Изобретение относится к цветной металлургии, а именно к плавильным агрегатам для переплава преимущественно вторичных алюминиевых ломов и отходов алюминиевых сплавов в слитки и чушки. Печь может применяться для рафинирования, получения сплавов, усреднения химического состава лома.
Известен аналог - шахтная плавильная печь (источник информации а.с. СССР №549661, кл. F27B 1/00), содержащая, как и в заявленной печи, шахту, копильник, горелку, дымосос, летку и газоход. Печь предназначена для плавления алюминиевых сплавов, первичного алюминия, отходов и имеет следующие недостатки:
1. Одна горелка не может обеспечить форсированный режим плавки в печи.
2. Отсутствие внешней теплоизоляции печи, уменьшающей потери тепла во внешнюю среду.
3. Печь не имеет систему пылегазоочистки и при работе будет загрязнять окружающую среду вредными выбросами.
4. В печи используется стационарный желоб для слива расплавленного металла.
Известен аналог - шахтно-отражательная печь (см. В.А. Грачев «Печи литейных цехов». - М.: МГОУ, 1994, с. 464-465, рис. 12.9), содержащая, как в заявленной печи, шахту, две камеры, разделенные перегородкой с отверстием, газовые горелки.
Недостатками этой печи являются:
1. Отсутствие внешней теплоизоляции печи, уменьшающей потери тепла во внешнюю среду.
2. Печь не имеет летки и желоба для разлива металла. Металл вручную ковшом черпается из кармана и разливается.
3. Печь не имеет систему пылегазоочистки и при работе будет загрязнять окружающую среду вредными выбросами.
4. Из описания печи следует, что она оснащена только двумя горелками. Этого явно недостаточно для обеспечения высокой скорости проплавления шихты и ведения форсированного режима плавки. Ввиду указанных выше недостатков печь не может обеспечить решение технической задачи.
Известен аналог - шахтно-отражательная печь для переплава металла (источник информации патент на изобретение №2406953 RU), являющаяся наиболее близкой (прототипом), содержащая шахту, плавильную камеру, накопительную ванну, ограниченные подами и стенками и имеющие два свода, сливную летку, поворотный желоб, газоход, сварной каркас и одноступенчатую систему пылегазоочистки. Считаю, что печь, взятая за прототип, имеет следующие недостатки:
1. Из описания печи следует, что внешняя теплоизоляция стен, сводов, плавильной камеры, накопительной ванны хорошая, однако, ее можно улучшить.
2. Печь не является высокопроизводительной;
3. Подины плавильной камеры и накопительной ванны выложены из подовых блоков МКРС-45 и имеют большой срок службы, но, используя, подовые блоки подовых муллитокорундовых блоков МКП-72 срок службы можно увеличить на 2-2,5 года.
4. В печи используется одна сливная летка для слива расплавленного металла, при этом наличие одной летки увеличивает время слива и снижает производительность;
5. Печь имеет систему пылегазоочистки, которая имеет относительно низкую степень очистки.
Из-за перечисленных недостатков невозможно получить технический результат.
Задачей изобретения является создание высокопроизводительной газовой шахтно-отражательной печи для переплава металла, преимущественно алюминиевых ломов, позволяющей снизить выбросы вредных газов в атмосферу, уменьшить потери тепла в окружающую среду, увеличить срок ее эксплуатации, а также механизировать процесс загрузки шихты в печь.
Технический результат - разработанная печь является высокопроизводительной, имеющей большой срок эксплуатации и механизированный процесс загрузки шихты в печь позволяющей: использовать несортированный от инородных включений лом, снизить потери тепла в окружающую среду за счет теплоизоляции, снизить выбросы вредных газов в атмосферу.
Указанный технический результат достигается за счет того, что в шахтно-отражательную печь для переплава металла содержащую шахту, плавильную камеру, накопительную ванну, ограниченные подами и стенками и имеющую два свода, газоход, сливную летку, поворотный желоб и сварной каркас согласно предлагаемому изобретению, в ведена вторая сливная летка и второй поворотный желоб, который имеет в конструкции поворотную чашу, кроме того в верхней части шахты предусмотрены два рабочих окна и два нижних в плавильной камере, через которые происходит загрузка шихты с четырех мест, причем в верхние окна загрузка производится с помощью мостового крана с загрузочными бадьями, а в нижних осуществляется при помощи виброзагрузочных машин. Вторая введенная в печь сливная летка и второй поворотный желоб с чашей позволяют производить одновременно разливку из двух леток, резко сократить время разлива и, естественно, увеличить производительность печи, а загрузка печи шихтой с четырех мест позволит резко сократить время загрузки шихты, значительно увеличить производительность и объем переплавляемого металла, при этом загружаемая в печь шихта движется вниз, а раскаленные дымовые газы движутся вверх, нагревая при этом шихту, поэтому принцип противотока позволяет полнее использовать полученное при горении тепло, получить при этом высокий тепловой к.п.д.
Существенно отметить, что в конструкцию печи вводится еще газовая инжекционная горелка, установленная на границе плавильной камеры и накопительной ванны, предназначенная для повышения температуры переливаемого жидкого металла из плавильной камеры в накопительную ванну.
Следует отметить, что такие операции как удаление шлака, переделок, обработка жидкого металла флюсами производятся через нижнее рабочее окно в плавильной камере, а также шлаковое окно в накопительной ванне, при этом для увеличения производительности труда, увеличения выпуска продукции в шлаковое окно, выполненное в накопительной ванне, можно вручную загружать шихту. При загрузке печи с четырех мест можно значительно увеличить производительность и объем переплавляемого металла.
Кроме того, корпус размещен на сварном каркасе, имеющем в верхней и нижней части теплоизоляционный слой из четырех листов теплоизоляционного муллитокремнеземистого картона марки МКРК-400, уложенного на два теплоизоляционных слоя из бетона с наполнителем - шамотной крошкой, к каркасу печи приварен стальной короб, имеющий теплоизоляцию между ним и каждой стеной, состоящую из двух слоев теплоизоляционного муллитокремнеземистого картона марки МКРК-400. Два теплоизоляционных слоя сварного каркаса, каждый состоящий из четырех рядов теплоизоляционного муллитокремнеземистого картона марки МКРК-400 и два теплоизоляционных слоя из бетона с наполнителем - шамотной крошкой, а также двух слоев теплоизоляционного муллитокремнеземистого картона марки МКРК-400 стального короба позволяют снизить потери тепла и повысить к.п.д. печи.
Более того, подины плавильной камеры и накопительной ванны выполнены из подовых муллитокорундовых блоков МКП-72, уложенных на четыре листа теплоизоляционного муллитокремнеземистого картона марки МКРК=400, и имеют подбивку из шамотного порошка смешанного с крошкой из легковесного кирпича. Срок службы печи увеличивается из-за использования подовых блоков МКП-72, которые имеют высокую огнеупорность и стойкость (срок службы по практическим данным 7-8,5 лет), кроме того теплоизоляция, состоящая из четырех листов теплоизоляционного муллитокремнеземистого картона марки МКРК-400, и подбивки из шамотного порошка смешанного с крошкой из легковесного кирпича, позволяет дополнительно сохранять температуру металла в плавильной камере и накопительной ванне.
Вместе с тем, шахтно-отражательная печь для переплава алюминиевого лома имеет в плавильной камере пять инжекционных 15-ти смесительных горелок среднего давления, направленные под углом 18° к подине, причем каждая горелка имеет семь центральных смесителей с насадками, которые позволяют получить факел длиной 2,7 метра, остальные смесители используются без насадок и имеют факел длиной 1,5 метра, в накопительной ванне установлены две такие же газовые инжекционные 15-ти смесительные горелки среднего давления, направленные под углом к подине, кроме того между плавильной камерой и накопительной ванной установлена такая же 15-ти смесительная горелка, при этом смесители, насадки, литой стабилизирующий пламя туннель изготавливают из жаростойкого чугуна Х28НД3Ю2, причем смесители всех горелок имеют: внутренний диаметр 42 мм, внешний 64 мм, четыре сопла диаметром 1,5 мм. Такое расположение горелок и смесителей в горелках позволяет добиться высокой скорости плавки, снижения угара (по практическим данным), а также делают печь высокопроизводительной, позволяющей вести форсированный режим плавки.
Существенно отметить, что своды плавильной камеры и накопительной ванны имеют огнеупорную теплоизоляционную обмазку и сверху них уложен теплоизоляционный муллитокремнеземистый войлок марки МКРВ-200 толщиной 50 мм. Это дополнительно уменьшает теплопотери из печи.
При этом шахтно-отражательная печь для переплава алюминиевого лома имеет два поворотных футерованных желоба, каждый из которых имеет в конструкции поворотную футерованную чашу, что позволяет последовательно разливать наплавленный в печи металл в разливочное оборудование, расположенное в секторе обслуживания с углом 130°. Два поворотных желоба улучшают условия труда обслуживающего персонала.
Далее, печь имеет гидравлический привод подъема и опускания нижних рабочих заслонок печи а также шлаковой заслонки, состоящий: из двух силовых цилиндров, масляного насоса, двух тяг, поперечины, двух подвесок и литой чугунной заслонки с двойным теплоизоляционным слоем муллитокремнеземистого картона марки МКРК-400, футерованной легковесным полуторным огнеупорным кирпичом марки ШЛ-0,6. Рабочая и шлаковая заслонки печи отлиты из жаростойкого чугуна марки ЧХ16 и отличаются большим сроком службы.
Кроме того, заслонки верхних рабочих окон печи имеет сварную раму, футерованную легковесным полуторным кирпичом марки ШЛ-0,6, выступающим за раму на 30 мм, причем, рама имеет два ползуна, приваренных к ней, перемещающихся по копирам, при этом при закрытии верхних и нижних рабочих окон образуется надежный «Г-образный замок», а каждый привод подъема и опускания заслонки печи, состоит из электродвигателя, червячного редуктора, барабана, тросов, шкивов и заслонки с теплоизоляционным слоем. «Г-образный замок» способствует уменьшению угара и снижению теплопотерь.
