Изобретение относится к конструкциям нагревательных печей и может : быть использовано для нагрева бунтов, цилиндров и заготовок тороидальной формы под дальнейшую обработку давлением, а также для светлого отжига рулонов ленты в металлургии и машиност-. роении.
Известны газовые кольцевые печи с вращающимся подом l.
Недостатками этих печей являются потери тепла и связанная с этим потребность .в; повторном нагреве объема.
Для светлого отжига рулонов ленты используют колпаковые печи с передачей тепла от дымовых газов внутреннему муфелю, а от него нагреваемому металлу 2.
Такая ступенчатая теплопередача характеризуется низкой эффективностью.
Наиболее близким к изобретению является печь для нагрева в жидком шлаке слитков перед прокаткой, содержащая рабочую камеру, кольцевой йод, горелку с соплом З.
Недостатком данной печи является низкая интенсивность нагрева за. счет слабого перемешивания шлака.
Цель изобретения - интенсификация процесса нагрева за счет лучшего перемешивания нагревающей среды и обеспечения безопасных условий труда.
Поставленная цель достигается тем, что в печи для нагрева изделий, содержащей корпус с крышкой, рабочую камеру, кольцевой под и горелки с соплами, горелки установлены в боковой стенке пода с соплами , выходящими внутрь рабочей камеры п8д углом
10 20-50 к горизонтали и под углом 3-25° к касательной пода.
Кроме того, корпус печи в верхней части по периметру снабжен козырьком, направленным к центру печи.
15
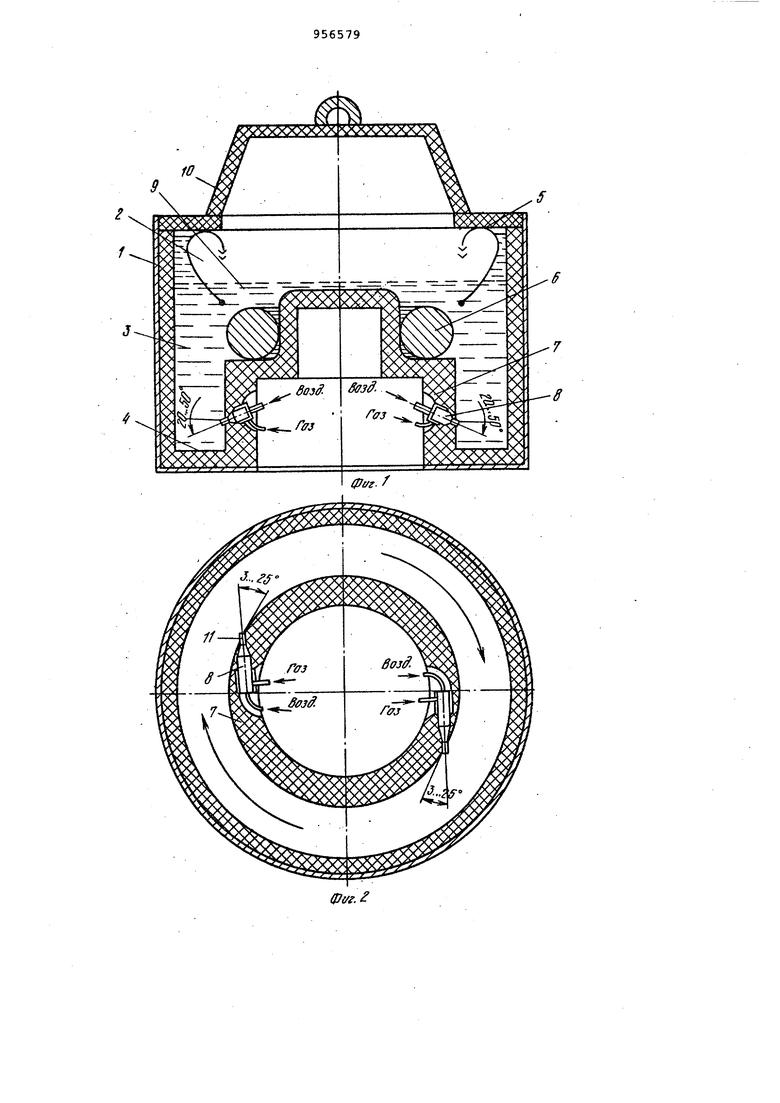
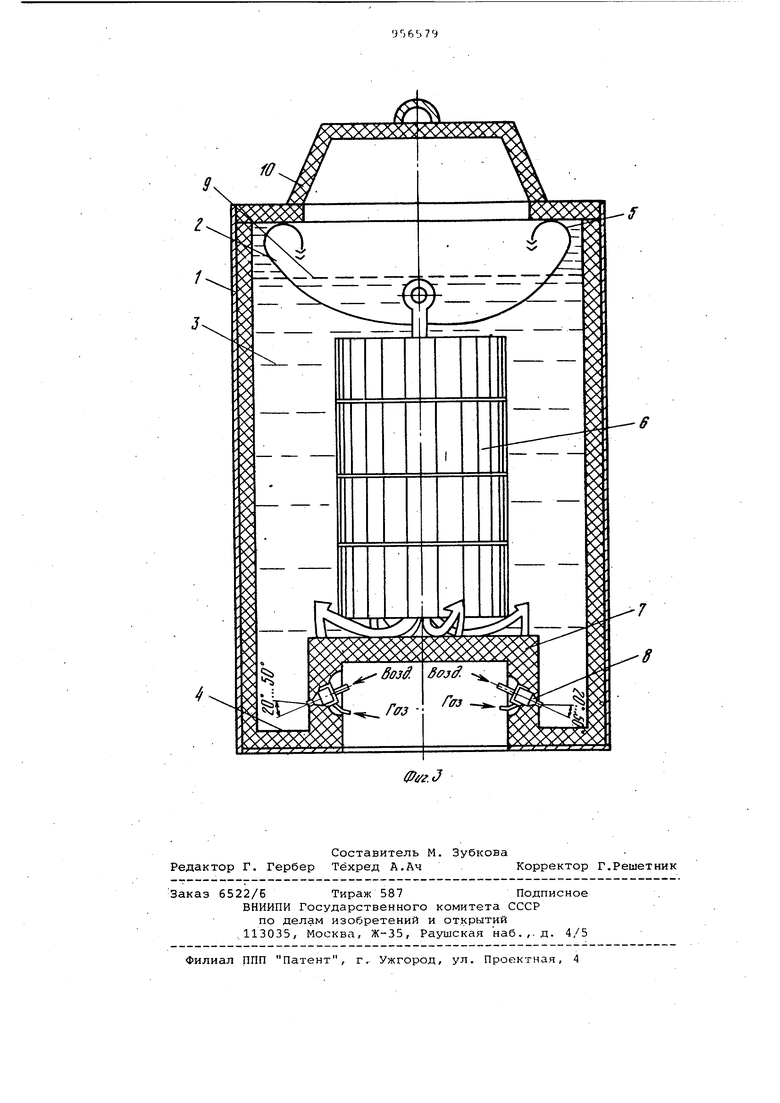
На фиг. 1 изображена печь, вертикальный разрез; на фиг. 2 - то же, горизонтальный разрез; на фиг. 3 печь для нагрева цилиндров и отжига рулонов ленты.
