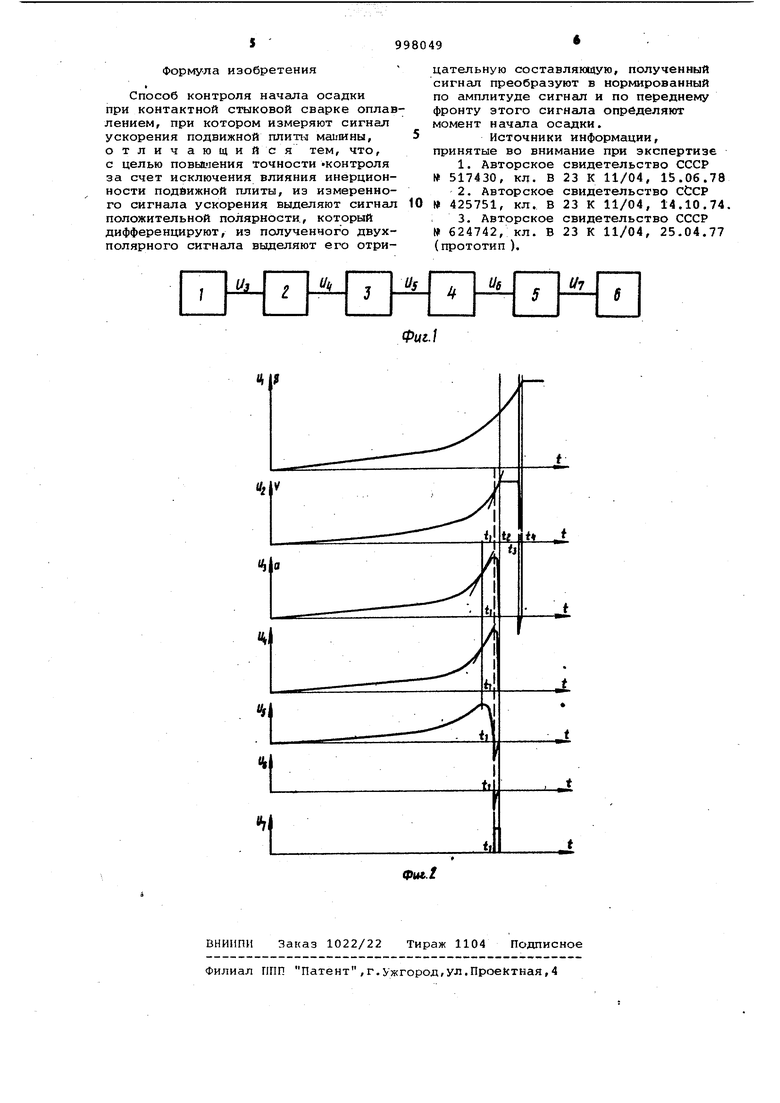
Изобретение относится к контактно стыковой сварке методом непрерывного оплавления и может быть применено при сварке встык черных и цветных ме таллов. Известен способ контроля процесса электрической контактной стыковой сварки оплавлением,в котором за начало осадки принимают момент превьше ния током уровня, максимально допустимого при оплавлении II. Недостатком способа является низ кая точность контроля, так-как мгно венное значение тока может превысит заданный максимальный уровень и при процессе оплавления. Кроме того, точность контроля определяется в основном точностью установки заданн го максимального уровня тока. Известен также способ контроля начала осадки, реализованный в машине для контактной стыковой сварки, в котором за начало осадки принимают момент поступления сигнала с командного датчика, установленного на рабочем приводе осадки 2. Недостатком этого способа является низкая точность контроля, обусловленная инерционностью подвижных частей машины и люфтом рабочего привода осадки. Йаиболее близким по технической сущности и достигаемому эффекту, к изобретению является способ контроля начала осадки, осуществленный в машине для контактной стыковой сварки, согласно которому для контроля начала осадки формируют сигнал, пропорциональный ускорению подвижной станины с помощью пьезоэлектрического датчика ускорения, установленного на подвижной плите машины ГЗ-Ц Недостатком известного способа является низкая точность контроля, обусловленная инерционностью подвижной плиты, наличием переходных процессов в измерительной цепи и неопределенностью.выбора момента начала осадки, так как подвижная станина перемещается с ускорением И при процессе оплавления. Целью изобретения является повыЬаение точности контроля за счет -исключения влияния инерционности подвижной плиты. Поставленная цель достигается тем, что Согласно способу контроля начала осадки при контактной стыковой сварке оплавлением, при котором измеряют сигнал ускорения подвижной плиты машины, из измеренного сигнала ускорениявыделяют сигнал положитель ной полярности, который дифференцируют, из полученного двухполярного сигнала выделяют его отрицательную составляющую, полученный сигнал преобразуют в нормированный по амплитуде сигнал и по переднему фронту этог сигнала определяют момент начала осадки. На фиг. 1 показана блок-схема устройства, посредством которого может быть реализован способ; на фиг. 2 - диаграммы напряжений, поясняющие способ. . Обозначения на фиг. 2: U , U2 и . Uj - сигналы, пропорциональные перемещению, скорости и ускорению подвиж ной плиты соответственно; (1 - сигна ускорения выделенной положительной полярности; 1)5 - продифференцированный сигнал ускорения; Uj, - импульсный сигнал отрицательной полярности и U-| - нормированный по амплитуде сигнал. I Устройство содержит последователь но соединенные блоки формирования сигнала, пропорционального ускорению 1, элемент, выделяющий составляющую положительной полярности 2, дифферен цирующий элемент 3, элемент, выделяю щий составляющую отрицательной поляр ности 4, формирователь импульсного нормированного по амплитуде сигнала и регистрирующее устройство б. Контроль по предлагаемому способу осуществляют следующим