(54) УТЮГ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разглаживания швов деталей швейных изделий | 1980 |
|
SU962380A1 |
| Устройство для разутюжки швов швейных изделий | 1982 |
|
SU1087586A1 |
| Устройство для разутюжки швов швейных изделий | 1980 |
|
SU953041A2 |
| Устройство для разутюжки швов швейных изделий | 1981 |
|
SU1008308A2 |
| Устройство для разутюжки швов швейныхиздЕлий | 1979 |
|
SU821601A1 |
| Устройство для загибания краев деталей швейных изделий | 1982 |
|
SU1134159A2 |
| Приспособление для двойного подгиба среза изделия на швейной машине | 1984 |
|
SU1280069A1 |
| Приспособление для притачивания полости ткани с закрытыми срезами к изделию на швейной машине | 1977 |
|
SU859503A1 |
| СШИВАЮЩЕЕ УСТРОЙСТВО ДЛЯ НАЛОЖЕНИЯ МЕХАНИЧЕСКОГО ОБВИВНОГО ШВА | 2007 |
|
RU2328228C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ПОЯСОВ ШВЕЙНЫХ ИЗДЕЛИЙ | 1969 |
|
SU257285A1 |
Изобретение относится к оборудрва«/ нию для влажно-тепловой обработки швейнЕлх изделий и может быть использовано в швейной, трикотажной отраслях легкой промышленности, предприятиями бытового обслуживания, а также в домашних условиях.
Известен утюг, содержащий несущую секцию, связанную с источником энедгии, и смонтированное на ее передней части средство для формирования срезов шва) включающее съемные направители, установленные с образованием зазора между ними для прохода срёзо шва fl .