Важно отметить, что предлагаемая печь имеет встроенный в газоход экономайзер, который представляет собой полую трубу с внутренним ∅ 600 мм, по центру которой движутся раскаленные дымовые газы, а по наружному диаметру выполнена сваркой в виде спирали труба прямоугольной формы из нержавеющий стали марки 20Х20Н14С2 с внутренними размерами 30x40 длиной 3,5 метра и с количеством витков - 25 шт., по которой подается вода из водопроводной сети под давлением 2 ати для подогрева, при этом профильная труба сверху закрыта металлической трубой с четырьмя слоями теплоизоляционного муллитокремнеземистого рулонного материала марки МКРР-130, закрепленными стальными хомутами.
Экономайзер позволяет нагревать воду для технологических нужд предприятия.
Более того, конструкция печи позволяет вести переплавку несортированного от инородных включений лома, имеющего приделки в виде чугунных и стальных колец, вкладышей, втулок, шпилек, толкателей, клапанов и т.д., которые имеются, как правило, в моторном ломе.
Наконец, в составе печи имеется система пылегазоочистки для достижения экологически чистого процесса, которая позволяет вести процесс переплава на естественной и искуственной тяге и состоит из камеры смешения, дымососа, пылегазоочистного блока при этом пылегазоочистной блок системы пылегазоочистки имеет следующую характеристику производительность по очищаемому газу 38 000 м3/час, степень очистки по фтористому водороду 65%, степень очистки по окиси меди 86%, степень очистки по окиси углерода 93%, степень очистки по окиси азота 85%, степень очистки по окиси алюминия 82%, степень очистки по пыли 91%, уровень звука не более 75 ДБА.
Введение в конструкцию печи перечисленных выше устройств, материалов и т.п., обеспечивает решение поставленной задачи.
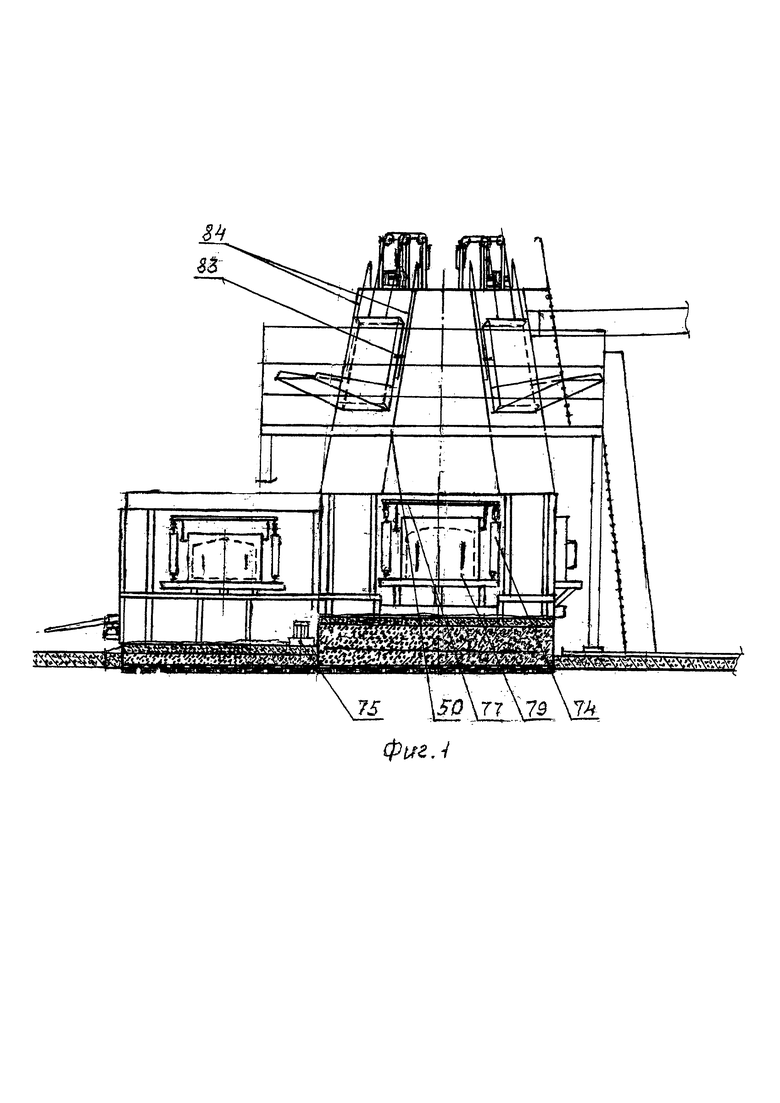
На фиг. 1. Вид печи со стороны переднего загрузочного окна и шлакового окна в накопительной ванне.
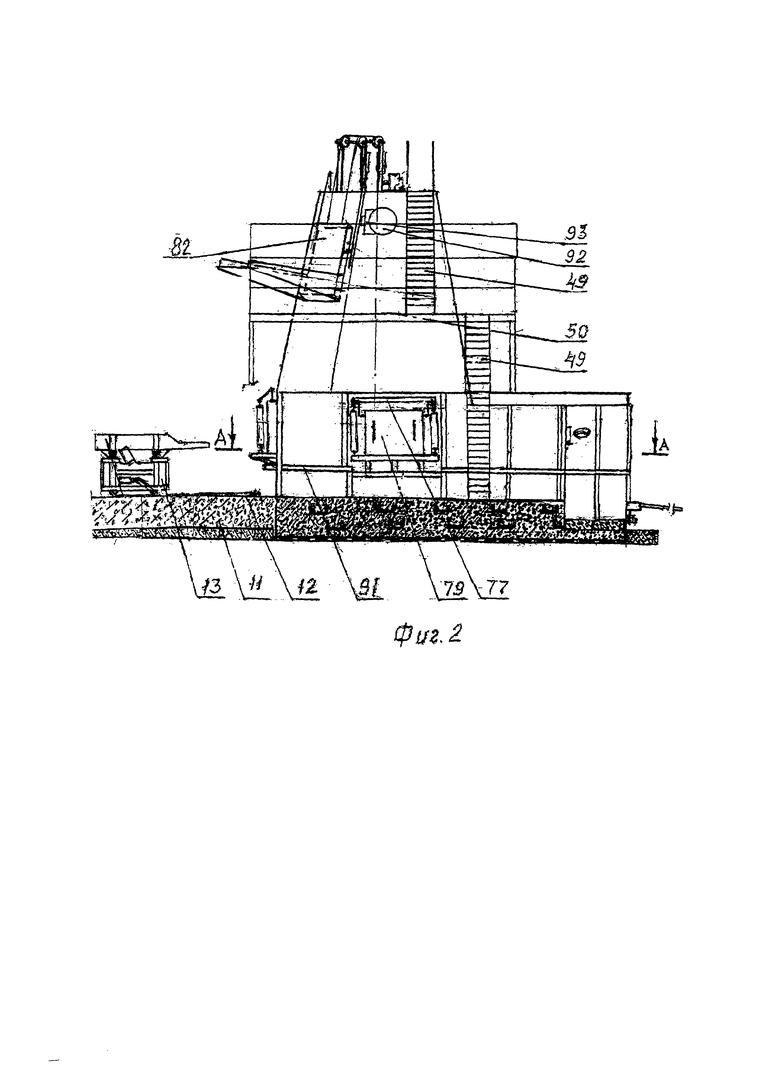
На фиг. 2. Вид печи со стороны бокового загрузочного окна.
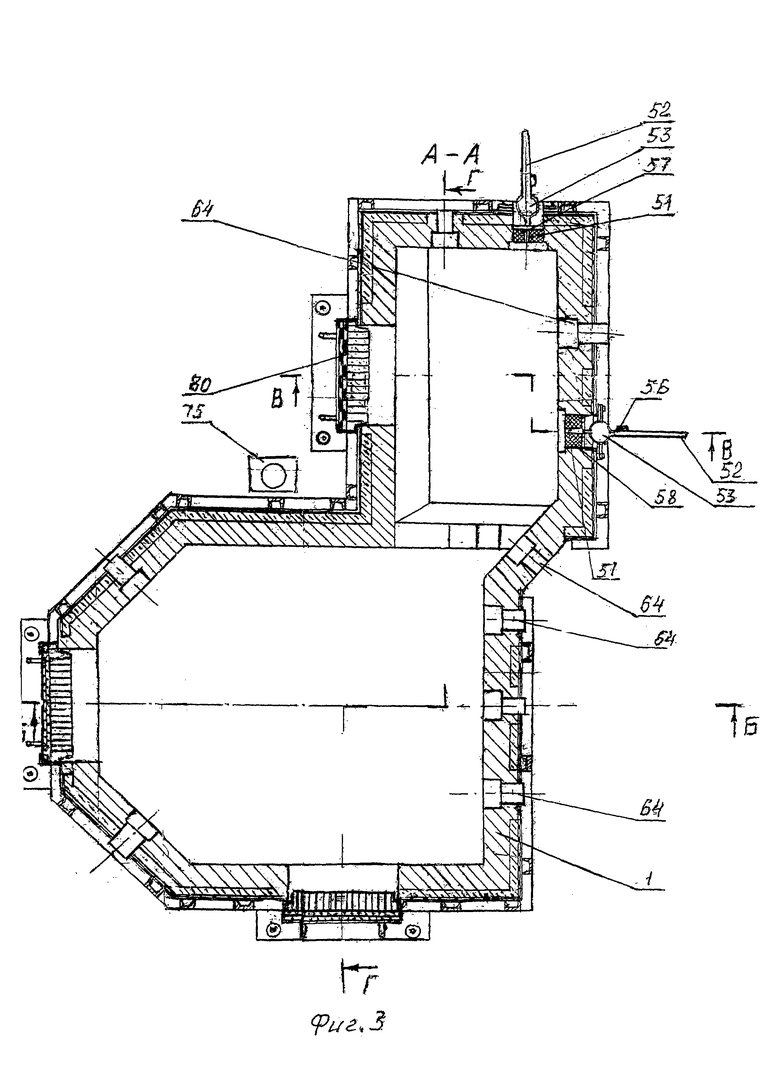
На фиг. 3. Разрез А-А печи.
