(54) СПОСОБ ОБЪЕМНОЙ ШТАМПОВКИ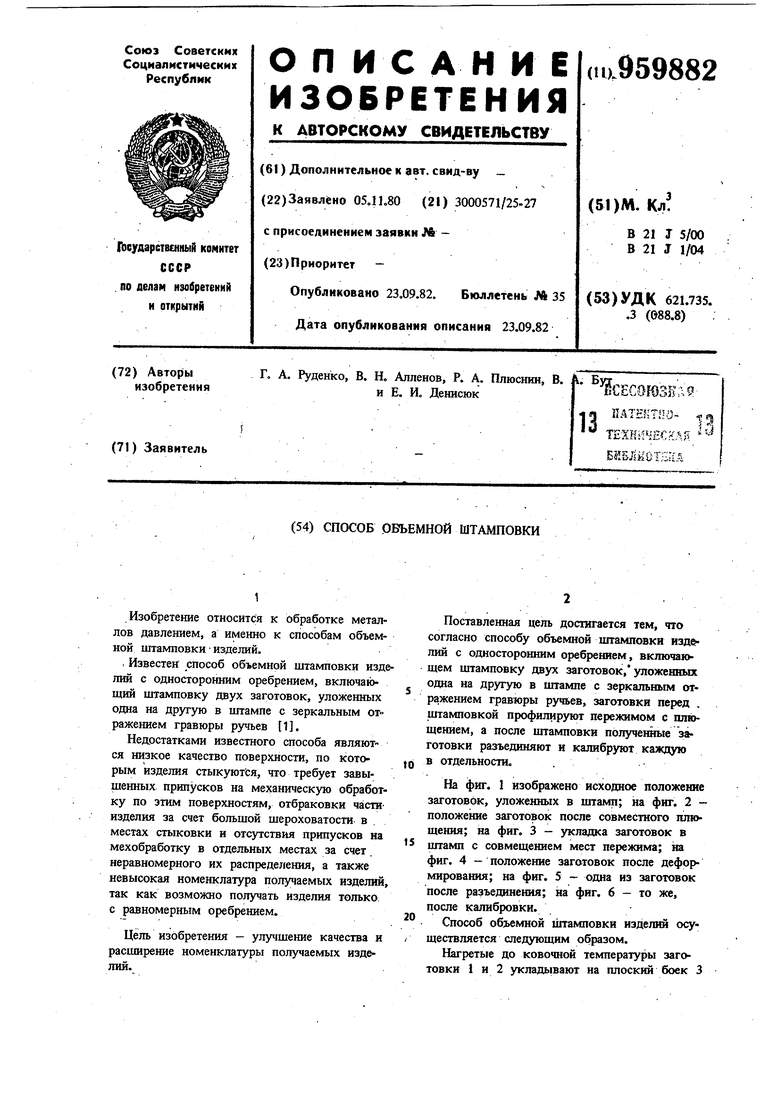
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ С ОДНОСТОРОННИМ | 1973 |
|
SU394149A1 |
| Молотовой штамп для горячей съемной штамповки | 1978 |
|
SU791445A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВ И ДЕТАЛЕЙ К НИМ ДЛЯ ГОРЯЧЕГО ДЕФОРМИРОВАНИЯ МЕТАЛЛОВ | 1990 |
|
SU1744857A1 |
| Способ изготовления поковок с выемками | 1977 |
|
SU695752A1 |
| СПОСОБ ПРОИЗВОДСТВА ШАРОВ | 1999 |
|
RU2167020C1 |
| Способ объемной штамповки поковок типа крышек | 1980 |
|
SU902977A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Штамп для открытой объемной штамповки с расширяющимся облойным мостиком | 2020 |
|
RU2756213C1 |
| ШТАМП ДЛЯ МНОГОШТУЧНОЙ ШТАМПОВКИ | 1991 |
|
RU2011467C1 |
1
Изобретение относится к обработке металлов давлением, а именно к способам объемной штамповки изделий.
, Известен способ объемной штамповки изделий с односторонним оребрением, включающий штамповку двух заготовок, уложенных одна на другую в штампе с зеркальным отражением гравюры ручьев 1.