Недостатком известного устройства является то, что такая конструкция позволяет утюжить только изделия с определенной толщиной ткани без поперечных швов и, кроме того, конструктивное исполнение раскгшывателя и его расположение в известном утюге сразу за роликами не позволяют качественно раскалывать (заваливать) срезы швов, особенно в первоначальный период ввиду, того, что раскальшающая сила направлена вдОЯь шва и сминает срезы ткани.
Цель изобретения - расширение технологических возможностей утюга при
заваливании швов из тканей различной ;тол 1а1ны без сминання срезов шва.
указанная цель:достигается ем, :что в известие утюге, содержащем :несущую секцию, связанную с (источником энергии, и смонтированное на ее передней части средство для формирования cpefsoB шва, включающее съемные направители, установленные с образо10ванием зазора между ними для прохода срезов шва, согласно изобретению каждый направитель снабжен изогнутой По спирали вдоль продольной оси утюга . плас1 1и10й7 участок которой, обращенный15к несущей секции утюга, расположен паргшлельно его рабочей поверхности при этом пластины на направителях установлены одна относительно другой с зазорсш для прохода срезов шва.
20
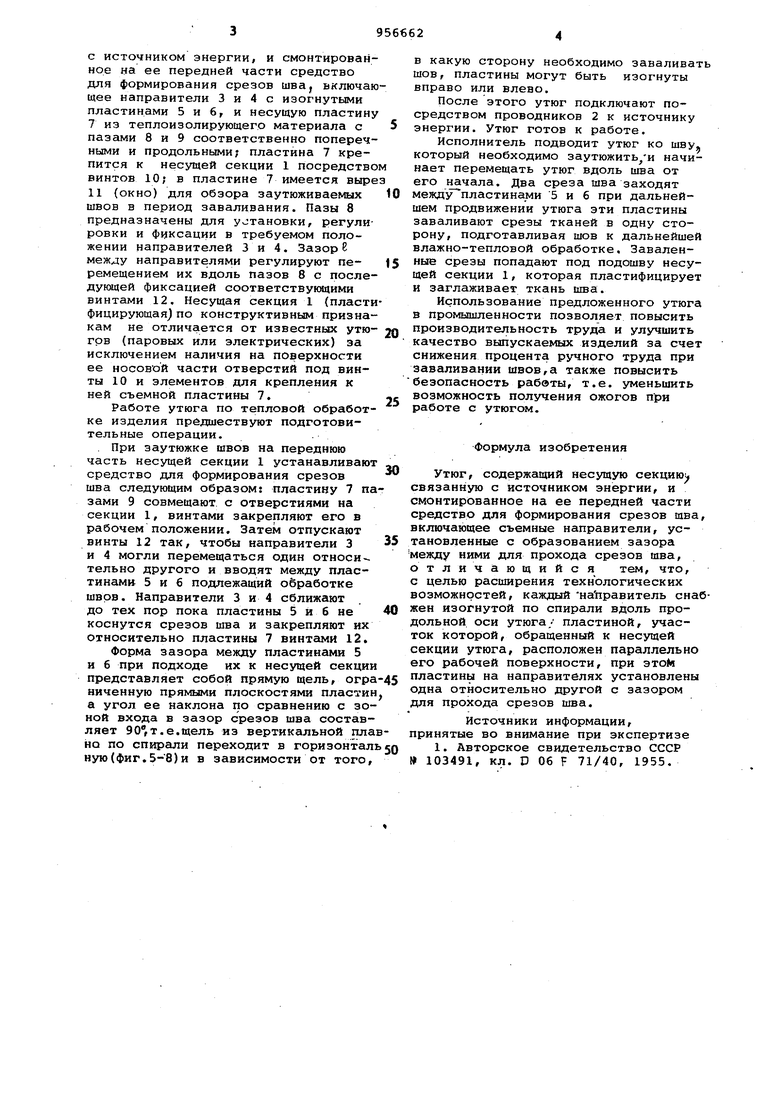
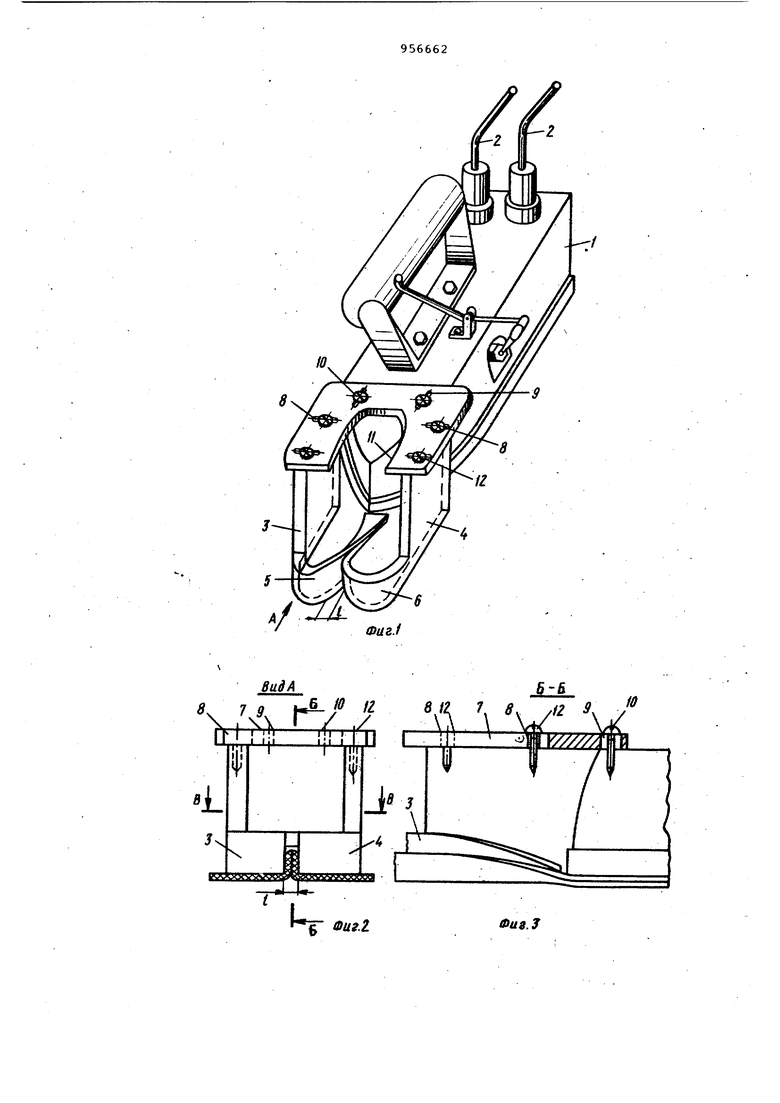
На фиг. 1 схематически изображен предлагаемый утюг в сборе с заваливателбм шва;на фиг. 2 - вид А на фиг.1.| на фиг. 3 - разрез Б-Б на фиг. 2j на фиг. 4 - разрез В-В на фиг, 2 на фиг. 5 - разрез Г-Г на фиг. 4; на
25 фиг.6 - разрез Д-Д на фиг. 4} на. фиг. 7 - разрез Е-Е на фиг.4| на фиг. 8 - разрез Ж-Ж на Фиг. 4.