20
Печь для нагрева изделий содержит корпус 1 с рабочей камерой 2 цилиндрической формы, заполненной нагрева тельной средой 3 (например, жидким шлаком), с кольцевым подом 4, рабо25чая камера 2 в верхней части имеет защитный козырек 5, нагреваемое изделие б (например, бунты, тороиды,стопы рулонов). В боковой стенке 7 установлены горелки 8 в количестве не ме30нее двух, при этом горелки расположены под углом 20-50 к горизонтали и. тангенциально под углом 3-25 к каса тельной пода. В рабочем состоянии печь заполнена нагревательной, средой 3 до уровня 9 и накрыта съемной крыш кой 10. Печь работает следующим образом. Включают, водяное охлаждение сопел 11 горелок 8, выходящих в рабочую камеру 2. Затем, разжигают горелки 8. После этого, открыв крышку 10, в камеру 2 заливают жидкий шлак 3 до уровня налива 9, с помощью автоматик поднимают расходы горючего газа и воздуха до необходимых нЬминалов и разогревают шлак 3 до рабочих температур; Далее бунт б с помощью клещевого захвата помещают тельфером в рабочую камеру 2 печи и закрывают крышку 10. Начинается процесс разогрева бунта. В процессе нагрева горелками шлака 3 он начинает двигат ся по кругу, подгоняемый истекающими из сопел 11 горелок 8 факелами. Горелки 8 установлены под углом к го,ризонтали 20-50 . При таком расположении горелок расплаву передается на ибольшее количество движения. При уг ле наклона горелок 8 меньшем 20° факел покидает расплав, не успев передать ему всю кинетическую энергию. а при угле наклона горелок 8 большем 50° струи факела перемешивают шлак 3 больше в вертикальном направлении, чем в горизонтальном, что замедляет круговое движение всей массы шлака. Одновременно горелки В располагаются в стенке 7 тангенциально под углом 3-25 к касательной. Такое раз мещение горелок способствует наилучшему перемешиванию шлака в горизонтальной плоскости и придает ему наибольшее вращение. Если угол наклона горелок В к касательной меньше 3°, то факельные струи могут разрушать стенку 7. Если же угол наклона горелок В в горизонтальной плоскоети больше 25° ,то вращающееся воздействие факельных струй на шлак 3 снижается. Возбулсдаемые в шлаковой ванне циркуляционные потоки обеспечивают тщательное перемешивание распла-ва, тем самым усредняя температуру по его объему и интенсифицируя теплопередачу между шлаком 3 и нагревае мым изделием б. За счет того, что угол наклона горелок 8 обеспечивает передачу кинетической энергии струй шлаку 3 в области, достаточно удален ной от поверхности ванны, брызгообра зование при продувке невелико; Центробежные силы относят брызги к боковым стенкам. Разогрев бунт б до температур пластической деформации (обы но 1100-120б с) , его вынимают из печ Перед этим, дляудобства захвата бун та клещами,бунт делают видимым, опус кая шлак 3 в центральной части рабо ей камеры 2. С этой целью увеличива;ют расходы горючего газа и воздуха, вращающее воздействие факельных струй на шлак 3 возрастает; шлак начинает вращаться быстрее, при этом уровень шлака 3 в центральной части камеры 2 понижается, а на периферии - поднимается. Возросшие центробежные силы поднимают уровень шлаковой ванны на периферии настолько, что шлак 3 мог бы вылиться из камеры 2. Этому препятствует наличие в печи отражательного козырька 5. Для предотвращения перегрева шлаковой ванны при увеличении расходов газовой смеси через погружные горелки 8 соотношение горючего газа и воздуха в смеси регулируют, уменьшая,соответственно,количество в ней горючей смеси и увеличивая - воздуха. Процесс нагрева безокислительный: от окисления металл защищен шлаковой ванной, при оголении от шлака верхней части бунта (при интенсификации продувки), пленка шлака толщиной 0,3-0,5 мм защищает металл от окисления его печными газами, а впоследствии.- кислородом атмосферы. Чтобы вынуть изделие 6 из печи, снимают крышку 10, берут бунт (это удобно делать, так как бунт наблюдается визуально) клещевым захватом, и тельфером извлекаюя из рабочей камеры 2. Перед загрузкой следующего бунта расходы горючей .смеси уменьшают (при этом уровень шлака снижается до начального) и цикл нагрева изделия повторяют. В процессе нагрева изделий .количество шлака 3 в печи уменьшается, в связи с некоторым уносом шлака с изделиями, поэтому периодически добавляют шлак в печь. После нагрева партии изделий либо сливают шлак из печи через шлаковую летку (не показана), либо ставят печь на подогрев, снижая расход горючей смеси. Отключают печь после слива шлака, перекрыва.я газ и воздух горелки. Помимо бунтов в. печи можно разогревать другие изделия тороидальной формы. В случае использования печи для светлого ютжига рулонов ленты отличия в эксплуатации состоят в том, что загрузку и разгрузку печи проводят не с помощью клещево J захвата, а с помощ ью устройства, например, состоящего из вертикального стержня с верхним кольцом и, по крайней мере, трех захватов лап, закрепленных на нижней части стержня. Лапы-захваты устройства расположенные в период нагрева металла под стопой рулонов б, позволяют шлаковому расплаву 3 свободно проникать снизу внутрь стопы. Поскольку в период обработки шлак 3 покрывает стопу рулонов б . . сверху, то отжигаемое изделие хорошо.
