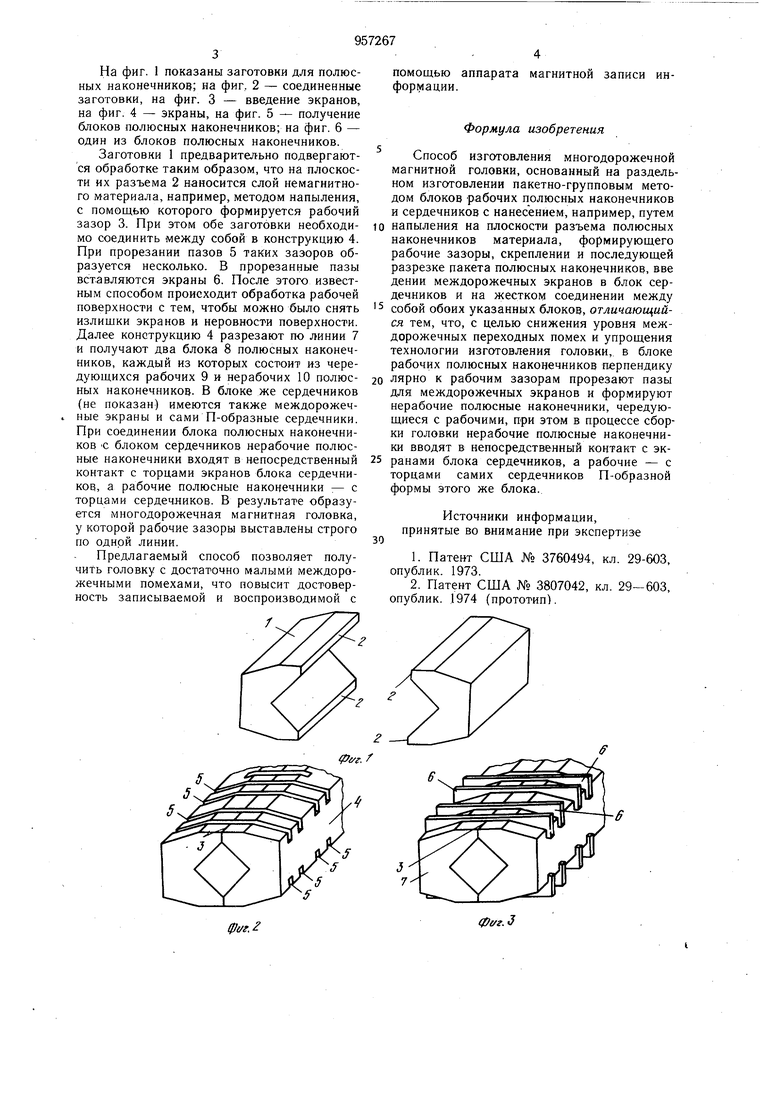
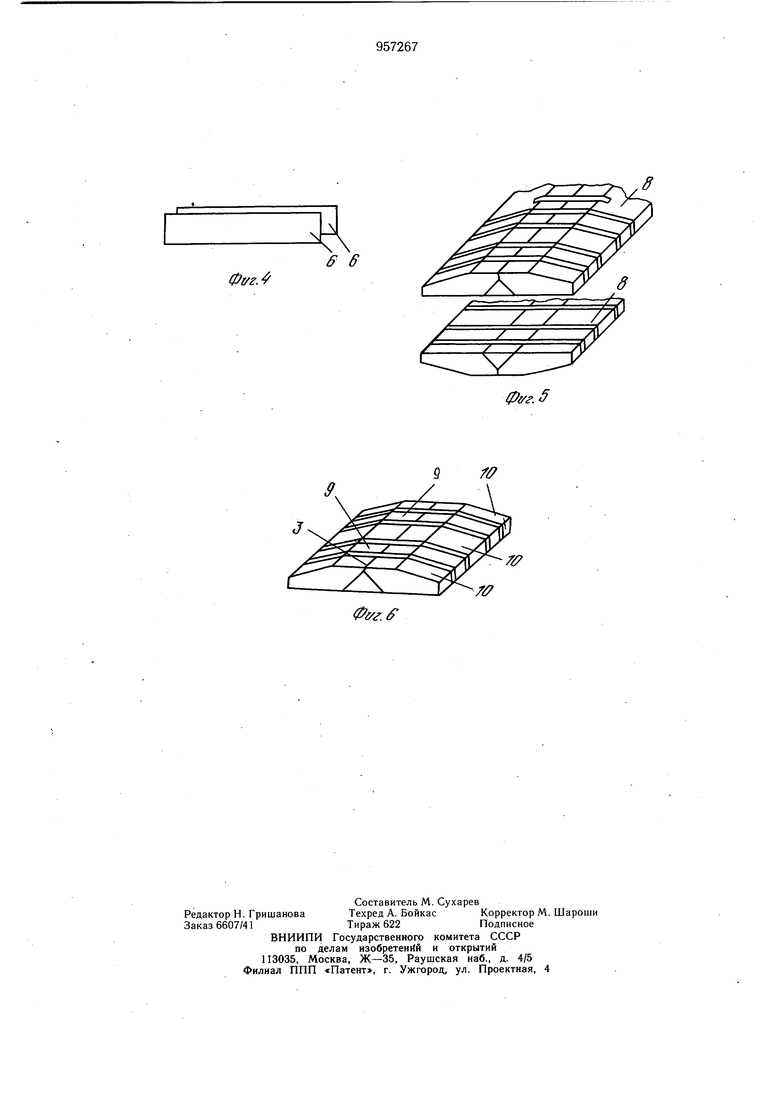
На фиг. 1 показаны заготовки для полюс ных наконечникоз; на фиг. 2 - соединенные заготовки, на фнг. 3 - введение экранов на фиг. 4 - экраны, на фиг. 5 - получение блоков полюсных наконечников; на фиг. 6 - один из блоков полюсных наконечников. Заготовки 1 предварительно подвергаются обработке таким образом, что на плоскости их разъема 2 наносится слой немагнитного материала, например, методом напыления, с помощью которого формируется рабочий зазор 3. При этом обе заготовки необходимо соединить между собой в конструкцию 4. При прорезании пазов 5 таких зазоров образуется несколько. В прорезанные пазы вставляются экраны 6. После этого известным способом происходит обработка рабочей поверхности с тем, чтобы можно было снять излишки экранов и неровности поверхности. Далее конструкцию 4 разрезают по линии 7 и получают два блока 8 полюсных наконечников, каждый из которых состоит из чередующихся рабочих 9 и нерабочих 10 полюсных наконечников. В блоке же сердечников (не показан) имеются также междорожечные экраны и сами П-образные сердечники При соединении блока полюсных наконечников .с блоком сердечников нерабочие полюсные наконечники входят в непосредственный контакт с торцами экранов блока сердечников, а рабочие полюсные наконечники - с торцами сердечников. В результате образуется многодорожечная магнитная головка, у которой рабочие зазоры выставлены строго по одной линии. Предлагаемый способ позволяет получить головку с достаточно малыми междорожечными помехами, что повысит достоверность записываемой и воспроизводимой с
e/f.
