(54) УСТРОЙСТВО КОНТРОЛЯ ОСАДКИ
ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля момента окончания осадки при контактной стыковой сварке | 1980 |
|
SU941073A1 |
| Способ контроля начала осадки при контактной стыковой сварке | 1981 |
|
SU998049A1 |
| Устройство контроля частоты пульсаций электрических параметров при контактной стыковой сварке оплавлением | 1980 |
|
SU912438A1 |
| Способ контроля момента окончания осадки при контактной стыковой сварке | 1980 |
|
SU925578A1 |
| Способ контроля частоты пульсаций электрического параметра при контактной стыковой сварке оплавлением | 1980 |
|
SU965666A1 |
| Формирователь серии импульсов | 1984 |
|
SU1182644A1 |
| Радиоимпульсный электростимулятор | 1980 |
|
SU1088732A1 |
| Устройство контроля величины осадки | 1983 |
|
SU1232423A1 |
| Устройство для управления встречно-параллельно включенными тиристорами (его варианты) | 1983 |
|
SU1101983A1 |
| Система программного управления машиной для контактной стыковой сварки полос оплавлением | 1986 |
|
SU1362585A1 |
Изобретение относится к контактно стыковой сварке оплавлением полос и мбжет быть применено при сварке встык черных и цветных металлов.
Известно устройство контроля осадки, реализующее способ контроля процесса электрической контактной стыковой сварки оплавлением, которое содержит датчики тока и скорости, зада тчик уровня тока, максимально дрпустимого при оплавлении и задатчик уровня скорости, а также сравнивающие устройства 1.
Недостатком устройства является низкая точность контроля, которая9пределяется, в основном, точностью уставки задатчиком ровня тока, . максимальн6 допустйМого при оплавлении. Уровень тока является лишь косвенной характеристикой процесса осадки и не может, быть точньм критерием .для рпределения момента начала осадки.
Известно также устройство контроля осадки, используемое в машине для контактной стыковой сварки, содержа-щее командный датчик, установленный на рабочем органе привода осадки, и последовательно соединенные чувствительный элемент, декатронный счетчик и тиристорный ключ 2.
Недостатком этого устройства является низкая точность контроля, обусловленная инерционностью подвижных Частей машины, люфтом рабочего органа привода осадки и запаздыванием обработки импульсного сигнала чувствительным элементом.
Наиболее близким к предлагаемому по технической сущности и достигае10мому эффекту является устройство контроля осадки, содержащее последовательно соединенные, датчик перемещений, первый и второй дифференцирующие элементы, элемент, вьщеляю:щи.й cjirHaJi отрицательной полярности, формирователь нормированного импульса, формирователь заднего фронта импульса, инвертор, логический элемент 2И и регистрирующее устройство, при
20 этом выход логического элемента 2И соединен через одновибратор с одним . из входов логического, элемента 2И 3
Недостатком известного устройства 25 является низкая .точность контроля, обусловленная ограниченным динамическим диапазоном.
Цель изобретения - повышение точности контроля за счет возможности
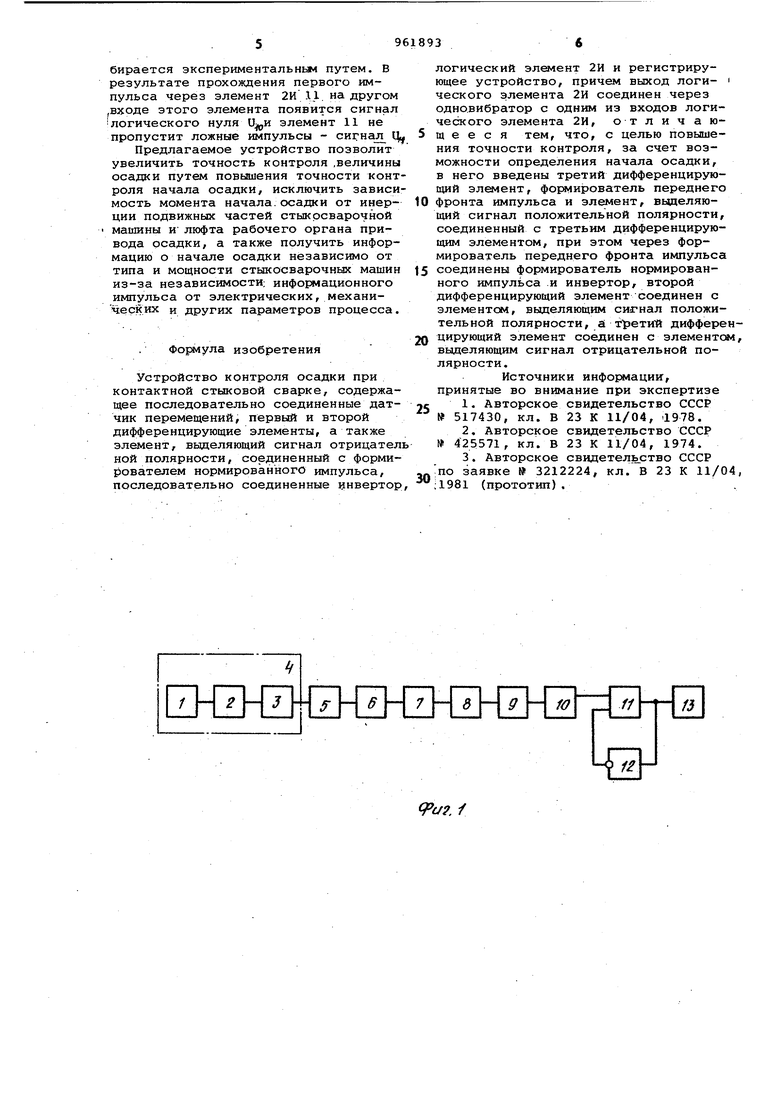
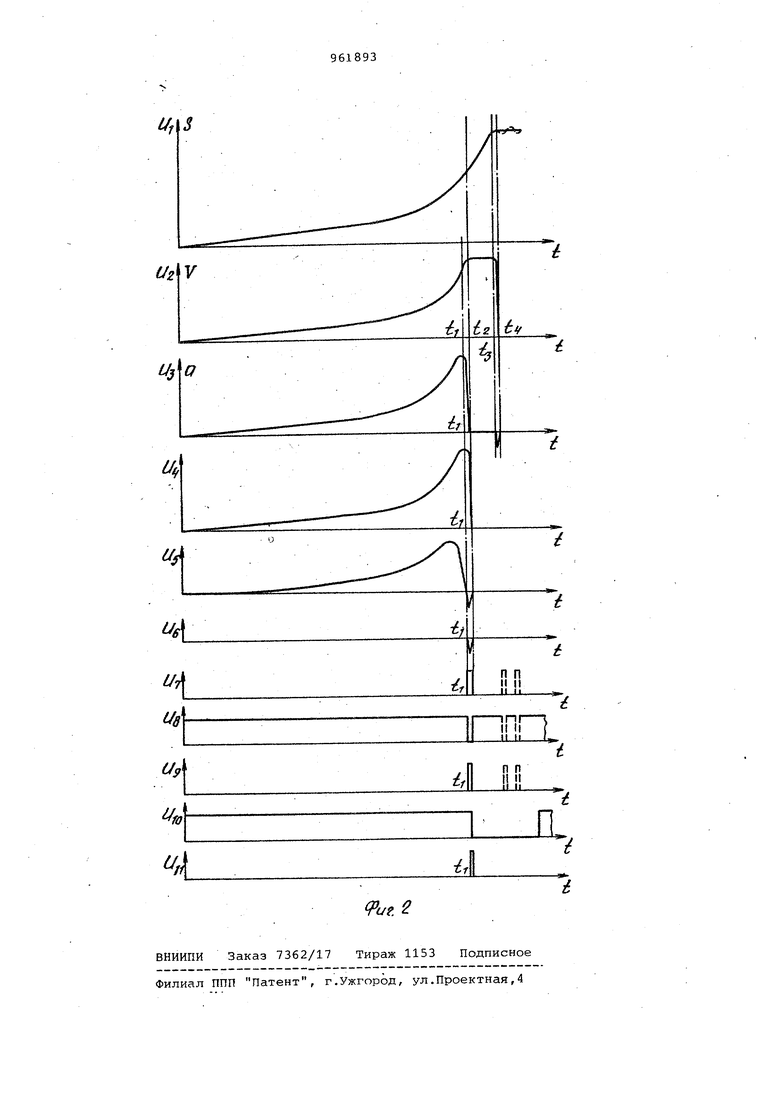
