1
Изобретение относится к нанесению гальванических покрытий, в частности медных, и может быть использовано в радиопромышленности, в частности, при обработке медных фольг, применяемых в производстве фольгированных диэлектриков для печатных плат.
В современном производстве фольгированных диэлектриков применяются различные виды обработки медной фоль- ,Q ги с целью улучшения адгезии соединения фольга-диэлектрик.
Известен способ электрохимической обработки медной фольги, заключающийся в последовательном нанесении медно-|5 медноокисного слоя при плотности тока 8-27 А/дм в течение 5-50 с и медного слоя при 2,1-16 А/дм в течение 15-6ЙО с из сернокислого электролита меднения L1 J.20
Однако данный способ обработки позволяет увеличить адгезию фольги к диэлектрикам не более чем в раз по сравнению с необработанной фоль- .
гой. Кроме того, присутствие в наносимом слое медноо исных частиц приводит к появлению подтравливания при проведении технологической обработки фольгированного диэлектрика, применяемой в производстве печатных плат
Наиболее близок к предлагаемому по технической сущности и достигаемому результату способ электрохимического осаждения меди в потенциостатических условиях. Осаждение проводят из цианистого электролита .
Недостатком известного способа является то, что осаждаются гладкие, равномерные осадки меди, обладающие очень малой адгезией к наносимому на нее диэлектрику при изготовлении фольгированного материала.
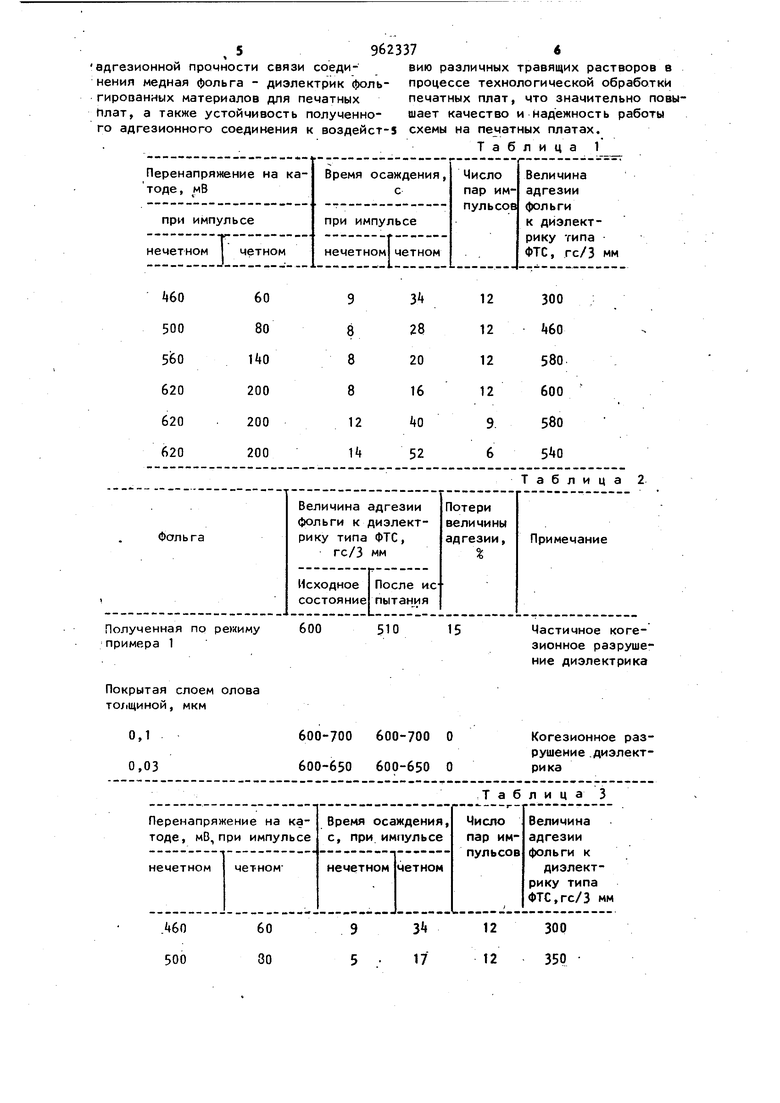
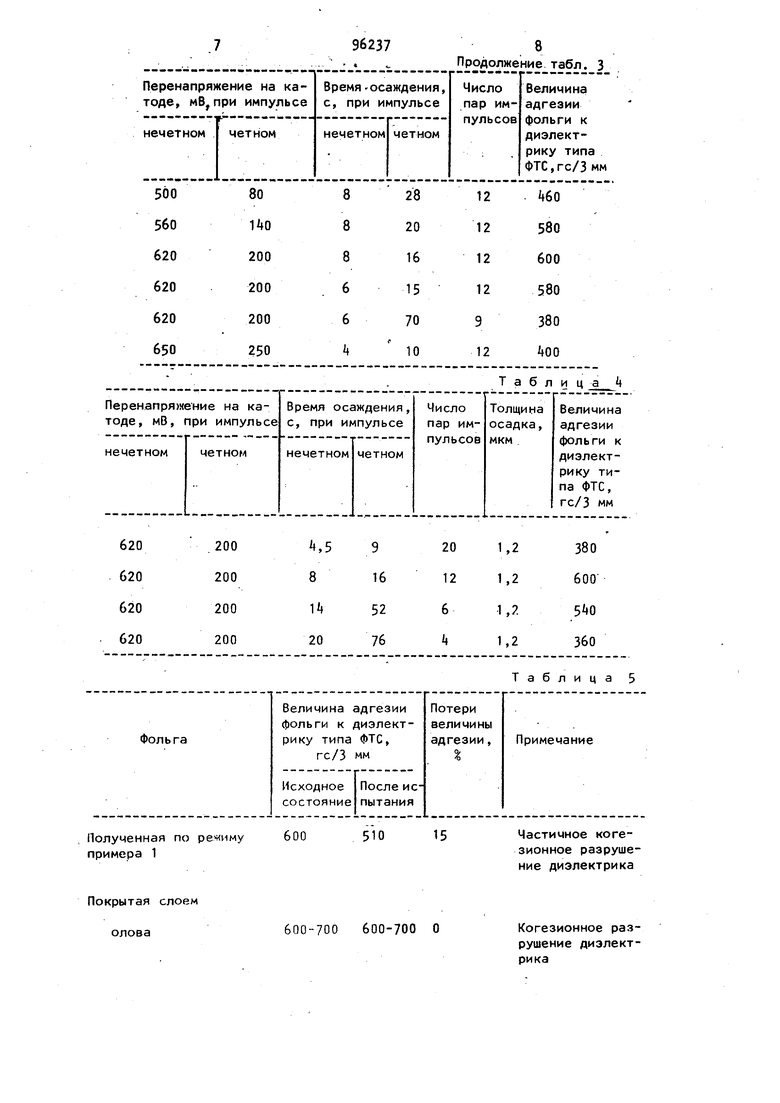