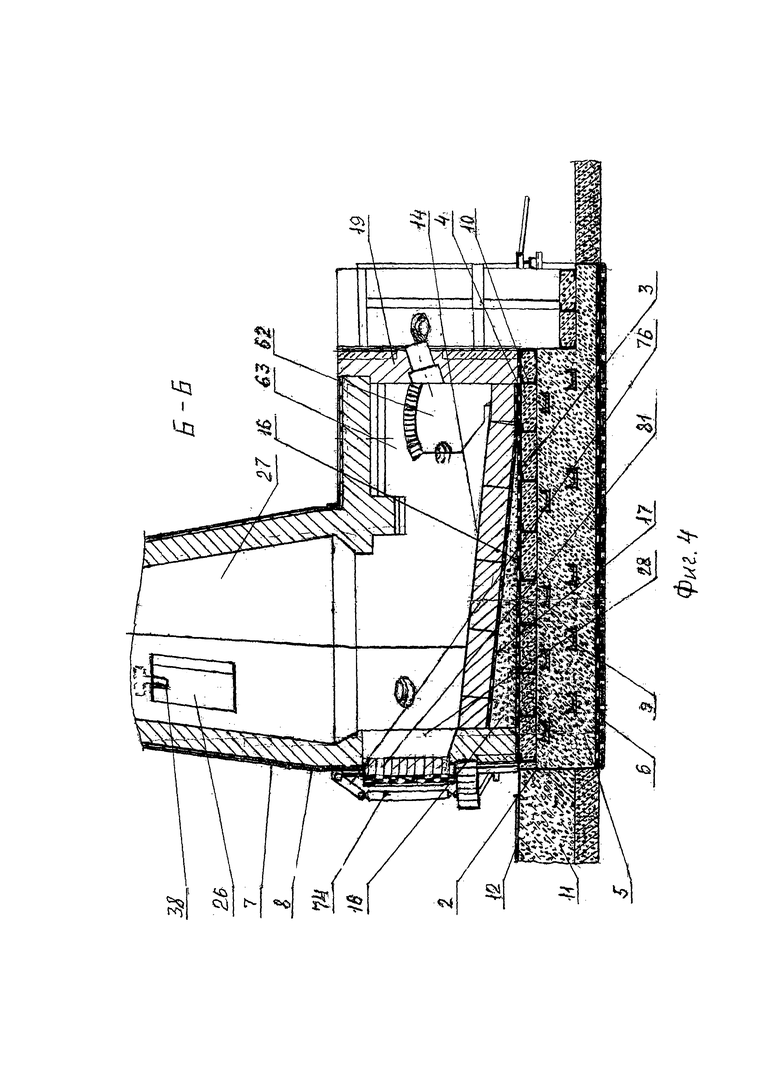
На фиг. 4. Разрез Б-Б плавильной камеры печи (вид окна в перегородке).
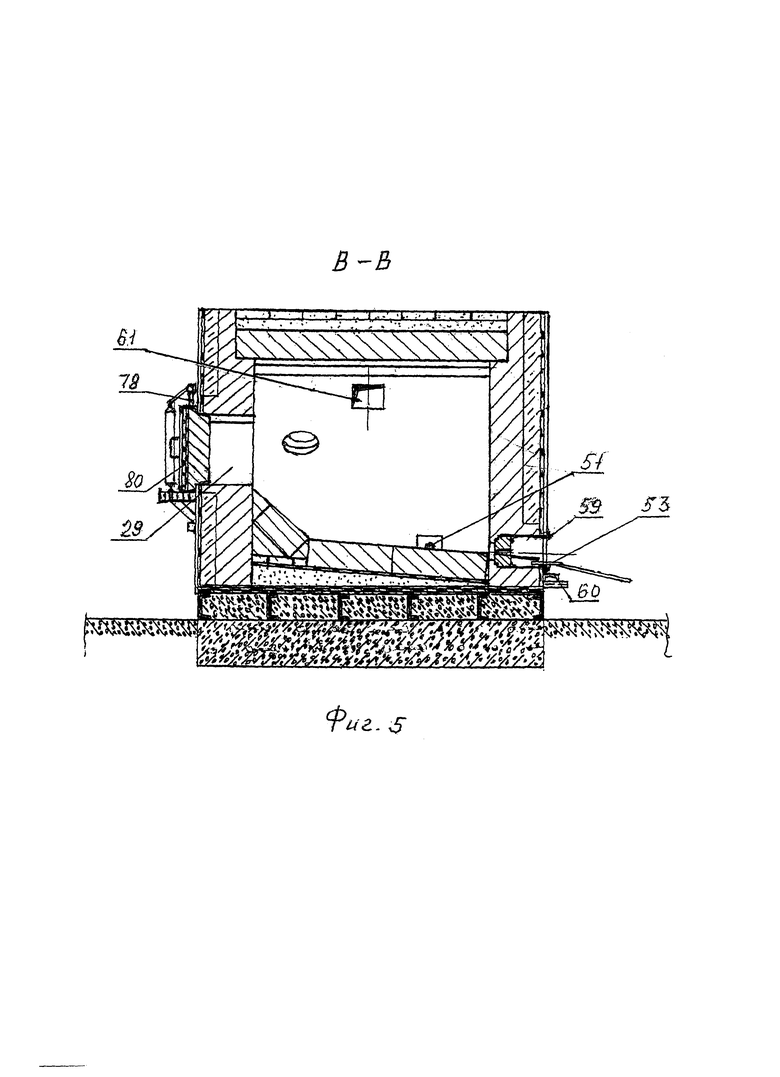
На фиг. 5. Разрез В-В печи (накопительной ванны).
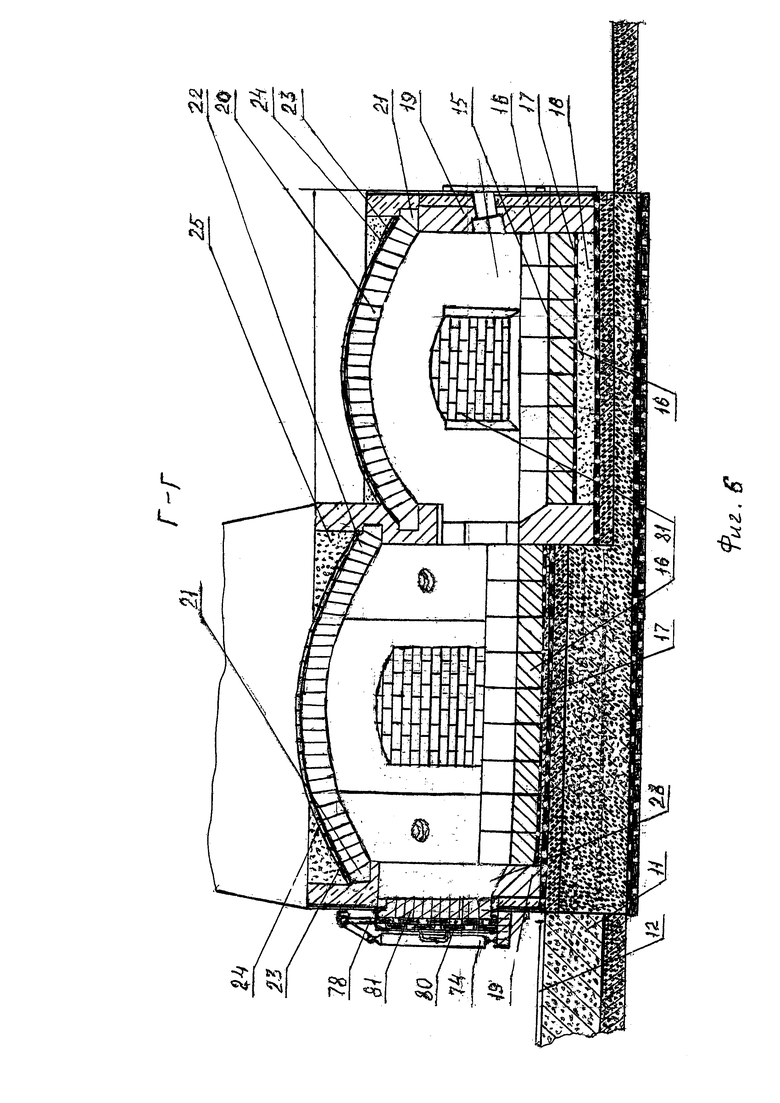
На фиг. 6. Разрез Г-Г печи.
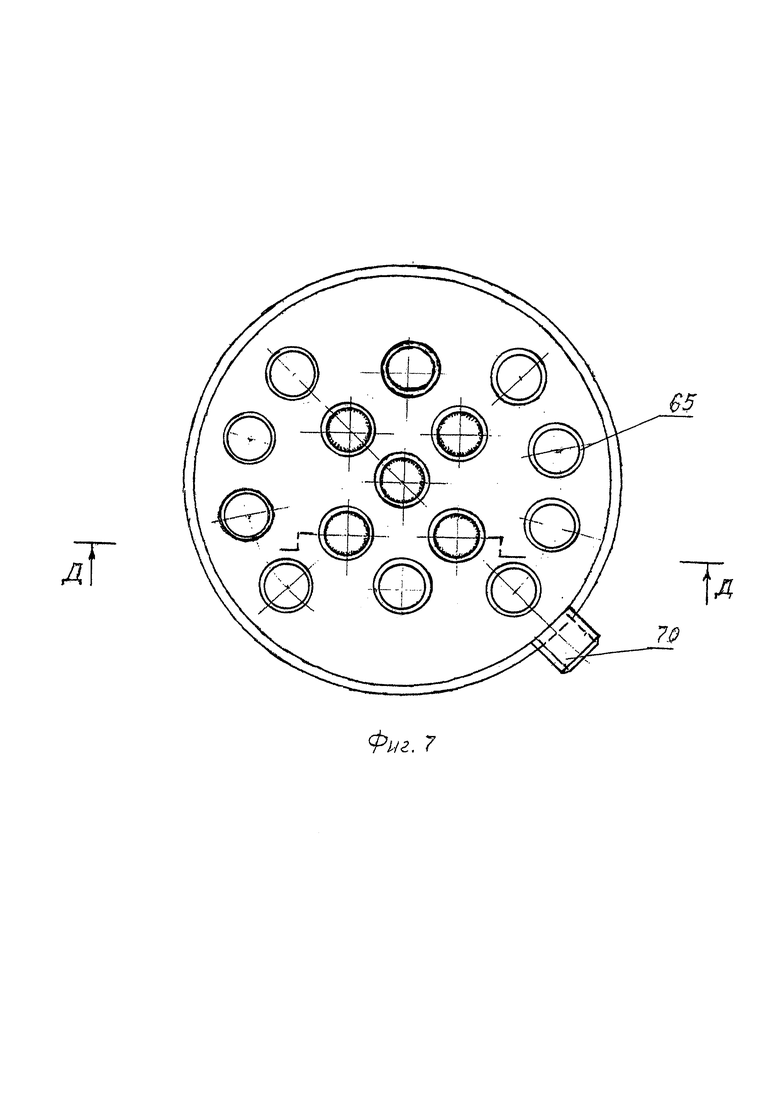
На фиг. 7. Вид 15-ти смесительной инжекционной горелки.