образом. Скорость перемещения подвижной станины при процессе осадки во много раз превышает критическую скорость, при которой возможно оплавление. По этой причине в момент перехода от оплавления к осгщке замыкаются торцы свариваемых заготовок, а следовательно, резко увеличивается градиент скорости в интервале (график U2 ). На интервсше t2-ta, скорост достигает своего максимального значения и, при достаточном усилии осад ки , во много раз превьлиающем силу ме ханического сопротивления нагретых торцовых частей свариваемых полос, остается практически постоянной. Пр взаимодействии с ограничительным уп ром скорость резко падает в интервал УДЭр получается неупругим из-за сравнительно большой массы не подвижной станины и высокого давления в згидросистеме осадки. Момент времени t,, характеризует точку перегиба, так как в этой точк имеет место переход от процесса оплавления к процессу осадки. В точке t торцы замыкаются, и нарастание скорости уменьшается по причине возрастающего воздействия силы меха нического сопротивления неравномерно нагретой твердой фазы cBapHaaeivfjx деталей. Следовательно, ускорение в этой точке имеет экстремальное значение, но в связи с тем, что тангенс угла наклона касательной в точке перегиба 1-,:(фиг. 2, U2 ) больше нуля, производная скорости в этой точке (ускорение ) также отлична от нуля. Выделив составляющую положительной полярности, мы получаем сигнал U , дифференцируя который, получим двухполярный сигнал 0 , который пересекает ось абсцисс в точке t. Выделяя составляющую отрицательной полярности 11(3 и, нормируя по амплитуде полученный импульсный сигнал, получаем сигнал U-, , передний фронт которого характеризует момент перехода от оплавления к осадке, т.е. начало осадки. При упругом ударе подвижной и неподвижной станин, который может возникнуть при низком давлении в гидросистеме осадки, возможно появление ложных импульсных сигналов вида U(, и U- .Однако эти дополнительные сигналы не влияют на контроль момента начала осадки ввиду того, что они могут возникнуть только после проведения технологической осадки. В этом случае о начале осадки судят по переднему фронту первого, нормированного по амплитуде импульсного сигнала. При перемещении подвижной станины формируют электрический сигнал, который затем подвергают двукратному дифференцированию, в результате чего получают сигнал, соответствующий ускорению станины. Из полученного сигнала выделяют его положительную составляющую, например .с помощью диода, и полученный сигнал вновь подвергают дифференцированию, в результате которого получают двухполярный сигнал. С помощью элемента, выделяющего отрицательную составляющую сигнала, получают однополярный отрицательный сигнал, который затем преобразуют в импульсный сигнал, нормированный по амплитуде, передний фронт этого сигнала преобразуют в импульс, появление которого и свидетельствует о начале осадки. Применение предложенного способа позволит увеличить точность контроля начала осадки благодаря возможности фиксировать момент замыкания торцов свариваемых деталей, исключить влияние инерционности подвижных частей стыкосварочной машины и люфта рабочего органа привода осадки, исключить зависимость момента начала осадки от электрических, механических и других параметров.