Недостатками известного способа являются низкое качество поверхности, по которым изделия стыкуются, что требует завышенных припусков на механическую обработку по зтим поверхностям, отбраковки частиизделия за счет большой шероховатости в местах стыковки и отсутствия припусков на мехобработку в отдельных местах за счет неравномерного их распределения, а также невысокая номенклатура получаемых изделий, так как возможно получать изделия только с равномерным оребрением.
Цель изобретения - улучшение качества и расширение номенклатуры получаемых изделий.
Поставленная цель достигается тем, что согласно способу объемной штамповки изделий с односторонним оребрением, включаюшем штамповку двух заготовок, уложенных одна на другую в шгтампе с зеркальным отражением гравюры ручьев, заготовки перед штамповкой профилируют пережимом с плюшением, а после штамповки полученнъю заготовки разъединяют и калибруют каждую в отдельности..
to
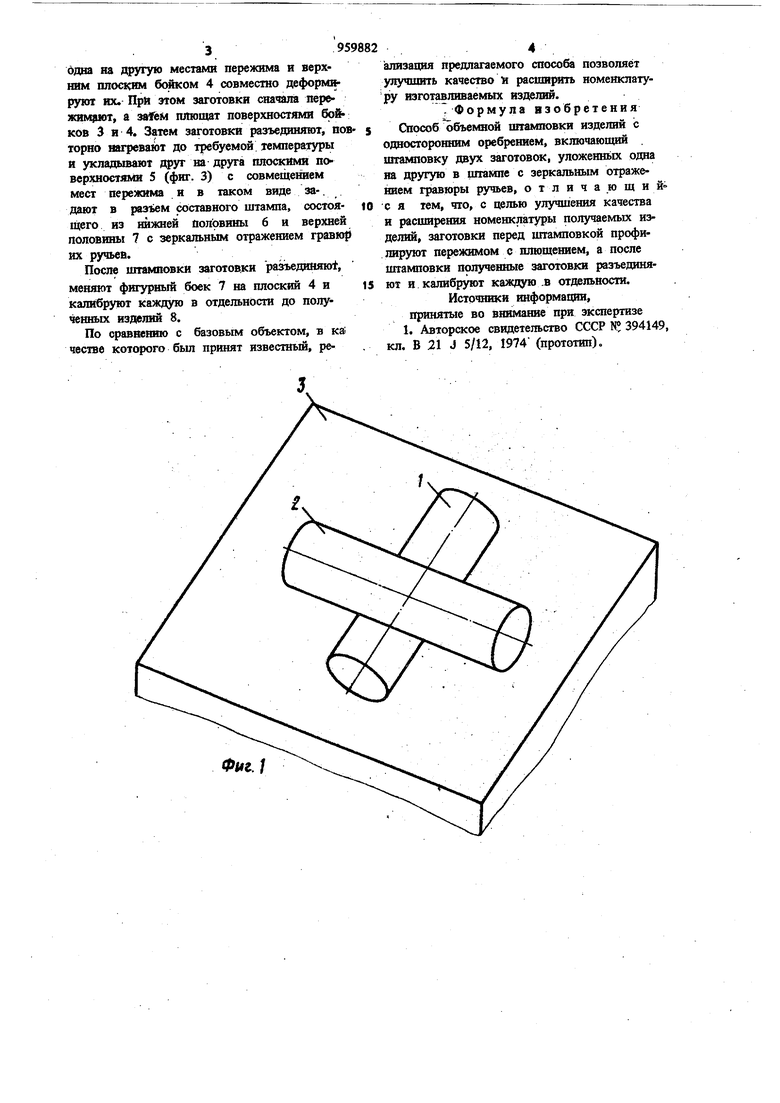
На фиг. 1 изображено исходное положение заготовок, уложенных в штамп; на фиг. 2 положение заготовок после совместного голощения; на фиг. 3 - укладка заготовок в
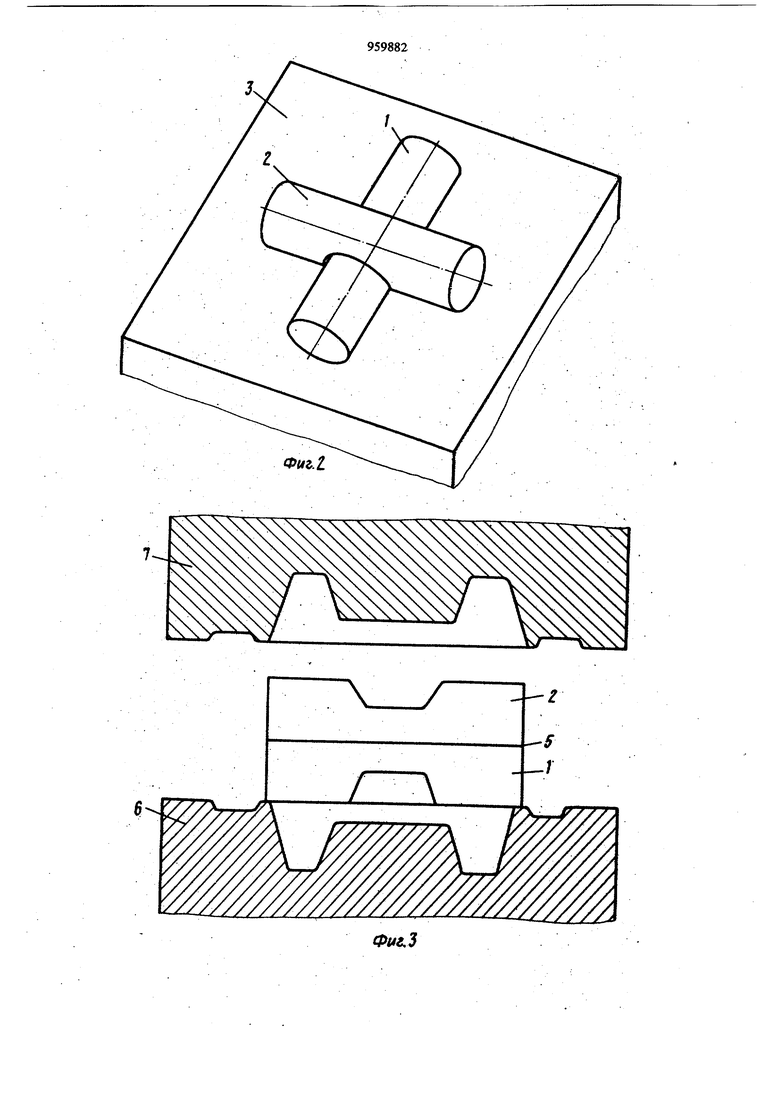
15 штамп с совмещением мест пережима; на фиг. 4 - положение заготовок после деформирования; на фиг. 5 - одна из заготовок после разъединения; на фиг. 6 - то же, после калибровки.
20
Способ объемной штамповки изделий осуществляется следующим образом.