Утю;г содержит несущую секцию 1, связанную посредством проводников 2
30
с источником энергии, и смонтированное на ее передней части средство для формирования срезов шва), включающее направители 3 и 4 с изогнутыми пластинами 5 и 6, и несущую пластину 7 из теплоизолирующего материала с пазами 8 и 9 соответственно поперечными и продольными; пластина 7 крепится к несущей секции 1 посредство винтов 10; в пластине 7 имеется выре 11 (окно) для обзора заутюживаемых швов в период заваливания. Пазы 8 предназначены для установки, регулировки и Фиксации в требуемом положении направителей 3 и 4. Зазор В между направителями регулируют перемещением их вдоль пазов 8 с последующей фиксацией соответствующими винтами 12. Несущая секция 1 (пластифицирующая) по конструктивным признакам не отличается от известных утюгрв (паровых или электрических) за исключением наличия на поверхности ее носовой части отверстий под винты 10 и элементов для крепления к ней съемной пластины 7.
Работе утюга по тепловой обработке изделия предшествуют подготовительные операции.
. При заутюжке швов на переднюю часть несущей секции 1 устанавливают средство для формирования срезов шва следующим образом: пластину 7 пазами 9 совмещают с отверстиями на секции 1, винтами закрепляют его в рабочем положении. Затем отпускают винты 12 так, чтобы направители 3 и 4 могли перемещаться один относительно другого и вводят между пластинами 5 и 6 подлежащий обработке швов. Направители 3 и 4 сближают до тех пор пока пластины 5 и б не коснутся срезов шва и закрепляют их относительно пластины 7 винтами 12.
Форма зазора между пластинами 5 и 6 при подходе их к несущей секции представляет собой прямую щель, огра ничейную прямыми плоскостями пластин а угол ее наклона по сравнению с зоной входа в зазор срезов шва составляет 90,т.е.щель из вертикальной плано по спирали переходит в горизонтал ную(фиг.5-8)и в зависимости от того.
в какую сторону необходимо заваливат шов, пластины могут быть изогнуты вправо или влево.
После этого утюг подключают посредством проводников 2 к источнику энергии. Утюг готов к работе.
Исполнитель подводит утюг ко шву который необходимо заутюжить/и начинает перемещать утюг вдоль шва от его начала. Два среза шва заходят между пластинами 5 и 6 при дальнейшем продвижении утюга эти пластины заваливают срезы тканей в одну сторону, подготавливая шов к дальнейшей влажно-тепловой обработке. Заваленные срезы попадают под подошву несущей секции 1, которая пластифицирует И заглаживает ткань шва.
Использование предложенного утюга в промышленности позволяет повысить производительность труда и улучшить качество выпускаемых изделий за счет снижения процента ручного труда при заваливании швов,а также повысить безопасность рабвты, т.е. уменьшить возможность получения ожогов при работе с утюгом.
Формула изобретения
Утюг, содержащий несущую секцию;, связанную с источником энергии, и смонтированное на ее передней части средство для формирования срезов щва включающее съемные направители, установленные с образованием зазора между ними для прохода срезов шва, отличающийся тем, что, с целью расширения технологических возможностей, каждый направитель снажен изогнутой по спирали вдоль продольной оси утюга/ пластиной, участок которой, обращенный к несущей секции утюга, расположен параллельно его рабочей поверхности, при этоМ пластины на направителях установлены одна относительно другой с зазором для прохода срезов шва.
Источники информации, принятые во внимание при экспертизе
ВидА
Л- 10 II
В
iDaf.Z
ua.J
л.-.ФигЛ
8ff