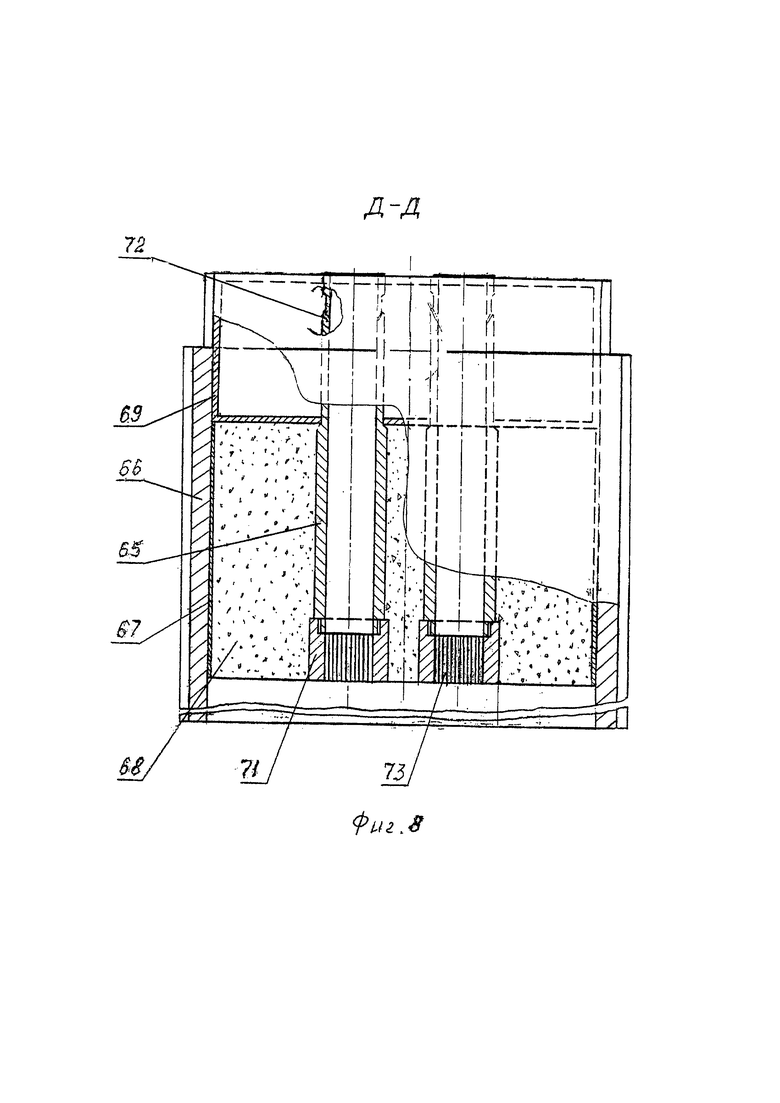
На фиг. 8. Разрез Д-Д 15-ти смесительной инжекционной горелки.
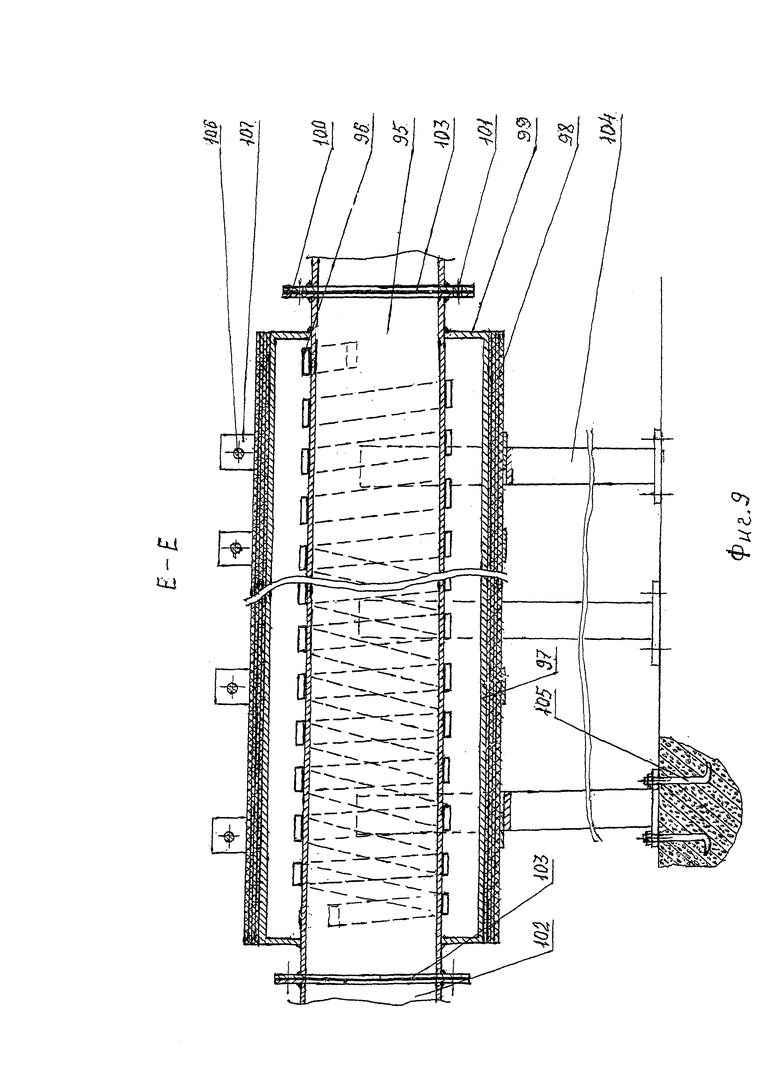
На фиг. 9. Разрез Е-Е экономайзера.
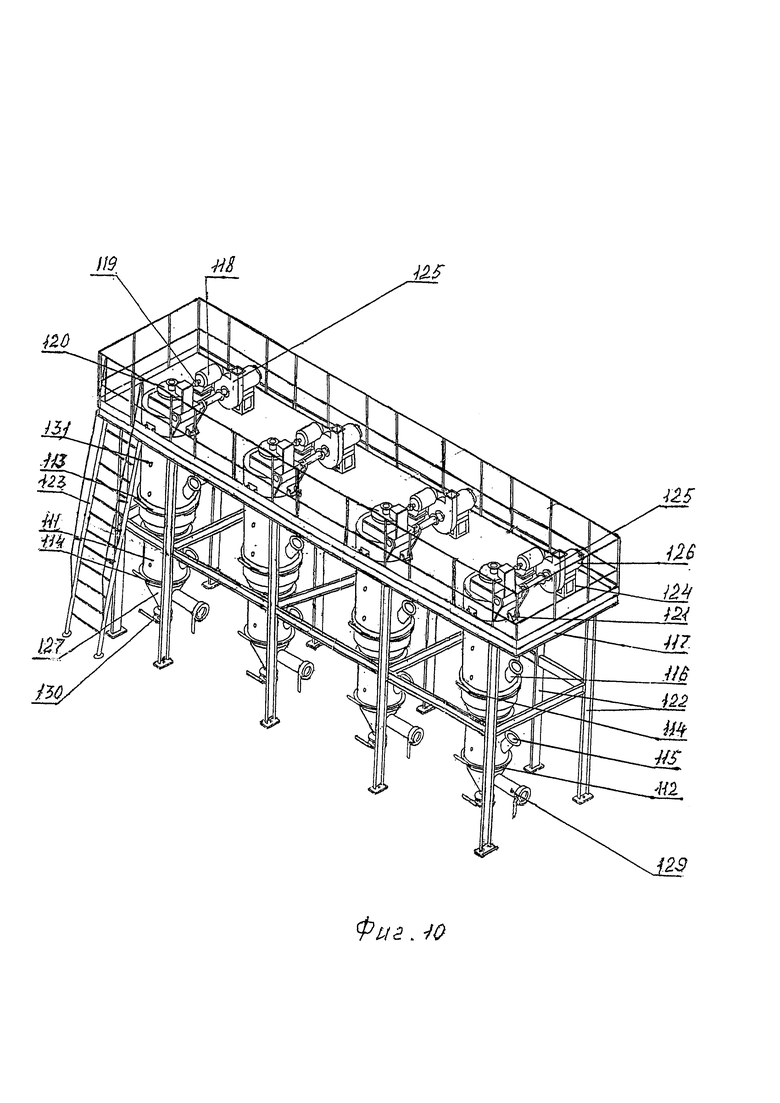
На фиг. 10. Пылегазоочистной блок.
