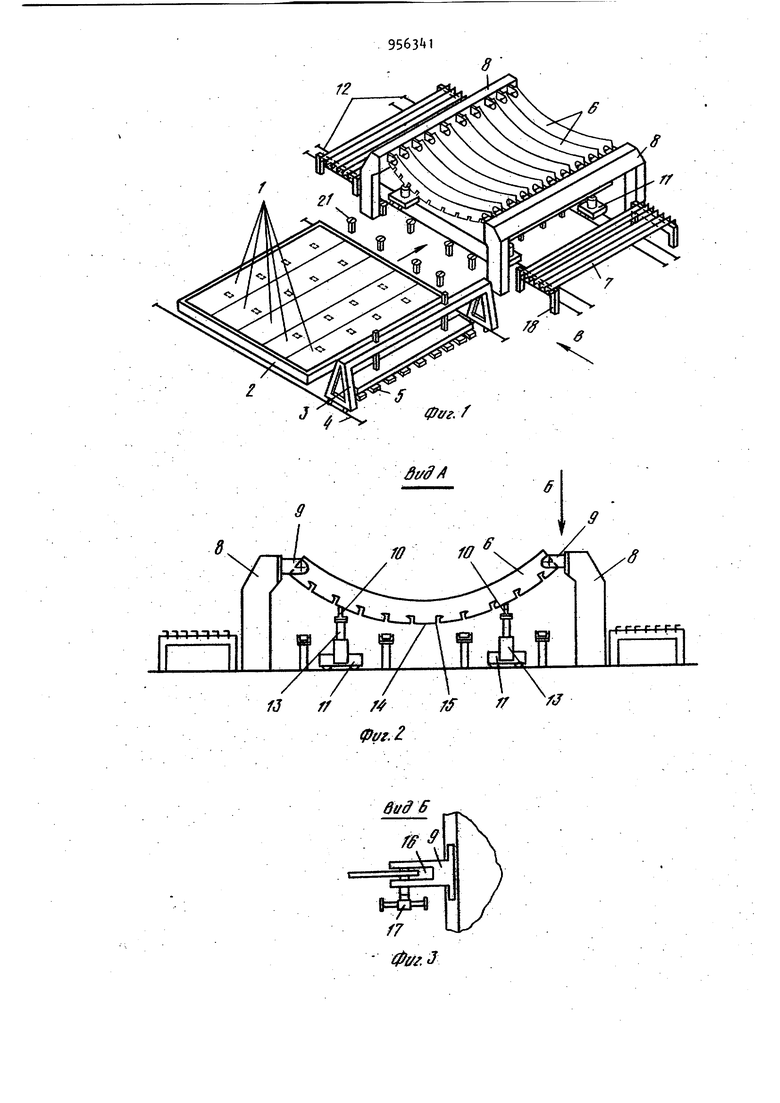
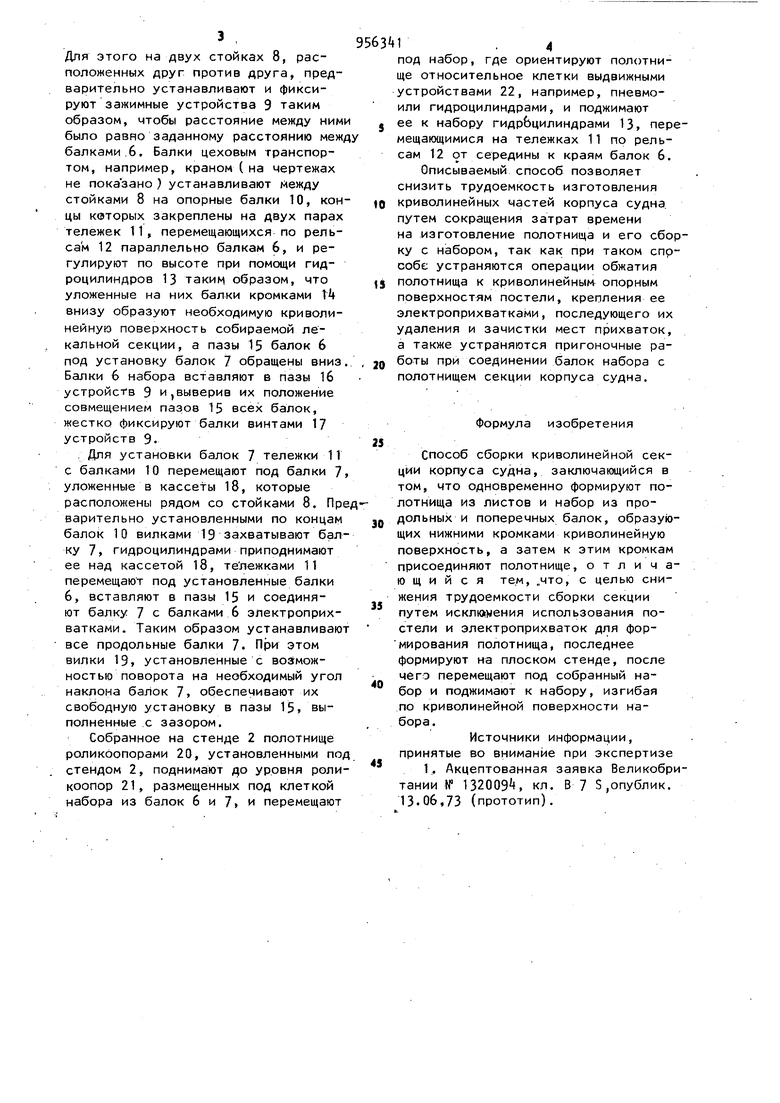
Изобретение относится к судостроению и касается технологии сборки секции корпуса судна с криволинейными обводами полотнища. Известен способ сборки криволинейной секции корпуса судна, заключающий ся в том, что одновременно формируют полотнище из листов и iнабор из про- дольных и поперечных балок, образующих своими нижними кромками криволинейную поверхность, а затем к этим кромкам присоединяют полотнищеЦ-АОднако при таком способе посЛед-; нее необходимо формировать на лекальной постели с применением электроприхваток, что увеличивает трудоемкость сборки секции. Цель изобретения - снижение трудоемкости сборки секции путем исключения использования постели и электроприхваток для формирования полотнища. Это достигается тем, что полотнище формируют на плоском стенде,после чего перемещают под собранный набор и поджимают к нему, изгибая по его криволинейной поверхности. На фиг/ 1 - схема сборки криволинейной секции корпуса судна в аксонометрической проекции; на фиг.2вид А фиг.1 (при установке поперечных балок набора); на фиг. 3 вид Б фиг.2; на фиг. - вид А фиг.1 (при установке продольных балок набора ;j на фиг. 5 вид В фиг.1; на фиг. 6 - вид А фиг. Ипри поджатии полотнища к продольным и поперечным балкам набора). Листы 1 полотнища укладывают на плоский стенд 2 с помощью листоукладчика 3, перемещающегося по рельсовым путям , и производят стыковку и сварку их между собой при жесткой фиксации кромок прижимными устрой- . ствами 5 установленными на листоукладчике 3. Одновременно собирают набор из поперечных 6 и продольных 7 балок. Для этого на двух стойках 8, расположенных друг против друга, предварительно устанавливают и фиксируют зажимные устройства 9 таким образом, чтобы расстояние между ним было равно заданному расстоянию меж балками.6. Балки цеховым транспортом, например, краном ( на чертежах не показано ) устанавливают между стойками 8 на опорные балки 10, кон цы которых закреплены на двух парах тележек 11, перемещающихся по рельсам 12 параллельно балкам 6, и регулируют по высоте при помощи гидроцилиндров 13 таким образом, что уложенные на них балки кромками t4 внизу образуют необходимую криволинейную поверхность собираемой лекальной секции, а пазы 15 балок 6 под установку балок 7 обращены вниз Балки 6 набора вставляют в пазы 16 устройств 9 и,выверив их