Нагретые до ковочной температуры заготовкн 1 и 2 укладывают на плоский боек 3 395 одна на другу местами пережима и верх ним плоским бойком 4 совместно деформируют их. При этом заготовки сначала пережищют, а aafeM плющат поверхностями бойков 3 и 4. Затем заготовки разъединяют, пов торно нагревают до требуемой температуры и укладывают друг на друга плоскими поверхностями 5 (фиг. 3) с совмещением мест пережима и в таком виде за-. . дают в составного штампа, состояil ero из нижней половины 6 и верхней половины 7 с зеркальным отражением гравюр их ручьев. После штамповки заготовки разъединяю, меняют фигурный боек 7 на плоский 4 и калибруют каждую в отдельности до полученных изделий 8. По сравнению с базовым объектом, в к честве которого был принят известный, реализация предлагаемого способа позволяет улучшить качество и расширить номенклатуру изготавливаемых изделий. Формула изобретения Способ Объемной штамповки изделий с односторонним оребрением, включающий . штамповку двух заготовок, уложенньк одна на другую в штампе с зеркальным отражением гравюры ручьев, о т л и ч а ю щ и й° с я тем, что, с целью улучшения качества и расширения номенклатуры получаемых изделий, заготовки перед штамповкой профилируют пережимом с плющением, а после штамповки полученные заготовки разъединяют и калибруют каждую .в отдельности. Источники информации, принятые во внимание при зкспертизе 1. Авторское свидетельство СССР №, 394149, кл. В 21 J 5/12, 1974 (прототип).
/
Фиг,3
У/////////А