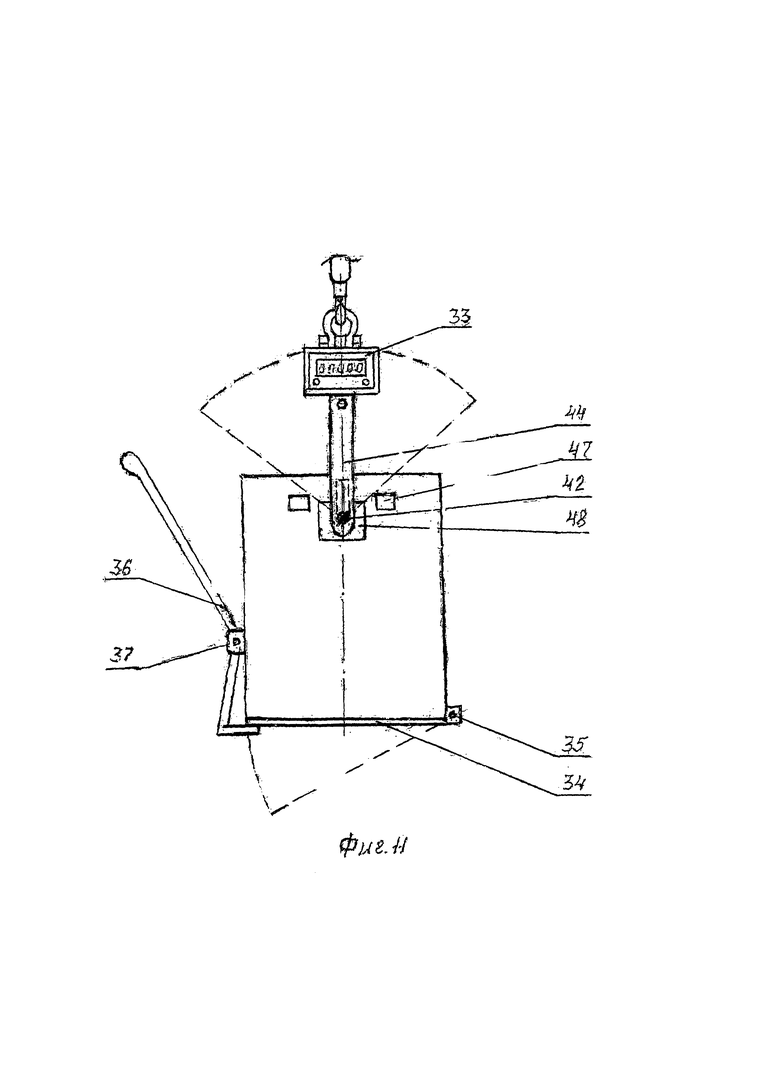
На фиг. 11. Загрузочная бадья.
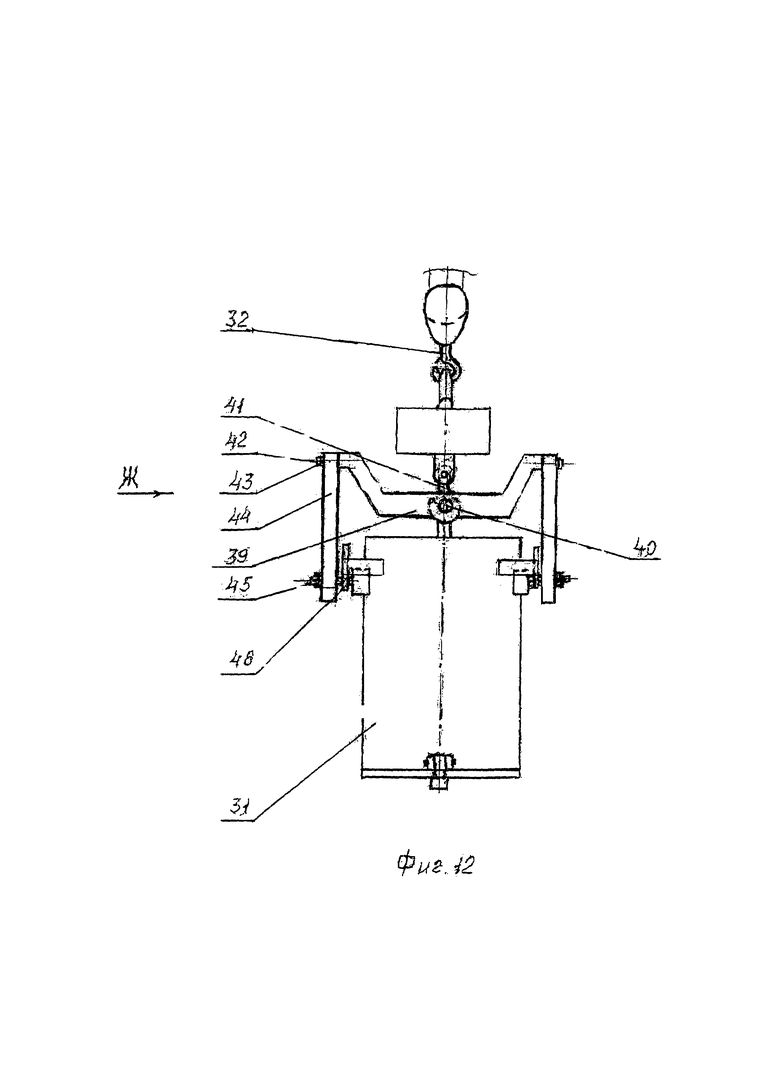
На фиг. 12. Вид Ж загрузочной бадьи.
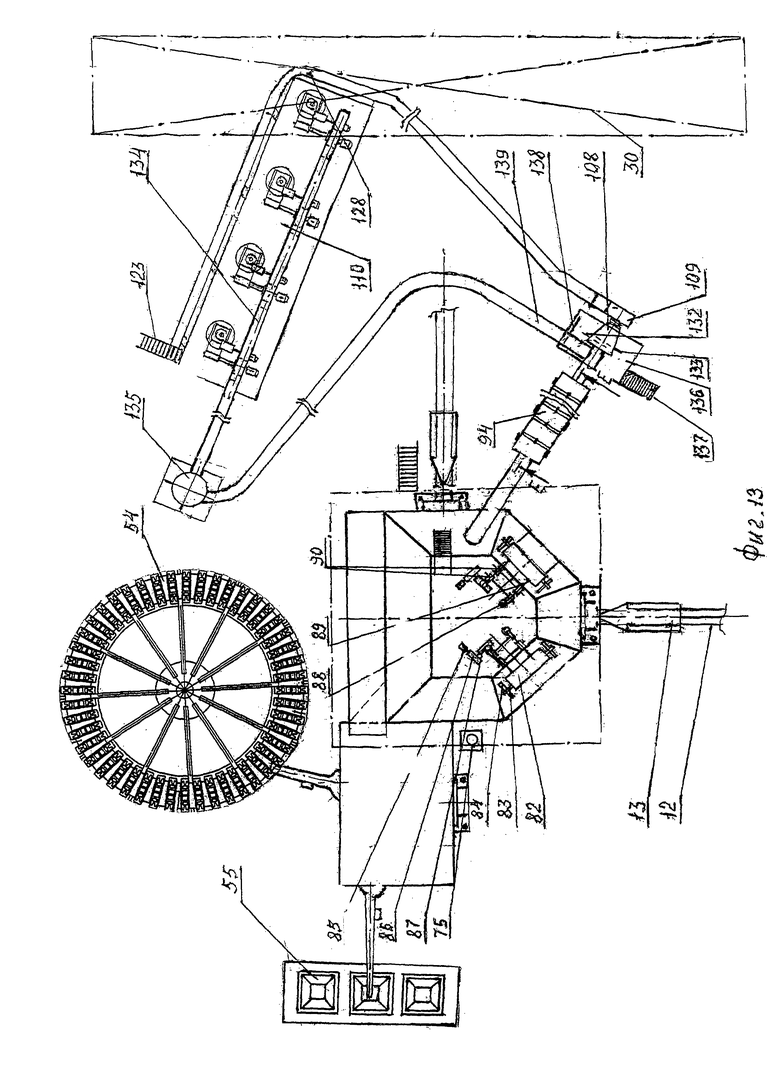
На фиг. 13. Вид печи в плане с системой пылегазоочистки и разливочным оборудованием.
Предлагаемая печь содержит смонтированный на каркасе печи корпус 1, образованной кирпичной кладкой из шамотного кирпича (фиг. 3). Каркас 2 печи, имеет в верхней части теплоизоляционный слой 3, состоящий из четырех листов теплоизоляционного муллитокремнеземистого картона марки МКРК-400, уложенного на два теплоизоляционных слоя поз. 4, 5 из бетона с наполнителем шамотной крошкой, при этом каркас 2 печи установлен на теплоизоляционный слой 6 из четырех листов теплоизоляционного муллитокремнеземистого картона марки МКРК-400 (фиг. 4). К каркасу печи 2 приварен стальной короб 7, имеющий теплоизоляцию между ним и каждой стеной, состоящую из двух слоев поз. 8 теплоизоляционного муллитокремнеземистого картона марки МКРК-400. Два теплоизоляционных слоя поз. 3, 6 сварного каркаса 2 печи, каждый состоящий из четырех рядов теплоизоляционного муллитокремнеземистого картона марки МКРК-400 и два теплоизоляционных слоя 4, 5 из бетона с наполнителем - шамотной крошкой, а также двух слоев теплоизоляционного муллитокремнеземистого картона марки МКРК-400 стального короба 7 позволяют снизить потери тепла и повысить к.п.д. печи.
Каркас 2 печи сварен из стального листа толщиной 6 мм. В нижней части каркаса залит первый теплоизоляционный слой 5 из бетона с наполнителем шамотной крошкой, который армирован в два ряда швеллером №16 поз. 9, а в верхней части каркаса 2 печи имеется второй теплоизоляционный слой 4 из бетона с наполнителем шамотной крошкой, который армирован рядом из швеллеров №14 поз. 10 (фиг. 4). Рядом с каркасом 2 залита бетонная подушка 11 для размещения на ней рельс 12, по которым перемещаются во время загрузки шихты в печь виброзагрузочные машины 13 (фиг. 2, 4, 6, 13). Следует отметить, что виброзагрузочные машины 13 на (фиг. 4, 6), чтобы не загромождать эскизы, не показаны.
Подины 14, 15 плавильной камеры и, соответственно, накопительной ванны выполнены из подовых муллитокорундовых блоков 16 марки МКП-72, уложенных на четыре листа теплоизоляционного муллитокремнеземистого картона 17 марки МКРК=400, и имеют подбивку 18 из шамотного порошка смешанного с крошкой из легковесного кирпича (фиг. 4, 6). Срок службы печи увеличивается из-за использования подовых блоков МКП-72, которые имеют высокую огнеупорность и стойкость (срок службы по практическим данным 7-8,5 лет). Применением блоков МКП-72 вместо обычных штучных изделий можно уменьшить количество швов, что снижает газопроницаемость и повышает шлакоустойчивость футеровки, получить экономию средств, поскольку отпадает процесс предварительного изготовления штучных огнеупоров, ускорить процесс строительства и снизить долю ручного труда. Теплоизоляция, состоящая из четырех листов теплоизоляционного муллитокремнеземистого картона 17 марки МКРК-400, и подбивки 18 из шамотного порошка смешанного с крошкой из легковесного кирпича, позволяет дополнительно сохранять температуру металла в плавильной камере и накопительной ванне.
