(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Кантователь сортового проката | 1980 |
|
SU961547A3 |
| Кантователь сортового проката | 1982 |
|
SU1033250A1 |
| Кантователь сортового проката | 1980 |
|
SU1011292A1 |
| Кантователь сортового проката | 1985 |
|
SU1289576A1 |
| КАНТОВАТЕЛЬ СОРТОВОГО ПРОКАТА | 1973 |
|
SU384585A1 |
| Стан для реверсивной прокатки | 1977 |
|
SU740313A1 |
| КАНТОВАТЕЛЬ СОРТОВОГО ПРОКАТАВ П Т 5п--?О ,, (Ч U | 1972 |
|
SU423536A1 |
| Кантователь сортового проката | 1990 |
|
SU1754254A1 |
| Кантующий механизм | 1981 |
|
SU1044369A1 |
| Кантователь сортового проката | 1981 |
|
SU994069A1 |
Применение: на сортовых станах для кантовки сортового проката, например/ квадрата, ромба, при подаче его к калибрам клети. Сущность: кантователь включает две последовательно расположенные, подвижные поперек оси проката тележки несущие кантующие механизмы, которые выполнены в виде пар двуплечих рычагов, посаженных каждая на одной оси. Каждый рычаг снабжен индивидуальным гидроприводом. Гидроприводы одинаково ориентированных относительно проката рычагов обеих тележек гидравлически взаимосвязаны. Расширяются технологические возможности кантователя, т.к. исключается необходимость предварительной ориентации проката перед кантовкой, обеспечивается рабочий угол между роликами рычагов, соответствующий профилю проката. 4 ил.
Изобретение относится к прокатному производству и может быть использовано в конструкциях прокатного стана для осуществления кантовки сортового проката (квадрата, ромба) и возможности подачи его к калибрам клети.
Целью изобретения является расширение технологических возможностей кантовки проката с сечением ромба или квадрата разных размеров поперечного сечения.