30 определения начала осадки. Поставленная цель достигается тем что в устройство контроля осадки при контактной стыковой сварке, содержащее последовательно соединенные датчик -(перемещений, первый и второй диф |3)еренциальные элементы, а также элемент,-выделяющий сигнал отрицательной полярности, соединенный с формирователем нормированного импульса, последовательно соединенные инвертор логический элемент 2И и регистрирующее устройство, причем выход логичес кого элемента 2И соединен через одно вибратор с одним из вхоДой логическо го элемента 2И, введены третий дифферениирующий элемент, формирЬватель тПереднего фронта импульса, элемент, выделяющий сигнал положительной полярности, соединенный с третьим дифференцирующим элементом, при этом че рез формирователь переднего фронта импульса соединены формирователь нор мированного импульса и инвертор, вго рой дифференцирующий элемент соедине с элементом, выделяющим сигнал положительной полярности, а третий дифференцирующий элемент соединен с эле ментом, выделяющим сигнал отрицатель ной полярности На фиг. 1 изображена структурная схема устройства Контроля момента осадки; на фиг; 2 - диаграммы напряжений, поясняющие принцип работы уст ройства; где: .и - сигнал, пропорциональный перемещению подвижной станины относительно неподвижной; U и Uj сигналы с выходов первого и второго дифференцирующих элементов, соответственно U4 - .вьщеленный сигнал положительной полярности; сигнал с выхода третьего дифференцирующего элемента; выделенный сигнал отри цательной полярности; сигнал с выхода импульсного формирователя; Ug сигнал с формирЬвателя переднего фро та; Up - «инвертированный сигнал/ ха рактеризуюЩий момент начала осадки; и - сигнал с выхода одновибратора с 40, инвертированным выходом; сигнал с быхода элемента 2И, Устройство содержит (фиг. 1) последовательно сЬедйненньге. датчик 1 пе ремещения, первый 2 и второй 3 дифференцирующие элементы, образующие датчик 4 Ускорения,; элемент 5, выделяющий сигнал положительной полярности J третий дифференцирующий элемент 6, тоемент 7, выделяющий сигнал отри цательной полярности, формирователь нормированного импульса, формирователь 9 переднего фронта импульса и инвертор 10, а также логический элемент 2И 11, одновибратор 12 и регист рирующее устройство 13, при этом выход инвертора подсоединен к одному входу элемента 2И 11, другой вход Которого подключен к выходу одновибратора 12. Выход элемента 2И сое.р.анен с входом одновибратора и с регистрирующим устройством 13. Устройство работает следующим об)азом. При перемещении подвижной станины во время проведения цикла сварки сигнал и с датчика перемещения дифференцируется дважды Uj (фиг. 2) . На графике Uj.- 1;, характеризует начало осадки, так как в этот момент градиент /нарастания скорости уменьшается, что свидетельствует о том, что во первых скорость перемещения подвижной станины стала больше критической скорости оплавления и, во вторых, нет зазора между торцовыми частями свариваемых полос и На процесс перемещения воздействует сила механической деформации металла в твердой фазе; t2-Ha4aл6 равномерного перемещения подвижной станины при максимальной скорости осадки; t,- начало резкого торможения, т. е. начало взаимодействия подвижной станины с упором и момент окончания осадки. Как видно из графика скорости точке t. имеет место перегиб. Тангенс угла наклона в этой точке отличен от нуля, поэтому значения ускорения при дифференцировании будет максимальным (UJ. При дифференцировании появляются i сигналы двух полярностей, причем сигнал отрицательной полярности характеризует начало резкого торможения подвижной станины и .