Фиг.З помощью аппарата магнитной записи информации. Формула изобретения Способ изготовления многодорожечной магнитной головни, основанный на раздельном изготовлении пакетно-групповым методом блоков рабочих полюсных наконечников и сердечников с нанесением, например, путем напыления на плоскости разъема полюсных наконечников материала, формирующего рабочие зазоры, скреплении и последующей разрезке пакета полюсных наконечников, вне дении междорожечных экранов в блок сердечников и на жестком соединении между собой обоих указанных блоков, отличающийся тем, что, с целью снижения уровня междорожечных переходных помех и упрощения технологии изготовления головки, в блоке рабочих полюсных наконечников п.ерпендику лярно к рабочим зазорам прорезают пазы для междорожечных экранов и формируют нерабочие полюсные наконечники, чередующиеся с рабочими, при этом в процессе сборки головки нерабочие полюсные наконечники вводят в непосредственный контакт с экранами блока сердечников, а рабочие - с торцами самих сердечников П-образной формы этого же блока. Источники информации, принятые во внимание при экспертизе 1.Патент США № 3760494, кл 29-603 публик. 1973. 2.Патент США № 3807042, кл. 29-603 публик. 1974 (прототип).
ff 6
фуг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок магнитных головок | 1980 |
|
SU953660A1 |
| Многодорожечный блок ферритовых магнитных головок | 1978 |
|
SU781910A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2046400C1 |
| Многодорожечная магнитная головка | 1976 |
|
SU957265A1 |
| Многодорожечный блок магнитных головок | 1980 |
|
SU949687A1 |
| Способ изготовления блока магнитных головок | 1977 |
|
SU720494A1 |
| Способ изготовления магнитной головки | 1989 |
|
SU1700589A1 |
| БЛОК МАГНИТНЫХ ГОЛОВОК | 1971 |
|
SU312431A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
J
Q fff
7ff
у.