Швы между подовыми муллитокорундовыми блоками 16 автор заполнял сухим шамотным порошком, а в верхней части заливал жидким стеклом, затем замазывал «заподлицо» с верхней плоскостью обеих подин огнеупорной клеевой мастикой следующего состава: огнеупорная глина (20%), шамотный порошок (72%), жидкое стекло (7%) и фоскон (1%).
Плавильная камера и накопительная ванна ограничены подовыми блоками 16 и стенами 19. Стены 19 печи выложены в два кирпича, внутренний слой выполнен из шамотного кирпича ША-1, №5, а наружный слой из шамотного легковеса ШЛ-0,9, №5. Над накопительной ванной глубиной 500 мм собран свод 20, опирающийся на пятовые кирпичи 21 (ША - 1 №67), зафутерованных в боковых стенах 19. Свод 22 выполнен над плавильной камерой и также опирается на пятовые кирпичи 21 (ША - 1 №67). Своды 20 и 22 собираются из шамотного кирпича ША - 1 №22, 23 и имеют огнеупорную теплоизоляционную обмазку 23 и сверху них уложен теплоизоляционный муллитокремнеземистый войлок марки МКРВ-200 поз. 24 толщиной 50 мм, а далее на уровень со стенами 19 засыпана шамотная крошка (фиг. 6) поз. 25. Это дополнительно уменьшает теплопотери из печи.
Следует отметить, что в предлагаемой печи для переплава преимущественно алюминиевого лома используется принцип противотока. Загружаемая в печь шихта движется вниз, а раскаленные дымовые газы движутся вверх, нагревая при этом шихту. Принцип противотока позволяет полнее использовать полученное при горении тепло, получить при этом высокий тепловой к.п.д. По сравнению с прототипом в предлагаемой печи предусмотрены четыре рабочих окна: расположенные два верхних 26 в верхней части шахты 27 и два нижних 28 в плавильной камере, через которые происходит загрузка шихты с четырех мест. Благодаря отмеченному выше, в регламенте технологического процесса больше времени отводится на плавку, печь проплавляет больше алюминиевого лома. Существенно отметить, что в конструкцию печи вводится еще шлаковое 29 окно, предназначенное для удаления шлака, переделок, обработки флюсами, такие же операции производятся и через нижнее 28 рабочее окно в плавильной камере, при этом в шлаковое 29 окно, выполненное в накопительной ванне можно вручную загружать шихту. При загрузке печи с четырех мест можно значительно увеличить производительность и объем переплавляемого металла. При этом в верхние 26 окна, расположенные в верхней части щахты 27 загрузка производится с помощью мостового крана 30 снабженного загрузочной бадьей 31, а в два нижних окна осуществляется при помощи виброзагрузочных машин 13 (т.е. одна загрузочная бадья 31 на шихтовом дворе загружается, а вторая разгружается в цехе) фиг. 4, 5, 12, 13.
Мостовой кран 30 перемещается вдоль пролета литейного цеха, на крюке 32 мостового крана 30 подвешены электронные весы 33. Электронные весы 33 имеют характеристики, приведенные ниже (фиг. 11, 12, 13):
Электронные весы 33 имеют пульт дистанционного управления, в них имеется устройство, сигнализирующее о перегрузке. На крюк 32 электронных весов 33 подвешивается загрузочная бадья 31. Корпус загрузочной бадьи 31 сварен из листовой стали толщиной 6 мм, имеет стальное днище 34, которое может вращаться вокруг оси 35 на угол 95 градусов и удерживаться в горизонтальном положении (в загруженном положении загрузочной бадьи) Г_-образным выступом на нижнем плече двухплечевого рычага 36. Двухплечий рычаг 36 вращается вокруг оси 37, причем, когда конец верхнего плеча двухплечевого рычага 36 упирается в кронштейн-упор 38, который приварен к стальному коробу 7 и зафутерован в шахте 27 печи, происходит освобождение днища 34 загрузочной бадьи 31 и шихта под действием собственного веса из загрузочной бадьи 31 высыпается на подину 14 плавильной камеры (фиг. 4, 11, 12, 13). Загрузочная бадья 31 имеет сборную стальную подвеску, верхняя часть которой сварена из двух частей в виде «коромысла» 39, в средней части между ними приварена ось 40, которой загрузочная бадья 31 подвешивается к крюку 41 электронных весов 33. К коромыслу 39 крепится с помощью двух болтов 42 и двух пружинных шайб 43 две тяги 44, внизу тяг закреплены двумя гайками 45 со шплинтами два рычага 46, при этом сборная стальная подвеска может поворачиваться (как показано пунктирными линиями на фиг. 11) относительно оси рычага 46 на угол 95 градусов. Рычаг 46 может поворачиваться между двумя ограничителями 47, которые приварены к корпусу загрузочной бадьи 31. Такое конструкторское решение делает очень удобной загрузку шихтой загрузочной бадьи 31. Каждый рычаг 46 имеет на концах приваренные «пятаки» (не показаны), которые вращаются внутри стальной обоймы 48. Для обслуживания процесса загрузки печи шихтой и проведения ремонтных работ на приводах заслонок двух верхних рабочих окон 26 предусмотрены две лестницы 49 и обслуживающая площадка 50.
В предлагаемой печи ведена вторая сливная летка 51 и второй поворотный желоб 52, который имеет в конструкции поворотную чашу 53. Вторая в веденная в печь сливная летка 51 и второй поворотный желоб 52 с поворотной чашей 53 позволят резко сократить время разлива и, естественно, увеличить производительность печи (фиг. 3). Два поворотных желоба позволяют одновременно разливать наплавленный в печи металл в разливочное оборудование (например, в разливочную карусель 54, и изложницы для получения саусов 55) фиг. 13, причем сектор обслуживания поворотных желобов увеличен по сравнению с прототипом до 130°. Поворотные футерованные желоба 52 имеют приваренные ручки 56 для поворота желобов 52 заливщиками. Поворотный футерованный желоб 52 улучшает условия труда обслуживающего персонала. Сливная летка 51 высверлена в леточном кирпиче 57. Каждый леточный кирпич 57 размещается в металлическом коробе 58 леточного кирпича 57 и при кладке стены укладывается в нишу и фиксируется в ней гайками 59 (фиг. 3, 5). Поворотная чаша 53 размещается на швеллере 60. Леточный кирпич 57 выполнен быстросменным. В накопительной ванне выполнен взрывной клапан 61 сечением 300x400 мм (фиг. 4, 5).
Плавильная камера и накопительная ванна сообщаются между собой через окно 62 в перегородке 63 (фиг. 4). Под 14 плавильной камеры выполнен с наклоном в 5° от задней стенки к фронтовой ив 1° от боковой стенки к окну 62 перегородки 63. Под 15 накопительной ванны выполнен под углом наклона 4° от задней стенки к фронтовой с выпускными летками 51 (фиг. 3, 4, 5).
Вместе с тем, шахтно-отражательная печь для переплава металла имеет в плавильной камере пять инжекционных 15-ти смесительных горелок 64 среднего давления, направленные под углом 18° градусов к подине 14, причем каждая горелка 64 имеет пять центральных смесителей с насадками, которые позволяют получить факел длиной 2,7 метра, остальные смесители используются без насадок и имеют факел длиной 1,5 метра, в накопительной ванне установлены две такие же газовые инжекционные 15-ти смесительные горелки среднего давления, направленные под углом 18° к подине, кроме того между плавильной камерой и накопительной ванной установлена такая же 15-ти смесительная горелка, при этом смесители, насадки, литой стабилизирующий пламя туннель изготавливают из жаростойкого чугуна Х28НД3Ю2.
Горелки исследовались в лаборатории ООО «Пензаплав» г. Пенза на исследовательском стенде. Все смесители 65 инжекционных горелок 64 имеют: внутренний диаметр 42 мм, внешний 64 мм, четыре сопла диаметром 1,5 мм. Суммарная тепловая мощность горелок составляет 12 360 КВт, что делает печь высокопроизводительной, позволяющей вести форсированный режим плавки, при этом металл не успевает окисляться и, в конечном счете, угар получается небольшим. Эскизы горелок приведены на (фиг. 7, 8). Каждая горелка 64 имеет горелочный туннель 66 для устойчивого горения факела, а также кожух 67 для набивки промежутков между смесителями огнеупорной набивной массой 68. Газ поступает в газораспределительную коробку 69 по штуцеру 70. Смесители с насадками 71, насадки и смесители без насадок, литой стабилизирующий пламя горелочный туннель 66 изготавливают из жаростойкого чугуна Х28НД3Ю2. Номинальное рабочее давление у всех горелок 0,08 МПа. В каждом из смесителей 65 по периферии просверлены четыре сопла 72 под углом 25°±1° к их осям с зенковкой входной части 0,7 мм под углом 90°. На внутренней поверхности насадок отлиты ребра 73 высотой 3 мм. Кратко о работе горелки. Газ под давлением поступает по штуцеру 70 в газораспределительную коробку 69, далее через сопла 72 поступает в каждый смеситель при этом инжектируется воздух, в средней части каждого из смесителей происходит смешение газа с воздухом. Такое расположение горелок и смесителей в горелках позволяет добиться высокой скорости плавки, снижения угара (по практическим данным), а также делает печь высокопроизводительной, позволяющей вести форсированный режим плавки.