Формула изобретения
Способ контроля начала осадки при контактной стыковой сварке оплавлением, при котором измеряют сигнал ускорения ПОДВИЖНОЙ маимны, отлич ающийся тем, что, с целью повьичения точности «контроля за счет исключения влияния инерционности подвижной плиты, из измеренного сигнала ускорения выделяют сигнал положительной полярности, который дифференцируют, из полученного двухполярного сигнгила выделяют его отрицательную составляющую, полученный сигнал преобразуют в нормированный по амплитуде сигнал и по переднему фронту этого сигнала определяют момент начала осадки. Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР
517430, кл. В 23 К 11/04, 15.06.78
2.Авторское свидетельство сСсР
425751, кл. В 23 К 11/04, 14.10.74.
3.Авторское свидетельство СССР
624742, кл. В 23 К 11/04, 25.04.77 (прототип ).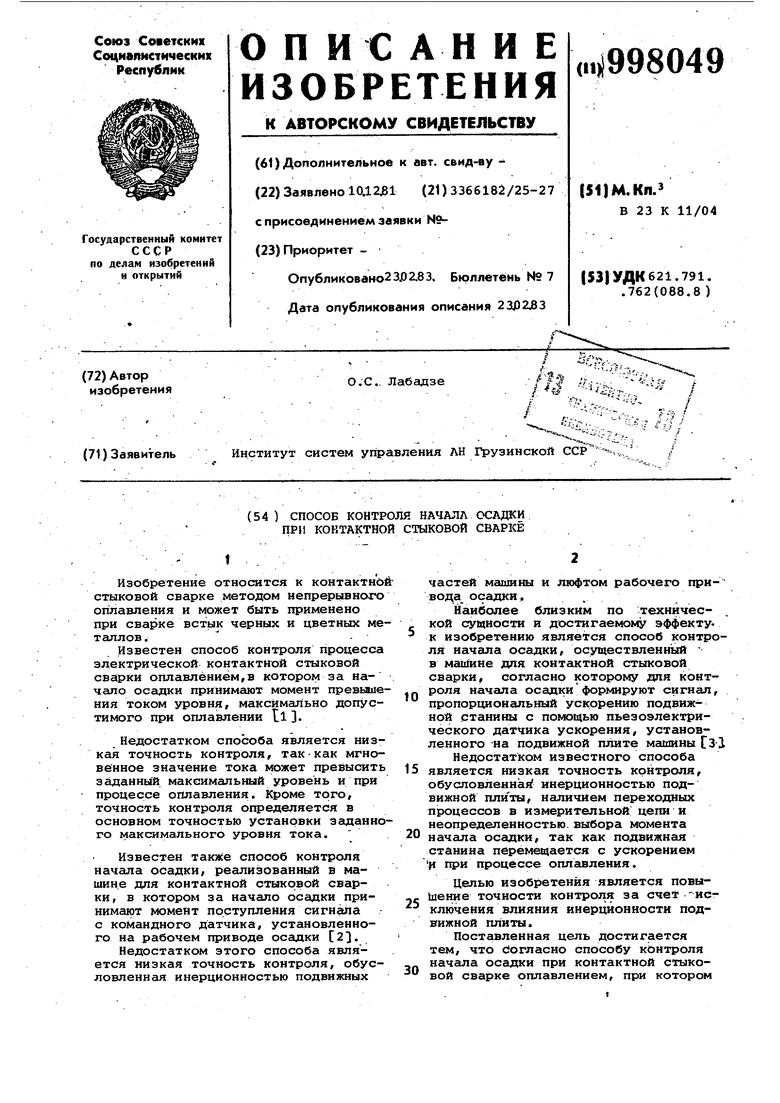

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля момента окончания осадки при контактной стыковой сварке | 1980 |
|
SU925578A1 |
| Устройство контроля осадки при контактной стыковой сварке | 1981 |
|
SU961893A1 |
| Способ контроля частоты пульсаций электрического параметра при контактной стыковой сварке оплавлением | 1980 |
|
SU965666A1 |
| Устройство контроля момента окончания осадки при контактной стыковой сварке | 1980 |
|
SU941073A1 |
| Устройство контроля частоты пульсаций электрических параметров при контактной стыковой сварке оплавлением | 1980 |
|
SU912438A1 |
| Устройство контроля величины осадки | 1983 |
|
SU1232423A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Машина для контактной стыковой сварки оплавлением | 1986 |
|
SU1388228A1 |
| Способ контроля величины осадки при контактной стыковой сварке оплавлением | 1982 |
|
SU1094696A1 |
| Устройство для контроля скорости осадки при контактной стыковой сварке | 1981 |
|
SU963760A1 |
