1
Изобретение относится к машиностроению, в частности к инструментальному производству, и может быть использовано при затыловании сборных червячных фрез с произвольным профилем производящего контура.
Известен способ затылования сборных червячных фрез, согласно которому зуборезные рейки смещают в корпусе фрезы из рабочего положения в технологическое в осевом направлении и шлифуют их как непрерывную винтовую поверхность 1.
Существенными недостатками способа, ограничивающими эффективность его применения, являются невозможность затылования щлицевых и фасонных червячных фрез, а также раздельная обработка противоположных сторон зубьев, что приводит к увеличению количества разборок и сборок инструмента в процессе затылования, а следовательно и к снижению его точности.
Цель изобретения - повышение точности затылования.
Указанная цель достигается тем, что зуборезные рейки смещают в корпусе фрезы или технологического червяка в технологическое положение в тангенциальном направлении.
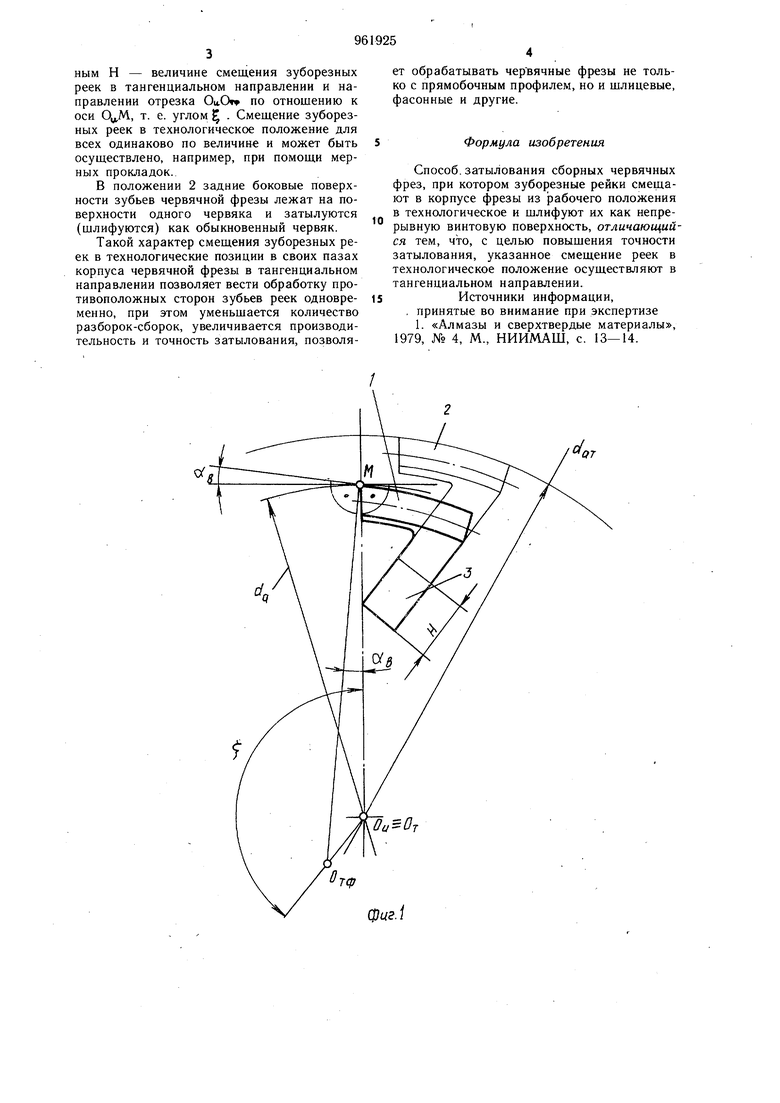
На фиг. 1 показано смещение зуборезных ре€к при диаметре технологического червяка, большем диаметра червячной фрезы;
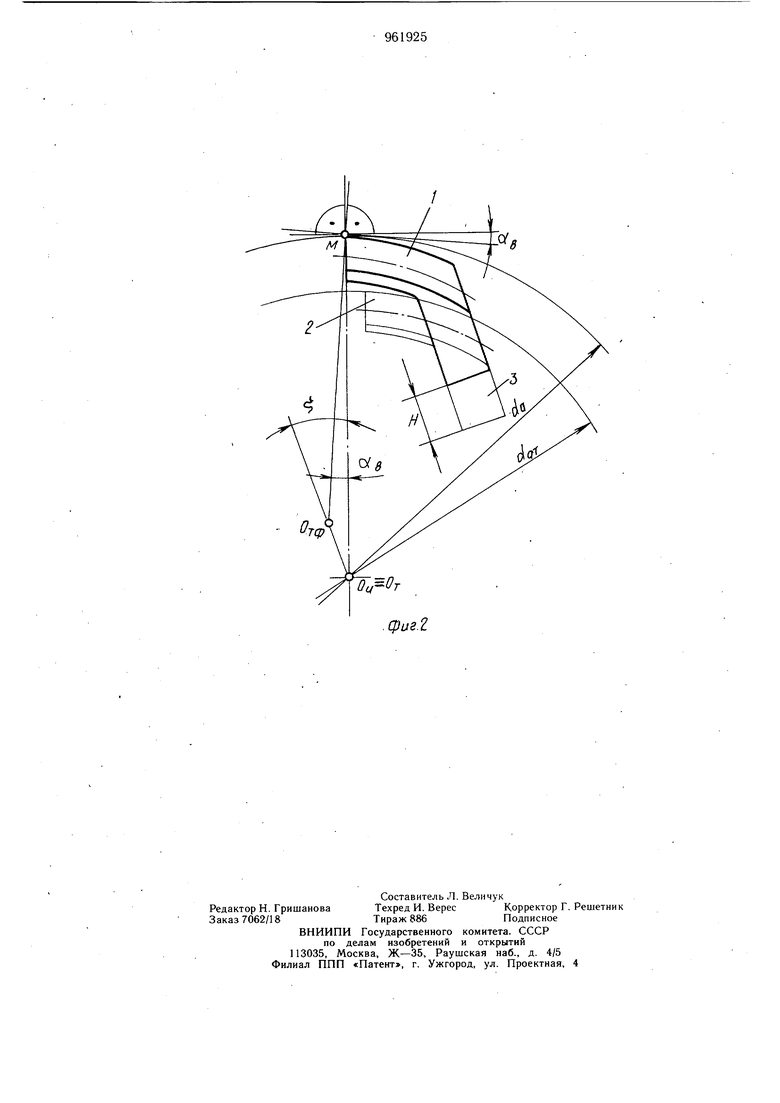
5 на фиг. 2 - то же, при диаметре технологического червяка, меньшем диаметра червячной фрезы.
На фиг. 1 и 2 приняты следующие обозначения: 1 - рабочее положение зуборезной
Q рейки в корпусе червячной фрезы; 2 - технологическое положение зуборезной рейки в корпусе червячной фрезы; 3 - паз корпуса фрезы или технологического червяка; Ои - ось червячной фрезы; От - ось технологического червяка, совпадающая с осью