Далее, печь имеет гидравлический привод подъема и опускания нижних рабочих заслонок печи, а также шлаковой заслонки, состоящий из двух силовых цилиндров 74, масляного насоса 75, двух тяг 76, поперечины 77, двух подвесок 78 и литой чугунной заслонки 79 с двойным теплоизоляционным слоем муллитокремнеземистого картона 80 марки МКРК-400, футерованной легковесным полуторным огнеупорным кирпичом 81 марки ШЛ-0,6. Две нижние рабочие и шлаковая заслонки печи отлиты из жаростойкого чугуна марки ЧХ16 и отличаются большим сроком службы (фиг. 1, 2, 3, 4, 5, 6)
Кроме того, заслонки 82 верхних рабочих 26 окон печи, расположенные в верхней части шахты 27 имеют сварную раму (не показана), футерованную легковесным полуторным кирпичом марки ШЛ-0,6, выступающим за раму на 35 мм, причем, рама имеет два ползуна 83, приваренных к ней, перемещающихся по копирам 84, при этом при закрытии верхних рабочих 26 окон образуется надежный «Г-образный замок», а каждый электрический привод подъема и опускания заслонки печи, состоит: из электродвигателя 85, червячного редуктора 86, барабана 87, двух противовесов 88, тросов 89, шкивов 90 и заслонки 82 с теплоизоляционным слоем (не показан). Заслонки 82 имеют двойной теплоизоляционный слой из листового асбокартона (не показано), а герметичность закрытия заслонками 82 верхних рабочих окон 26 печи обеспечивается заходной частью копиров 84, которая имеет угол 31 градус (фиг. 1, 2, 13). Чтобы не загромождать эскиз на фиг. 13 печь изображена без обслуживающей площадки. «Г-образные замки» и теплоизоляционные слои заслонок способствуют уменьшению угара и снижению теплопотерь.
Итак, по конструкции печи следует еще отметить то, что стальной короб 7 армирован снаружи вертикальными и горизонтальными швеллерами 91 №12 (фиг. 2). Дымовые газы, образующиеся при горении газа из шахты 27 печи поступают в газоход 92, в котором установлена заслонка 93, регулирующая тягу в печи.
Предлагаемая печь имеет экономайзер 94, который представляет собой полую трубу 95 с внутренним ∅ 600 мм, по центру которой движутся раскаленные дымовые газы, а сверху по наружному диаметру выполнена сваркой в виде спирали профильная труба 96 из нержавеющий стали марки 20Х20Н14С2 прямоугольной формы с внутренними размерами 30x40 длиной 3,5 метра и с количеством витков - 25 шт., по которой подается вода из водопроводной сети под давлением 2 ати для подогрева, при этом профильная труба 96 закрыта металлической трубой 97 с четырьмя слоями теплоизоляционного муллитокремнеземистого рулонного материала марки МКРР-130 поз. 98 (фиг. 9). Металлическая труба 97 имеет с торцов приваренные торцевые стенки 99. Полая труба 95 имеет с двух сторон приваренные фланцы 100 с восемью отверстиями 101 для крепления экономайзера болтам, гайками, пружинными шайбами (не показано) к газоходу 102. Для устранения вырыва дымовых газов между фланцами 100 установлены прокладки 103 из листового термостойкого материала из карбида кремния SiC. Экономайзер установлен на шести металлических опорах 104, которые закреплены в полу литейного цеха фундаментными болтами 105. Слои теплоизоляционного материала 98 закреплены болтами 106, гайками, пружинными шайбами (не показаны) на металлической трубе 97 шестью хомутами 107 (фиг. 9, 13). Экономайзер 94 позволяет нагревать воду для технологических нужд предприятия.
Конструкция печи позволяет вести переплавку несортированного от инородных включений лома, имеющего приделки в виде чугунных и стальных колец, вкладышей, втулок, шпилек, толкателей, клапанов и т.д., которые имеются, как правило, в моторном ломе.
Печь снабжена системой пыле газоочистки для достижения экологически чистого процесса плавки и при этом установка пылегазоочистки имеет следующую характеристику: производительность по очищаемому газу 38 000 м3/час, степень очистки по фтористому водороду 65%, степень очистки по окиси меди 86%, степень очистки по окиси углерода 93%, степень очистки по окиси азота 85%, степень очистки по окиси алюминия 82%, степень очистки по пыли 91%, уровень звука не более 75 ДБА.
Из приведенной технической характеристики системы пылегазоочистки видно, что она имеет широкий спектр очистки вредных веществ, содержащихся в дымовых газах, а также содержащейся в них пыли.
Система пылегазоочистки включает в себя: камеру смешения 108, дымосос ДН-12,5 поз. 109, четырех секционный блок пылегазоочистки 110 (фиг. 13).
Четырех секционный пылегазоочистной блок 110 состоит из четырех единичных сварных блока, причем каждый сварной блок представляет собой сборный стальной цилиндрической формы корпус 111, в нижней части которого имеется нижняя поворотная загрузочная решетка 112 с отверстиями (фиг. 10). В средней части цилиндрического корпуса 111 имеется верхняя поворотная загрузочная решетка 113 с отверстиями. Поворот решеток вокруг осей осуществляется с помощью рукояток 114, закрепленных на осях. Выше нижней поворотной загрузочной решетки 112 расположен нижний загрузочный патрубок 115. Выше верхней поворотной загрузочной решетки 113 расположен верхний загрузочный патрубок 116. В верхней части цилиндрического корпуса 111 размещены вращающиеся рукавные фильтры (не показаны) в количестве 10 штук, которые улавливают пылевидные частицы из дымовых газов. Вверху каждого сварного блока на обслуживающей площадке 117 размещен привод вращения рукавных фильтров, состоящий из электродвигателя 118, муфты 119, червячного редуктора (не показан) и зубчатой тарелки 120.
В верхней части цилиндрического корпуса 111 закреплена на четырех кронштейнах 121 каждого сварного блока обслуживающая площадка 117, которая опирается на десять опор 122 и имеет слева лестницу 123. На обслуживающей площадке 117 закреплена рама 124, на которой смонтирована воздуходувка 125 с электродвигателем 126. На верхнюю 113 поворотную загрузочную решетку и нижнюю 112 поворотную загрузочную решетку раз в неделю с приставной лестницы загружается адсорбент: активированный уголь, селикагель, березовый уголь, известь «пушонка». Отработанный адсорбент и пыль собираются в конусной части 127 цилиндрического корпуса 111. Очищаемые газы из печи подаются в четырех секционный пылегазоочистной блок 110 по трубе 128, а с трубой 128 соединены все входные патрубки 129 единичных сварных блоков (фиг. 10, 13). Отработанный адсорбент выгружается через нижнюю горловину 130 цилиндрического корпуса 111 в тару (не показана) и увозится в отвал. Для наблюдения за ходом процесса очистки дымовых газов в цилиндрическом корпусе 111 выполнены три глазка 131. Так как дымовые газы, выходящие из печи имеют температуру больше 800-900°С, то обычно перед дымососом 109 устанавливают камеру смешения 108, в которой дымовые газы разбавляются воздухом цеха, при этом их температура снижается до 150-170°С (фиг. 10, 13). В камере смешения 108 установлены два шибера: один из которых 132 закрывает или открывает подачу в дымосос отходящих газов, другой 133 регулирует подачу свежего воздуха для разбавления им продуктов горения. В качестве дымососа принят дымосос мод. ДН-12,5, который имеет рабочую температуру до 250°С. После очистки дымовых газов от вредных веществ на загрузочных решетках 112, 113 в «кипящем слое» они очищаются от пыли во вращающихся рукавных фильтрах, находящихся в верхней части цилиндрического корпуса 111 поступают в воздуходувку 125 и далее из всех воздуходувок 125 по трубе 134 попадают в дымовую трубу 135, по которой удаляются в атмосферу (фиг. 13).Обслуживающая площадка 136 с лестницей 137 служит и для обслуживания шиберов 132, 133, 138, установленных в камере смешения 108 и на трубе 139.
Печь работает на искусственной тяге следующим образом. Оператор поднимается по приставной лестнице и загружает адсорбент (известь «пушонку», активированный уголь, селикагель) в четырех секционный блок пылегазоочистки 110 и производится его включение. Шибер 138 закрывается, далее включается дымосос 109, плавильщик металла и сплавов заслонкой 93 устанавливает тягу в печи в пределах 5-20 даПа, включаются горелки 64, печь прокаливается по технологическому графику прокалки в зависимости от вида проведенного ремонта. После прокалки, заслонки двух верхних рабочих окон 26, расположенные в верхней части шахты 27 открывают поочередно и в них загружают неразделанный алюминиевый лом с температурой окружающей среды (одну бадью загружают на шихтовом дворе, а другую разгружают в печь). Одновременно плавильщики металла и сплавов с помощью виброзагрузочных машин 13 загружают в нижние рабочие окна 28 лом. Кроме того, с целью увеличения производительности печи, шихту можно вручную загружать в шлаковое окно, выполненное в накопительной ванне (в этом случае производительность печи увеличивается по сравнению с прототипом приблизительно в 3,6 раза). Пламя пяти газовых инжекционных горелок 64 (фиг. 3), установленных в плавильной камере нагревают лом до температуры плавления. Металл плавится на подине 14 плавильной камеры и стекает через окно 62 перегородки 63 в накопительную ванну печи. Температуру жидкого металла в накопительной ванне поддерживают две горелки 64 и горелка 64, установленная между плавильной камерой и накопительной ванной, причем их же теплом плавится загружаемый в шлаковое окно лом. Тепловое КПД печи выше 65%. В процессе плавки лом расплавляется, влага, находящаяся в нем испаряется, разлагаясь на кислород и водород, а на подине 14 плавильной камеры и подине 15 накопительной ванны остаются все включения, температура плавления которых выше алюминиевого сплава. Эти отходы переделки: чугунные и стальные кольца, вкладыши, втулки, шпильки, толкатели, клапаны и т.д. в конце плавки удаляют через шлаковое окно в накопительной ванне и нижние рабочие окна 28 плавильной камеры скребком с поверхности пода 14 плавильной камеры и пода 15 накопительной ванны в шлаковни. В процессе плавки дымовые газы, пройдя газоход 92, экономайзер 94 и камеру смешения 108, разбавляются в ней воздухом цеха, далее, дымовые газы нагнетаются дымососом ДН-12,5 в пылегазоочистной блок 110 и под давлением проходят два слоя адсорбента, образуется "кипящий слой" на нижней поворотной загрузочной решетки 112, а также верхней поворотной загрузочной решетки 113, в результате чего вредные вещества, находящиеся в дымовых газах, адсорбируются гашеной известью, активированным углем, селикагелем. После очистки дымовых газов от вредных веществ они очищаются от пыли в рукавных фильтрах, далее, нагнетаются по трубе 134 в дымовую трубу 135 и удаляются в атмосферу. Раз в три дня отработанный адсорбент выгружается в металлическую емкость и увозится в отвал. После полного расплавления загруженного в печь лома, обработки флюсом жидкого металла, тщательного перемешивания металла в накопительной ванне и подтверждении лабораторией спектрального анализа марки получаемого сплава, первый заливщик металла открывает летку 51, а второй подводит конец поворотного желоба 52 к изложницам 55, в которых отливаются саусы. Далее третий плавильщик металла и сплавов открывает вторую летку 51 печи, а четвертый производит разливку жидкого металла в изложницы разливочной карусели 54. После разливки из печи жидкого металла, плавильщики металла и сплавов чистят подину 14 плавильной камеры и подину 15 накопительной ванны от шлака и попавших на нее приделок, затыкают летки 51 и цикл повторяется. При работе на естественной тяге шибер 132 закрывается, а шибер 138 на трубе 139 открывается операции плавильщиками и заливщиками выполняются такие же, только следующее оборудование камера смешения 108, дымосос 109, пылегазоочистной блок 110 в техпроцессе не участвуют. Конструкция печи позволяет вести переплавку несортированного от инородных включений лома, имеющего приделки в виде чугунных и стальных колец, вкладышей, втулок, шпилек, толкателей, клапанов и т.д., которые имеются, как правило, в моторном ломе.