положение совмещением пазов 15 всех балок, жестко фиксируют балки винтами 17 устройств 9. Для установки балок 7 тележки 11 с балками 10 перемещают под балки 7 уложенные в кассеты 18, которые расположены рядом со стойками 8. Пр варительно установленными по концам балок 10 вилками 19 захватывают бал ку 7, гидроцилиндрами приподнимают ее над кассетой 18, тележками 11 перемещают под установленные балки 6, вставляют в пазы 15 и соединяют балку 7 с балками 6 электроприхватками. Таким образом устанавливаю все продольные балки 7. При этом вилки 19, установленные с возможностью поворота на необходимый угол наклона балок 7, обеспечивают их свободную установку в пазы 15, выполненные .с зазором. Собранное на стенде 2 полотнище роликоопорами 20, установленными по стендом 2, поднимают до уровня роли коопор 21, размещенных под клеткой набора из балок 6 и 7, и перемещают 1 .4 под набор, где ориентируют полотнище относительное клетки выдвижными устройствами 22, например, пневмоили гидроцилиндрами, и поджимают ее к набору гидрЬцилиндрами 13, перемещающимися на тележках 11 по рельсам 12 от середины к краям балок 6. Описываемый способ позволяет снизить трудоемкость изготовления криволинейных частей корпуса судна, путем сокращения затрат времени на изготовление полотнища и его сборку с набором, так как при таком спрсобе устраняются операции обжатия полотнища к криволинейным опорным поверхностям постели, крепления ее электроприхватками, последующего их удаления и зачистки мест прихваток, а также устраняются пригоночные работы при соединении балок набора с полотнищем секции корпуса судна. Формула изобретения Способ сборки криволинейной секции корпуса судна, заключающийся в том, что одновременно формируют полотнища из листов и набор из продольных и поперечных балок, образующих нижними кромками криволинейную поверхность, а затем к этим кромкам присоединяют полотнище, отличающийся те.м, „что, с целью снижения трудоемкости сборки секции путем исклЮ1ыения использования постели и электроприхваток для формирования полотнища, последнее формируют на плоском стенде, после чего перемещают под собранный набор и поджимают к набору, изгибая по криволинейной поверхности набора. Источники информации, принятые во внимание при экспертизе 1.. Акцептованная заявка Великобритании № 132009, кл. 87 5,опублик. 13.06,73 (прототип).
t/l.
duff В
16 fff6 19 W
ffy S
,: - /Д/
Фиг: 7 fS
