Изобретение относится к судостроению, в частности к изготовлению малых и средних судов, и касается технологии изготовления зональных блоков, конструкция которых имеет небольшую погибь и жесткость, например зональные блоки на палубных и бортовых секциях.
Цель изобретения - снижение трудоемкости и повышение точности изготовления.
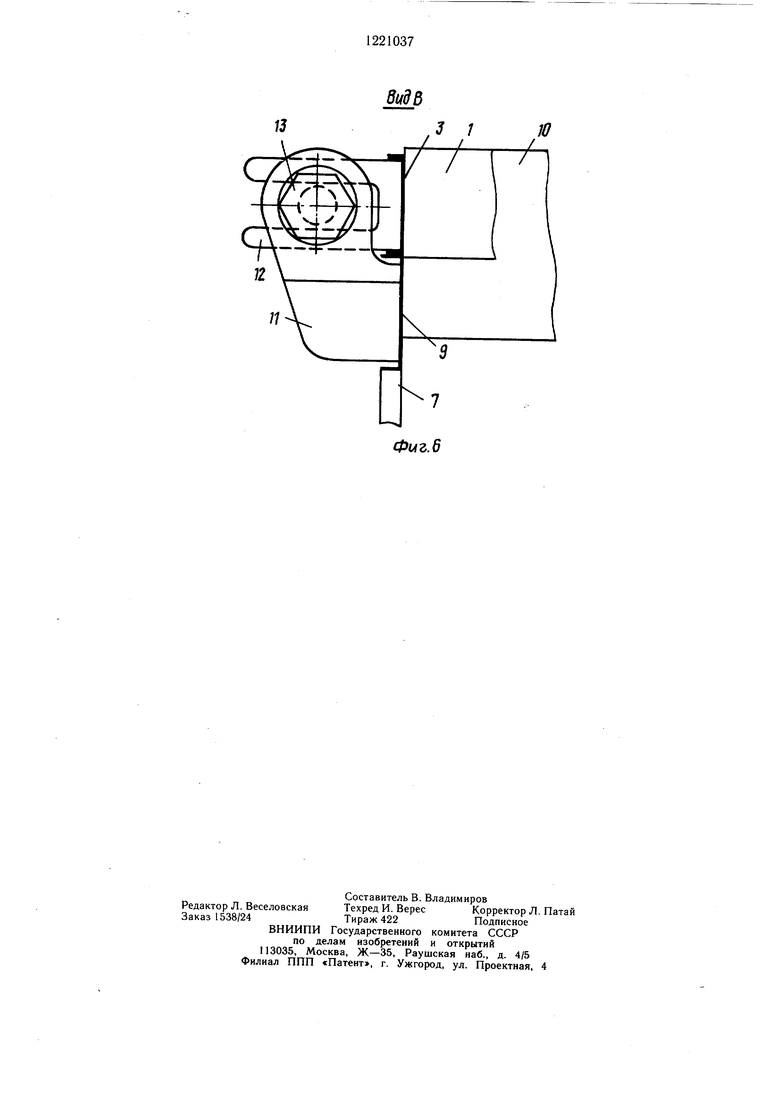
На фиг. 1 показано устройство для осуществления способа изготовления корпуса судна; на фиг. 2 - то же, вид в плане; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - шарнирное устройство; на фиг. 6 - вид В на фиг. 5.
Устройство для осуществления способа изготовления корпуса судна состоит из комбинированной постели, выполненной в виде постели 1 и съемной части постели 2. Съемная часть постели 2 состоит из сварной рамы 3, в которой закреплены лекала 4 с постоянным шагом, верхние кромки которых выполнены криволинейными по форме наружной поверхности секции, например палубной. Для придания жесткости раме 3 предусмотрены продольные балки 5, к которым приварены обуха б, предназначенные для транспортировки съемной части постели 2 краном. Постель 1 состоит из основания 7, которое представляет собой сварной каркас, изготовленный из профильного проката, и неподвижных лекал 8, закрепленных на верхней части 9 основания 7. Неподвижные лекала 8 расположены с такими же шагом, верхние кромки их выполнены криволинейными по форме наружной поверхности палубной секции. Съемная часть постели 2 расположена на верхней части постели 1 таким образом, что ее лекала 4 располагаются между неподвижными лекалами 8 постели 1 с половинным шагом между ними, образуя единую лекальную поверхность, соответствующую наружной поверхности палубной секции. Неподвижные лекала 8 постели 1 выполнены с пазами для размещения в них продольных балок 5 подвижной части постели 2. Съемная часть постели 2 соединена с постелью 1 с помощью быстроразъемного шарнира 10.