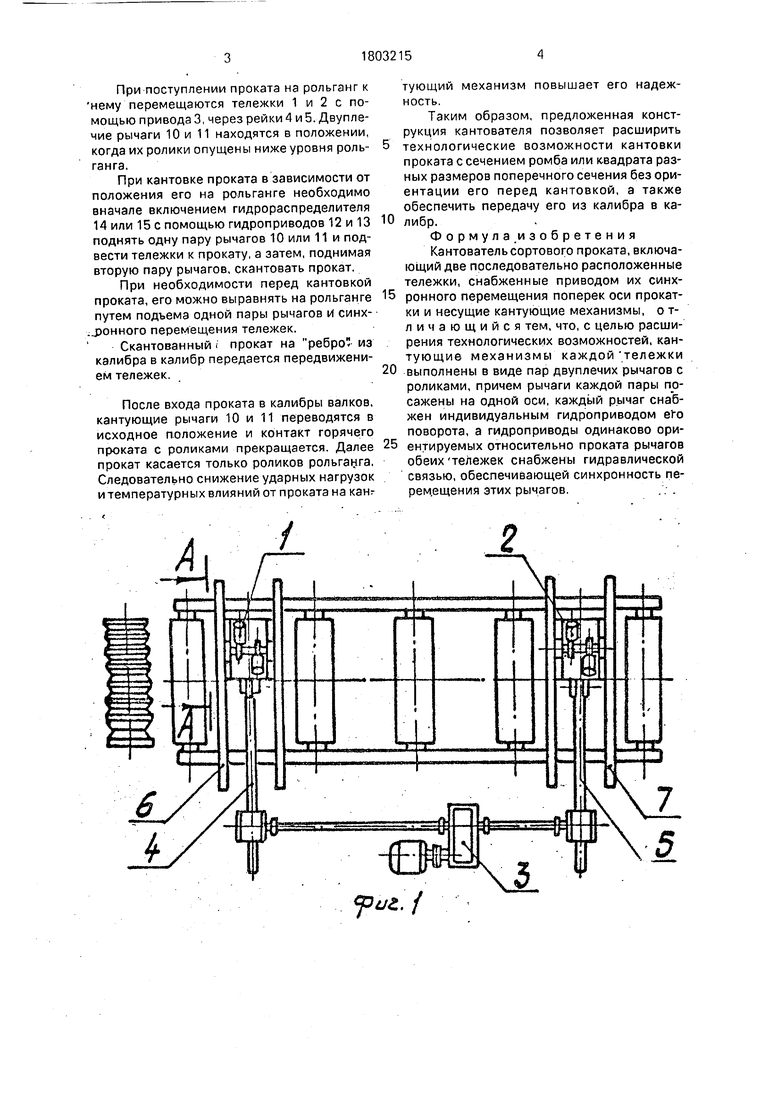
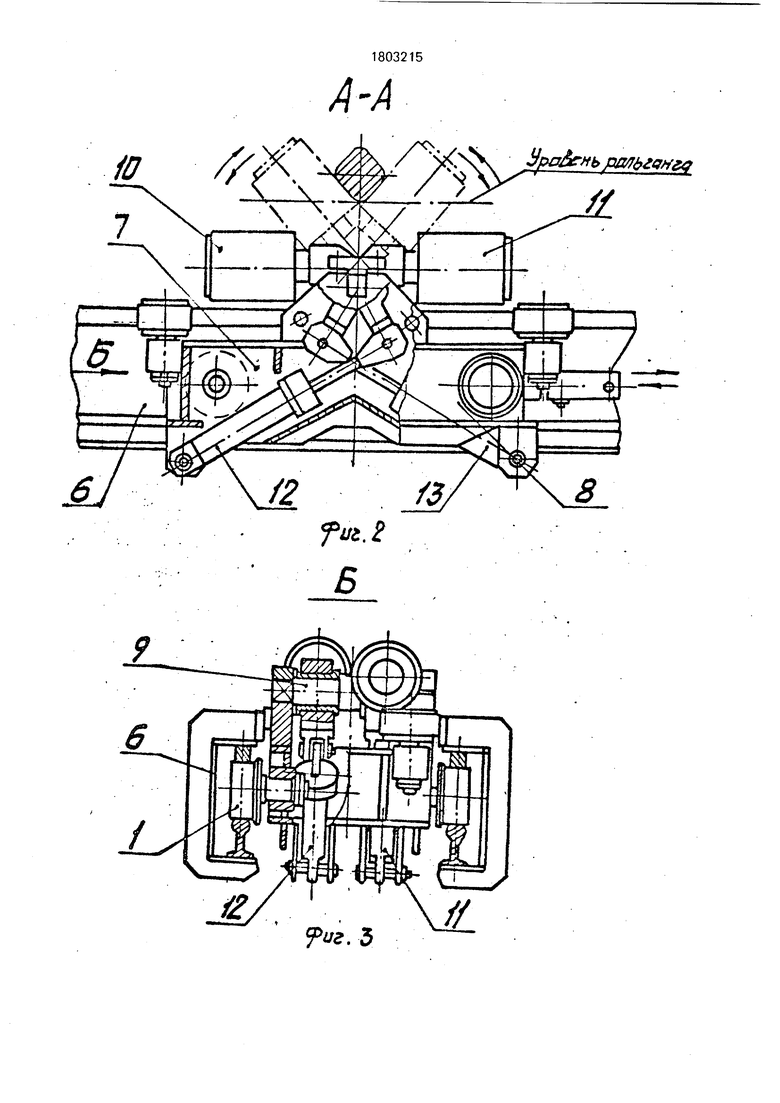
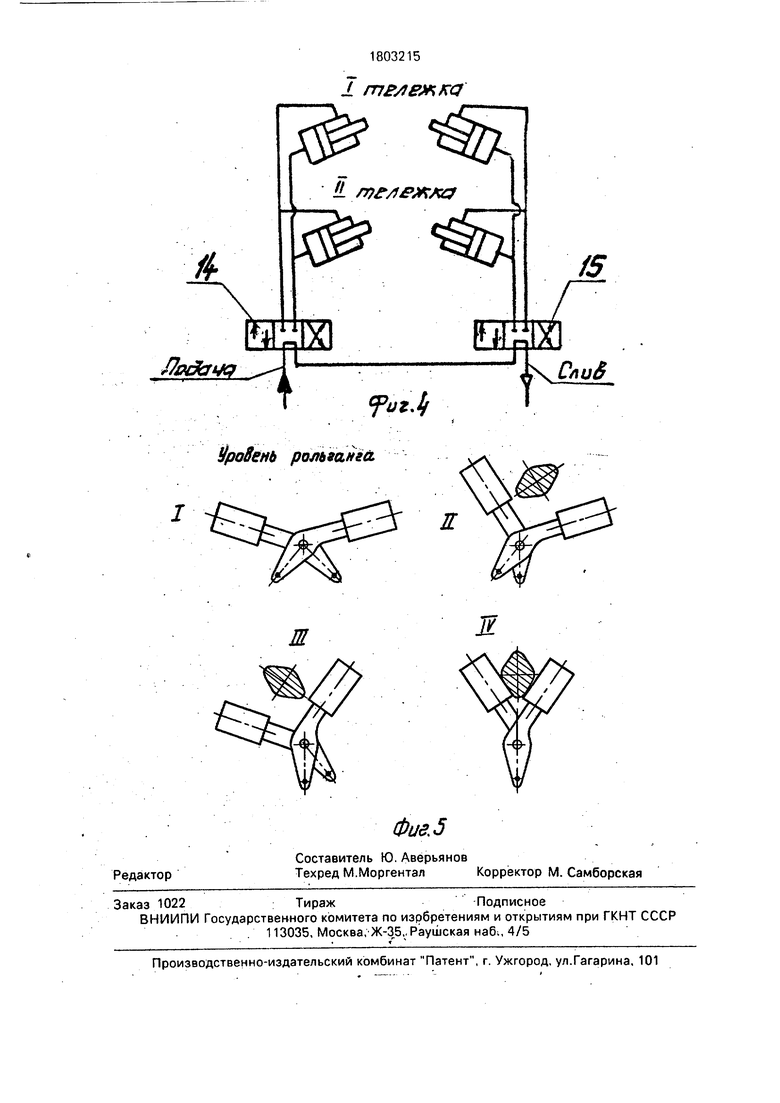
На фиг. 1 изображен кантователь. вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 вид по стрелке Б на фиг. 2; на фиг. 4 - гидравлическая схема; на фиг. 5 схема кантовки.
Кантователь сортовЬго проката включа-- ет две последовательно расположенные тележки 1 и 2, снабженные приводом 3 их синхронного перемещения поперек оси проката посредством зубчатых реек 4 и 5. Перемещение тележек производится по направляющим 6 и 7; закрепленным на раме рольганга, Каждая тележка содержит кантующие механизмы, содержащие рамы 8, на которой жестко установлена ось 9, с размещенными на ней двуплечими рычагами с роликами 10 и 11 с возможностью их поворота.
Оба рычага снабжены индивидуальными гидроприводами 12 и 13 их поворота, закрепленными на раме тележки 8. Гидроприводы снабжены гидравлической связью, обеспечивающей синхронность перемещения этих рычагов и управление их работой осуществляется гидрораспределителями 14 и 15.
В зависимости от профиля проката (квадрат или ромб), путем изменения хода гидропривода, обеспечивается настро.йка угла между роликами двуплечих рычагов 10 и 11,
Кантователь сортового проката работает следующим образом.
00
о
Ё
ел
При поступлении проката на рольганг к ему перемещаются тележки 1 и 2 с поощью привода 3,через рейки 4 и 5. Двупле- ие рычаги 10 и 11 находятся в положении, когда их ролики опущены ниже уровня рольганга.
При кантовке проката в зависимости от положения его на рольганге необходимо вначале включением гидрораспределителя 14 или 15 с помощью гидроприводов 12 и 13 поднять одну пару рычагов 10 или 11 и подвести тележки к прокату, а затем, поднимая вторую пару рычагов, скантовать прокат.