Итак, предлагаемая печь является высокопроизводительной, имеющей большой срок эксплуатации, малые потери тепла в окружающею среду за счет теплоизоляции, входящая в состав печи система пылегазоочистки делает процесс экологически чистым. Пример осуществления изобретения.
Предприятие ООО «УЗТС-Станколит», город Ульяновск январь 2004 года. Сооружена под руководством главного инженера Трусова В.А. экспериментальная шахтно-отражательная печь для переплава металла. В печи переплавляли алюминиевый лом и разливали наплавленный металл в изложницы для получения саусов и в изложницы на разливочной карусели для получения чушек по ГОСТ весом 15 кг. Емкость печи по алюминиевому сплаву 10 тонн.
Печь имела две летки, выполненные в быстросменных леточных кирпичах, замена износившегося леточного кирпича на новый производилась двумя рабочими плавильщиками в течение 5-7 минут.
В прототипе отсутствовала система пылегазоочистки, которая бы уменьшалавредное влияние на окружающую среду. В сооруженной печи по результатам замеров степень очистки по фтористому водороду 65%, степень очистки по окиси меди 86%, степень очистки по окиси углерода 93%, степень очистки по окиси азота 85%, степень очистки по окиси алюминия 82%, степень очистки по пыли 91%, уровень звука не более 75 ДБА.
Срок службы печи, из-за использования подовых муллитокорундовых блоков МКП-72, до первого капитального ремонта составил 7,5 лет при работе печи в две смены (по 12-ти часовой смене).
С установкой в печи восьми 15-ти смесительных горелок суммарная тепловая мощность составила 12 360 КВт и сделала печь высокопроизводительной, позволяющей вести форсированный режим плавки, причем, как показала практика, месячный объем выплавляемых алюминиевых сплавов достигал 740-760 тонн. Приведенный пример работы сооруженной экспериментальной шахтно-отражательной печи для переплава металла показывает, что технический результат достигнут.
Изобретение относится к металлургии, в частности к шахтно-отражательной печи для переплава алюминиевых ломов. В плавильной камере печи установлены пять газовых инжекционных 15-смесительных горелок на границе плавильной камеры и накопительной ванны, одна 15-смесительная горелка и две газовые 15-смесительные горелки в накопительной ванне. Печь выкладывают в стальном коробе, имеющем теплоизоляцию между ним и каждой стеной. Подины плавильной камеры и накопительной ванны выложены из подовых муллитокорундовых блоков. Печь имеет два поворотных футерованных желоба. В металлическом коробе установлен быстросменный леточный кирпич. Своды плавильной камеры и накопительной ванны имеют огнеупорную теплоизоляционную обмазку и уложенный поверх них теплоизоляционный муллитокремнеземистый войлок. Печь снабжена экономайзером и системой пылегазоочистки, состоящей из камеры смешения, дымососа и четырехсекционного пылегазоочистного блока. Изобретение обеспечивает высокую производительность печи со сроком эксплуатации до первого капремонта 7,5 лет, снижает потери тепла и выбросов вредных газов в атмосферу, а также позволяет использовать несортированный лом. 6 з.п. ф-лы, 1 пр., 13 ил.
1. Шахтно-отражательная печь для переплава металла, содержащая корпус с шахтой, плавильной камерой и накопительной ванной, ограниченными подами и стенками и сводами, размещенные на сварном каркасе с приваренным к нему стальным коробом газоход, горелки, сливную летку, поворотный футерованный желоб с поворотной футерованной чашей, отличающаяся тем, что в верхней части шахты выполнены два верхних рабочих окна и два нижних в плавильной камере для загрузки шихты, одно шлаковое окно выполнено в накопительной ванне, сварной каркас имеет в верхней и нижней части теплоизоляционный слой из четырех листов теплоизоляционного муллитокремнеземистого картона марки МКРК-400, уложенного на два теплоизоляционных слоя из бетона с наполнителем шамотной крошки, стальной короб имеет теплоизоляцию между ним и каждой стенкой, состоящую из двух слоев теплоизоляционного муллитокремнеземистого картона марки МКРК-400, при этом подины плавильной камеры и накопительной ванны выполнены из подовых муллитокорундовых блоков МКП-72, уложенных на четыре листа теплоизоляционного муллитокремнеземистого картона марки МКРК-400, и имеют подбивку из шамотного порошка, смешанного с крошкой из легковесного кирпича, в плавильной камере размещены пять инжекционных 15-смесительных горелок среднего давления, направленных под углом к подине, причем каждая горелка имеет семь центральных смесителей с насадками для получения факела длиной 2,7 метра, остальные смесители выполнены без насадок с обеспечением факела длиной 1,5 метра, в накопительной ванне установлены две газовые инжекционные 15-смесительные горелки среднего давления, направленные под углом к подине, кроме того, между плавильной камерой и накопительной ванной установлена такая же 15-смесительная горелка, при этом печь снабжена экономайзером, дополнительными леткой и поворотным футерованным желобом с поворотной футерованной чашей для одновременной разливки металла в разливочное оборудование, расположенное в секторе обслуживания с углом 130°, и системой пылегазоочистки, состоящей из камеры смешения, дымососа и четырехсекционного пылегазоочистного блока.
2. Печь по п. 1, отличающаяся тем, что имеет гидравлический привод подъема и опускания нижних рабочих заслонок печи и гидравлический привод подъема шлаковой заслонки печи, каждый из которых состоит из двух силовых цилиндров, масляного насоса, двух тяг, поперечины, двух подвесок, и отлитые из жаростойкого чугуна марки ЧХ16 рабочие и шлаковую заслонки с двойным теплоизоляционным слоем муллитокремнеземистого картона марки МКРК-400, футерованные легковесным полуторным огнеупорным кирпичом марки ШЛ-0,6.
3. Печь по п. 1, отличающаяся тем, что заслонки двух верхних рабочих окон печи имеют сварную раму, футерованную легковесным полуторным кирпичом марки ШЛ-0,6, выступающим за раму на 35 мм, и имеющую два ползуна, приваренные к ней и перемещающиеся по копирам с образованием при закрытии верхних рабочих окон Г-образного замка, а каждый привод подъема и опускания заслонки печи состоит из электродвигателя, червячного редуктора, барабана, двух противовесов, тросов, шкивов и заслонки с теплоизоляционным слоем.
4. Печь по п. 1, отличающаяся тем, что своды плавильной камеры и накопительной ванны имеют огнеупорную теплоизоляционную обмазку и уложенный поверх них теплоизоляционный муллитокремнеземистый войлок марки МКРВ-200 толщиной 50 мм.
5. Печь по п. 1, отличающаяся тем, что четырехсекционный агрегат пылегазоочистки имеет следующие характеристики: производительность по очищаемому газу 38000 м3/ч, степень очистки по фтористому водороду 65%, степень очистки по окиси меди 86%, степень очистки по окиси углерода 93%, степень очистки по окиси азота 85%, степень очистки по окиси алюминия 82%, степень очистки по пыли 91%, уровень звука не более 75 ДБА.
6. Печь по п. 1, отличающаяся тем, что смесители всех горелок, насадки к смесителям, литые стабилизирующие пламя горелочные туннели выполнены из жаростойкого чугуна Х28НД3Ю2, причем смесители всех горелок имеют внутренний диаметр 42 мм, внешний - 64 мм, четыре сопла диаметром 1,5 мм.
7. Печь по п. 1, отличающаяся тем, что экономайзер выполнен в виде полой трубы с внутренним ∅ 600 мм, по центру которой движутся раскаленные дымовые газы, а сверху по наружному диаметру выполнена сваркой в виде спирали труба из нержавеющий стали прямоугольной формы с внутренними размерами 30×40, длиной 3,5 метра и с количеством витков 25 шт., по которой подается вода из водопроводной сети под давлением 2 ати для подогрева, при этом спираль выполнена сварной из стали 20Х20Н14С2 и сверху закрыта металлической трубой с четырьмя слоями теплоизоляционного муллитокремнеземистого рулонного материала марки МКРР-130.
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2009 |
|
RU2406953C1 |
| ШАХТНО-ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА МЕТАЛЛА | 2014 |
|
RU2588700C1 |
| Шахтно-отражательная печь для переплава металла | 2019 |
|
RU2727374C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННЫХ ЭПОКСИДНЫХ КОМПАУНДОВ | 0 |
|
SU240998A1 |
| US 3973076 A1, 03.08.1976 | |||
| ДЕРЖАТЕЛЬ ДЛЯ КУХОННОЙ ПОСУДЫ | 2007 |
|
RU2385146C1 |

