j i:;ocipOTeHt;e кйсгютс:: приспособления для сррезердзачия ш;;;Ллов jia ro,:i03Kax винтов и глурулоз на токарном станке.
Из;;естл1ле пркспоссблеаия аналогичного ыазиачен;ия осы;() ьгмеют онразку с фрезо11, устанавливаемую в шпинделе токарного сгянх;:. н зажнм:Ые ткскк. укреп. яемые на лонеречаом сугнюрте ста .-ка.
Такчс лриспособлени5г исключают зoз южнccтb непрерызного фрезср овапия нл1И1,ов у )яда изделий, так как после обработки каждого изде:1и;: требуется отвод еуггнорта в ис.хода-юе ноложение дл1Я удаления обработанного изделия из Т1искогз к установки с.ледующего изделия, подлежащего обработке.
Д.тя обеспечения 1;енрерывиого нроцесса фрезерования шлицов на голов(ах винтов к гнуруиов в описываемое приспособлении прил ене11 барабан с гпезда.ми на его боковой новерхноети для установки в ннх обрабатываемых .деталей, приводимый во враигате.тьвое движе;-:;ие через редукто 7 от оправки, несущей фрезу.
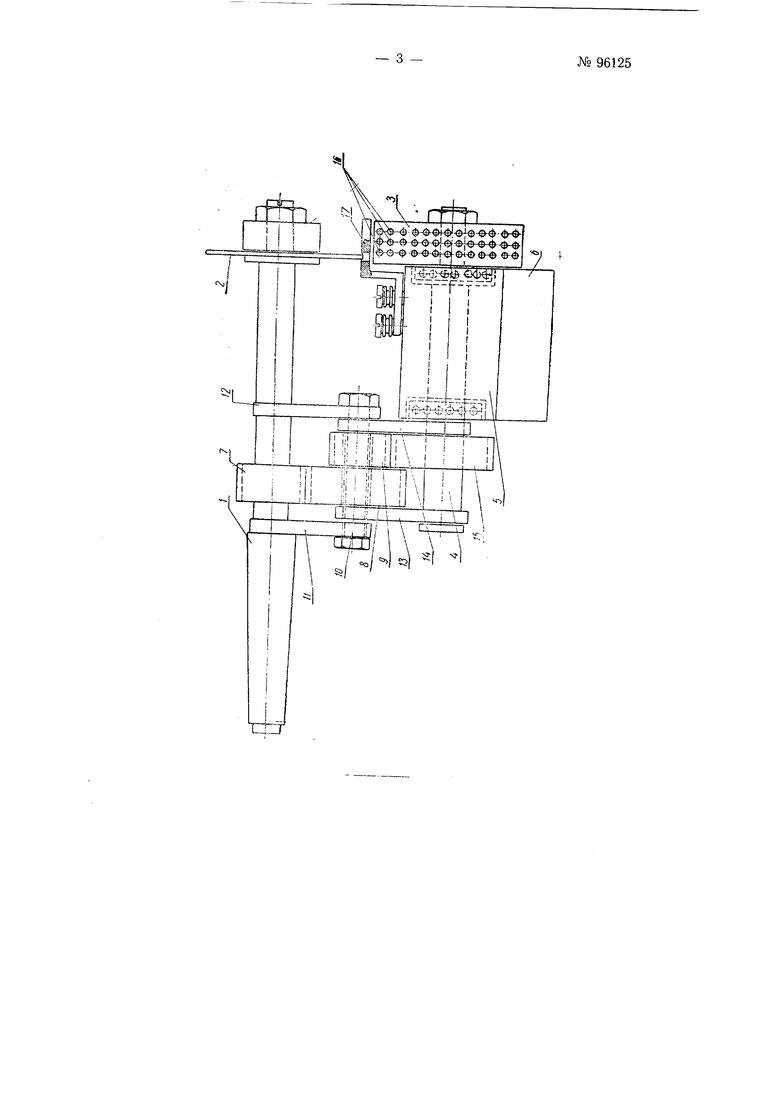
На чегггеже изображен обгций вид приеггособ.тения, которое состоит }-;з устаназ,.1сй в игиинде.те токарно1-о станка онравкн / с укрепленной на ней фрезой 2 и барабана 3, заклиненного на валу /, вра1наю;де.:с;; в ;нод гипнике 5, вьг11олненном заодно п, с призматическим выстунОм G, устанавливаемом иа сунпорте токарного станка.
ZliH осуществ.тения вращательного движения барабана применен Г-едуктор, ведущая щестерн.я 7 .которого укреплена на оправке -/, а две нромежзточьгые шестерни 8 и 9 жестко -насажены на калике 10. соедкнеином с оправкой / посредством двух серег // и 12. Две дпугие серьГ1-1 /.; и 14 соединяют валик 10 с. валом 4, иа котором -креилена ведомая Щестерчтя 15 редуктора.
Натичие двух нар серег обеспечивает возможность передачи враИ1ательного движения от о-иравки / к валу 4 барабана 3 пои разл:пч Ыл р ассгояпнях между ним.-и.
№ 96125- 2 -
Барабан 3 снабжен несколькими рядами гнезд 16 для установки обрабатываемых винтов и шурупов, имеющих разные диаметры.
Для удержания винтов в гнездах 16 барабана во врем,я фрезерования шлицов применена подпружиненная планка 17, укрепленная на корпусе подшипника 5. На планке 17 имеются прорези, в которые входит нижняя кромка фрезы 2.
При пользовании приспособлением подшипник 5 посредством его выступа 6 укрепляют на суппорте токарного , а оправку 1-в его шпинделе и, перемещая поперечные салазки суппорта, подводят барабан 5 к фрезе 2 так, чтобы было возможно осуществить фрезерованко шлицов на головках винтгав и ojyipynoB на необходимую глубину.
Во время работы станка заложенные в гнезда 16 барабана винты и шурупы вследствие врапгения барабана непрерывно подводятся к фрезе, которая осуществляет фрезерование шлицов.
1.Приспособление к токарному станку для фрезер01вания шлицов на головках взднтов и шурупов с применением укрепляемой в шпинделе токарного стайка оправки с фрезой, о т л и ч а ю u.i,ee с я тем, что, с целью осуществления непрерывного фрезерования в нем применен устанавливаемый на суппорте токарного стайка барабан, снабжешплй гнездами на его боковой поверхности и приводимый во вращательное движение через редуктор, ведущая шестерня которого жестко укреплена на оправке, а две промежуточные шестерни на валике, соединенном посредством двух серег с оправкой и двух других серег с валом барабана, иееущим ведомую шестерню.
2.Форма выполнения приспособления по п. 1, отличающаяся тем, что для удерж:анйя винтов в гнездах барабана на время фрезерования шлицов применена подпружинел ная плагпса, укрепленная па корпусе подшипника для вала барабана.
П р с д м е т и 3 о б р е -т е н и Я