поэтому элемент 5, выделяющий составляющую положительной полярности, не пропускает этого сигнала. Для выделения момента времени tj полученный сигнал Од дифференцируется элементом б и получает сигнал двух полярностей и На выходе элемента 7, выделяющего сиг.нал отрицательной полярности, получается сигнал вида Ug . Импульсный формирователь 8 формирует импульс U-7 , длительность которого равна длительности сигнала Ug.. В результате формирования переднего фронта Ug-H его инвертирования, получается сигнал Ug, характеризующий момент действительного наступления осадки. Длительность полученного импульса зависит от разрешающей способности и быстродействия регистрирующего устройства. При использовании известных формирователей переднего фронта минимальная длительность этого импульса составляет 50 мс. I . . Чтобы исключить ложные срабатывания устройства (Ъни изображены пунктиром на графике сигнала U) при на-; личии переходных процессов от соудаР®ния подвижной станины .с упором неподвижной, задним фронтом первого импульса запускается одновибратор 12 с инвертированным выходом,длительность выходного сигнала которого не превосходит нескольких секунд и подбирается экспериментальньм путем. В результате прохождения первого импульса через элемент 2И11. на другом входе этого элемента появится сигнал логического нуля UjpH элемент 11 не пропустит ложные импульсы - сигнал Ц,,
Предлагаемое устройство позволит увеличить точность контроля .величины осадки путем повышения точности контроля начала осадки, исключить зависимость момента начала.осадки от инерции подвижных частей стыкрсварочной машины И люфта рабочего органа привода осадки, а также получить информацию о начале осадки независимо от типа и мощности стнкосварочных машин из-за независимости; информационного импульса от электрических, механических и других параметров процесса.
Форлула изобретения
Устройство контроля осадки при контактной стыковой сварке, содержащее последовательно соединенные датчик перемещений, первый и второй дифференцирующие элементы, а также элемент, выделяющий сигнал отрицатель ной полярности, соединенный с формирователем нормированного импульса, последовательно соединенные инвертор.
логический элемент 2И и регистрирующее устройство, причем выход логи- ческого элемента 2И соединен через одновибратор с одним из входов логичесжого элемента 2И, отличающ е е с я тем, что, с целью повышения точности контроля, за счет возможности определения начала осадки, в него введены третий дифференцирующий элемент, формирователь переднего
фронта импульса и элемент, вьщеляющий сигнал положительной полярности, соединенный с третьим дифференцирующим элементом, при этом через формирователь переднего фронта импульса
соединены формирователь нормированного импульса .и инвертор, второй дифференцирующий элемент соединен с элементсм, выделяющим сигнал положительной полярности, а т eтиtl дифференцирующий элемент соединен с элементом, выделяющим сигнал отрицательной полярности.
Источники информации, принятые во внимание при экспертизе
по заявке 3212224, кл. В 23 К 11/04, 1981 (прототип).
тан
/
