Предметом изобретения является лкггршта и пуансон для комбиниронанной высадкн концов труб наружу путем предварительной высадки их внутрь с последующей раздачей для получення высадки наружу.
Г1редлагаемые матрица и пуансон облегчают процесс высадки и обеспечивают возможность высадки концов труб с большим коэффициентом деформации. Это достигается благодаря тому, что матрица в передней своей части имеет вырез для установки упора, служащего для удержания трубы при раздаче конца трубы, а конец пуансона имеет форму обратного засеченного конуса, диаметр основания которого соответствует внутреннему диаметру трубы.
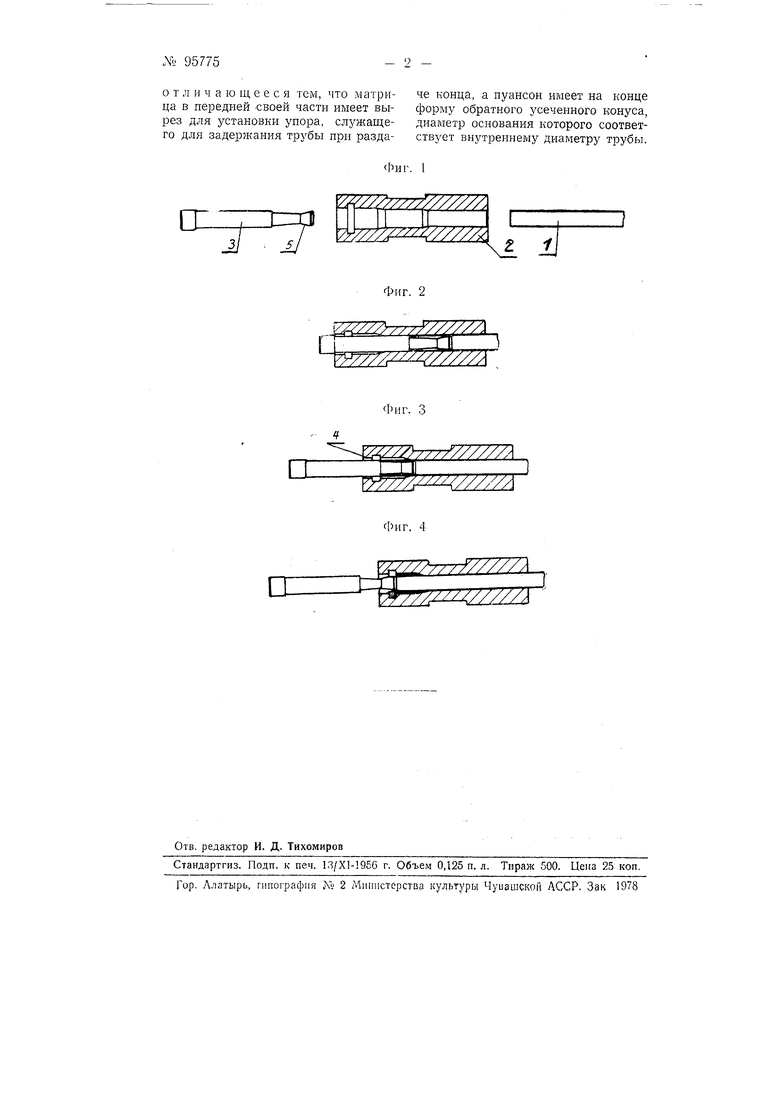
На фиг. 1 изображен общий вид предлагаемых матрицы и пуансона; на фиг. 2, 3 и 4 - технологическая последовательность операций, выполияемых при высадке концов труб по предлагаемому способу.
Нагретый конец .трубы .после установг;и его i5 матрице 2 высаживается посредством пуансона 3
внутрь на требуемой длине для получения необходимой толщины стенки (фиг. 2).
После этого, при обратно1 1 ходе плунжера гидравлического пресса или другого подобного устройства, труба вместе с пуансоном продвпгается в уширенную часть дитрицы до вводимого при этом в матрицу упора 4 (фиг. Я). При дальнейшем дви;кении пуансона до выхода его обратного конуса 5 из трубы осуществляется раздача высаженного внутрь конца трубы. В результате конец трубывысажнвается наружу
(фнг. 4.).
При иеобходпмоети получения выса/кепных наружу концов труб с оченГ) большим ко.эффнцнеитом деформации, указаииый выше ироцесс высадкн может повторяться.
П р е д м е т н з о б р е т е н н я
Матрица и пуансон для комбинированной высадкн концов труб нару iiy путем предварительдай -вьгсадки их г путрт) с последуюн ;е11 ))аздаче 1 для нолучения высадки парул;у.. отличающееся тем, что матрида в передней своей части имеет вырез для установки уиора, служащего для задержания трубы при раздаче конца, а пуансон имеет на конце форму обратного усечеиного конуса, диаметр основания которого соответствует внутреннему диаметру трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОНИЧЕСКОЙ РЕЗЬБЫ НА ТРУБАХ МЕТОДОМ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2015 |
|
RU2644837C2 |
| Многослойный материал для моделей, применяемых для изучения истечения металла при пластической деформации, и способ его изготовления | 1955 |
|
SU103094A1 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| СПОСОБ ШТАМПОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, ПУАНСОН ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ СТЕРЖНЕВЫХ ДЕТАЛЕЙ И ПУАНСОН ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ ГОЛОВКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2034677C1 |
| Устройство для пневмораздачи труб | 1980 |
|
SU893342A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА "СТАКАН С ФЛАНЦЕМ" | 2011 |
|
RU2478017C2 |
| Гидравлический пресс для изготовления трубчатых металлических оболочек | 1929 |
|
SU29159A1 |
| Гидравлический пресс для изготовления свинцовых труб путем выдавливания расплавленного свинца через кольцевую матрицу | 1933 |
|
SU39707A1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| Штамп для высадки на горизонтальноковочной машине | 1973 |
|
SU451490A1 |
1Г
51
//7 -ГГ7 /////Л
уттт/ - ///
Фиг. 2
Фиг. 4