омывается шлаковым расплавом, тем самым интенсифицируя теплопередачу ко всей поверхности металла при усиленном перемешивании шлаковой ванны. Для светлого отжига рулонов ленты применяют специальный легкоплавкий шлак с температурой плавления много ниже, чем для нагрева изделий под обработку давлением. Нагревают металл с максимально позволяемой скоростью. Извлекают из печи рулоны после достижения ими 650-750°С, пос-. ледующей вьщержки при фиксированной максимальной температуре и охлаждения в шлаке до 480-50(f С. Регулируют тепловой режим печи изменением расхода горючей смеси. В конце процесса печного отжига увеличивают кратковременные -расходы горючего газа и (особенно) воздуха на -горелках 8, раскручивают сильнее шлак 3, оголяют кольцо.разгрузочного устройства, цепляют за него и вынимают из печи нагреваемое изделие. По отношению к колпаковым печам, предназначенным для отжига металла, предлагаемая печь более экономична, так как безокислительный нагрев в шлаковой ванне характеризуется тем, что теплопередача осуществляется непосредственно от защитной среды (шлака) к металлу, а защитная среда является одновременно и нагревающей.
В предлагаемой печ факелы погружения используются для нагрева, шлака а также для раскручивания, перемешивания шлаковой ванны. Преимуществами предложенной печи для нагрева изделий являются стабильная и достаточно высокая скорость нагрева в ней изделий, достижение безокислительности нагрева, обеспечение безопасных услрвий труда в период загрузки и выгрузки изделий.
.Формула изобретения
1.Печь для нагрева изделийj содержащая корпус с крышкой, рабочую камеру, кольцевой под и горелку с соплом, отличающаяся тем, что,
с целью интенсификации процесса наг- рева за счет лучшего перемешивания нагревающей среды, горелки установлены в боковой стенке пода с соплами, выходящими внутрь рабочей наменял под углом 20-50 к горизонтали и под углом 3-25° к касательной пода.
2.Лечь по п. 1, отличающаяся тем, что, с целью обеспечения безопасных условий труда в период загрузки и выгрузки изделий,, корпус в верхней части печи по периметру снабжен козырьком направленным к центру печи.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 620777, кл. F 27 В 13/00, 1978.
2.Кривандин В.А., Марков Б.Л. Металлургические печи. М., 1977, с. 397-401.
3.Авторское свидетельство СССР по заявке 2942570/22-02, кл. С 21 D 9/70, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| Отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2729232C1 |
| Печь для нагрева изделий | 1983 |
|
SU1183803A1 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВЫХ ЛОМОВ | 2014 |
|
RU2579707C1 |
| Отражательная печь для переплава алюминиевого лома | 2017 |
|
RU2657948C1 |
| Проходной газовой печи безокислительного нагрева | 1971 |
|
SU377355A1 |
| Печь для нагрева металла | 1986 |
|
SU1456735A1 |
| БЕЗВАННОВОЕ ПЛАВЛЕНИЕ ГОРНЫХ ПОРОД ПО СПОСОБУ Р.Д.ТИХОНОВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2230709C2 |
| ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2017 |
|
RU2649481C1 |
| СПОСОБ СЖИГАНИЯ ТОПЛИВА В НАГРЕВАТЕЛЬНОЙ ПЕЧИ И НАГРЕВАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2309991C2 |
| Шахтно-отражательная печь для переплава металла | 2023 |
|
RU2799640C1 |