15 червячной фрезы; Опр - фиктивная ось технологического червяка, необходимая для расчетов; du - наружный диаметр червячной фрезы; dar - наружный диаметр технологического червяка; задний угол у вершин2Q ной режущей кромки червячной фрезы; угол, определяющий направление смещения зуборезных реек в технологическое положение в тангенциальном направлении. Величина заднего угла оС .ОаМОгр определяется расстоянием между осями Очч и Он, равным Н - величине смещения зуборезных реек в тангенциальном направлении и направлении отрезка Ои.О по отношению к оси Оц,М, т. е. углом . Смещение зуборезных реек в технологическое положение для всех одинаково по величине и может быть осуществлено, например, при помощи мерных прокладок.
В положении 2 задние боковые поверхности зубьев червячной фрезы лежат на поверхности одного червяка и затылуются (шлифуются) как обыкновенный червяк.
Такой характер смещения зуборезных реек в технологические позиции в своих пазах корпуса червячной фрезы в тангенциальном направлении позволяет вести обработку противоположных сторон зубьев реек одновременно, при этом уменьшается количество разборок-сборок, увеличивается производительность и точность затылования, позволяет обрабатывать червячные фрезы не только с прямобочным профилем, но и шлицевые, фасонные и другие.
Формула изобретения
Способ, затылования сборных червячных фрез, при котором зуборезные рейки смещают в корпусе фрезы из рабочего положения в технологическое и шлифуют их как непрерывную винтовую поверхность, отличающийся тем, что, с целью повышения точности затылования, указанное смещение реек в технологическое положение осуществляют в тангенциальном направлении.
Источники информации, , принятые во внимание при экспертизе
1. «Алмазы и сверхтвердые материалы, 1979, № 4, М., НИИМАШ, с. 13-14.
аС
ОТ
фаг/