Быстроразъемный шарнир 10 состоит из двух проушин 11, приваренных к верхней
0
0
части 9 основания 7, скобы 12, расположенной между проушинами 11 на одной оси и приваренной к раме 3 подвижной части 2 постели, оси 13 выполненной в виде
болта, соединяюшей две проушины 11 и скобу 12, шайбы 14 и гайки 15, накрученной на болт 13.
Корпус судна изготавливается следующим образом.
Собранные и сваренные на механизированной поточной линии звенья полотнища обшивки (не показаны) палубы мащин- ного отделения подают на постель, состоящую из подвижной части постели 2, стыкуют между собой и прихватывают к ле5 калам 7 подвижной части постели 2 и к лекалам 8 постели 1 с помощью гребешков внахлест на лекала (не показано). Размечают известным фотопроекционным методом следы мест соединения балок набора с обшивкой. Устанавливают по ним набор и скрепляют его с помощью сварки с полотнищем общивки и между собой. Устанавливают, приваривают стаканы, кабельные коробки, щпильки, хвостовики, подвески, скобы, мосты со стороны набора.
5 После этого секцию открепляют от лекал 8 постели 1 и вместе с подвижной частью постели 2 кантуют краном через два быст- роразъемных щарнира 10, в которых скоба 12, соединенная с рамой 3 подвижной части постели 2, поворачивается на 180°
0 через ось 13, укладывая палубную секцию на тумбы-подставки 16. Срезают и зачищают места прихваток, подваривают и зачищают швы с обратной стороны. Устанавливают насыщение с гладкой стороны секции - стаканы, наварыши, скобы, втул ки. Производят испытание известным способом на водонепроницаемость, очищают и грунтуют. Загрунтованный зональный блок вместе с подвижной частью постели 2 вновь кантуют краном вокруг шарнира 10
0 на 180° на постель 1. Производится установка оборудования, механизмов, труб, арматуры и приборов. Изготовленный зональный блок вместе с подвижной частью постели 2 краном с помощью рымов 6 снимается с постели 1 путем вывода скобы 12
из шарнира 10 и переносится краном на стапель для стыковки с другими зональными блоками.
г
f ТА
Фигг.2
А-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Постель для сборки и сварки цилиндрических секций корпуса судна | 1983 |
|
SU1088983A1 |
| Способ формирования обшивки криволинейной секции корпуса судна и устройство для его осуществления | 1982 |
|
SU1073150A1 |
| Способ изготовления криволинейных днищевых секций корпуса судна и устройство для его осуществления | 1979 |
|
SU787256A1 |
| Постоянная постель для сборки и сварки секций корпуса судна | 1979 |
|
SU856892A1 |
| Устройство для сборки секцииКОРпуСА СудНА | 1979 |
|
SU800014A1 |
| Постель для сборки судовых конструкций | 1978 |
|
SU712316A1 |
| Постель для сборки секций корпуса судна | 1983 |
|
SU1221032A1 |
| Постель для сборки секций корпуса судна | 1983 |
|
SU1105366A1 |
| Способ сборки корпуса судна изСЕКций и уСТРОйСТВО для ЕгО ОСущЕ-СТВлЕНия | 1979 |
|
SU796056A1 |
| Способ формирования корпуса судна и устройство для его осуществления | 1981 |
|
SU1025577A1 |

1. Способ изготовления корпуса судна, содержащий операции формирования обшивки блоков корпуса судна в постелях и закрепления ее на их неподвижных лекалах, монтаж набора и оборудования на каждом из блоков корпуса судна, отсоединения от неподвижных лекал постели, испытания на водонепроницаемость, подготовительные работы для стыковки каждого из блоков со смежными блоками корпуса судна, транспортировку этих блоков к месту их сборки и соединение друг с другом, отличающийся тем, что, с целью снижения трудоемкости и повышения точности изготовления, на обшивке блока одновременно с неподвижными лекалами закрепляют съемные лекала постели, которые отсоединяют после окончания сборки упомянутого блока со смежными блоками. 2. Устройство для изготовления корпуса судна, содержащее постель с основанием и неподвижными лекалами, отличающееся тем, что устройство снабжено установленной на основании постели съемной рамой с лекалами, которые размещены между неподвижными лекалами по одну сторону от рабочей лекальной поверхности постели с возможностью поворота упомянутой рамы относительно основания постели. i СЛ 16 1C Ю СО Фиг,.1
Фиг,.3
6-5
Фиг,.
X
Фиг. 5
13
| Кузьменко В | |||
| К., Федоров Н | |||
| А., Фрид Е | |||
| Г | |||
| Справочник судового сборщика | |||
| Л.-.Судостроение, 1969, с | |||
| Прибор для измерения силы звука | 1920 |
|
SU218A1 |