При необходимости перед кантовкой проката, его можно выравнять на рольганге путем подъема одной пары рычагов и синхонного перемещения тележек.
Окантованный прокат на ребро из калибра в калибр передается передвижением тележек.
После входа проката в калибры валков, кантующие рычаги 10 и 11 переводятся в исходное положение и контакт горячего проката с роликами прекращается. Далее прокат касается только роликов рольганга. Следовательно снижение ударных нагрузок и температурных влияний от проката на канг
0
5
0
5
тующий механизм повышает его надежность.
Таким образом, предложенная конструкция кантователя позволяет расширить технологические возможности кантовки проката с сечением ромба или квадрата разных размеров поперечного сечения без ориентации его перед кантовкой, а также обеспечить передачу его из калибра в калибр.
Формула изобретения Кантователь сортового проката, включающий две последовательно расположенные тележки, снабженные приводом их синхронного перемещения поперек оси прокатки и несущие кантующие механизмы, о т- ли чающийся тем, что, с целью расширения технологических возможностей, кантующие механизмы каждой тележки выполнены в виде пар двуплечих рычагов с роликами, причем рычаги каждой пары посажены на одной оси, каждый р.ычаг снабжен индивидуальным гидроприводом его поворота, а гидроприводы одинаково ориентируемых относительно проката рычагов обеих тележек снабжены гидравлической связью, обеспечивающей синхронность перемещения этих рычагов.
Редактор
Составитель Ю. Аверьянов
Техред М.МоргенталКорректор М. Самборская
Фие.5
| 0 |
|
SU401436A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