Цель изобретения - повышение адгезии пленки диэлектрика с медным покрытием за счет увеличения шероховатости последнего и повышение стойкости к подтравливанию. Указанная цель достигается тем, что процесс ведут 6-15 с при величи не катодного перенапряжения в нечет ных импульсах 500-620 мВ, затем 15-60 с в четных при 80-200 мВ, причем количество пар импульсов составляет 6-12. Для повышения стойкости к подтра ливанию на медное покрытие наносят слой олова толщиной 0,03-0,1 мкм. Выбор данных параметров перенапряжения и длительности импульсов обуславливается тем, что при нснесе нии медного покрытия с использовани параметров электроосаждения ниже ук Ьаниых пределов величина адгезии сн жается из-за недостаточной степени развитости поверхности осадка, а пр ведении осаждения с использованием параметров выше указанных пределов величина адгезии падает из-за сниже ния прочности сцепления нанесенного осадка с телом |)ольги. Адгезионная прочность сцепления с диэлектриком медной фольги, обработамной предлагаемым способом, воз растает в 12-19 раз по сравнению с необработанной фольгой. Подтравливание как подтвердили и пытания на гальваностойкость, выпол ненные по методике согласно 10316-87, отсутствуёт. Адгезионная прочность сцепления фольги с диэлек риком noche таких испытаний не изме ется. Пример 1. Медную фольгу обрабатывают электрохимически предлагаемым способом в ванне состава, г/л: CuSO - 40 H S04200 выполнен из электролитическ меди. Температура ванны 18-20 С. Скорость протока электролита1 ,4 м/мин Величина адгезии фольги к диэлек рику, типа ФТС сырая (необработанная фольга 30 ГС/3 мм при различных эл рических режимах оценивавшаяся по усилию расслаивания (отрыв полоски фольги шириной 3 мм производят под углом ЭО), приведена в табл. 1. Пример 2. Медную фольгу, о работанную аналогично примеру 1, покрывают слоем олова из ванны сост ва, г/л: Nn2.Sn(OH)(, inn NaOHefioB15 Температура ванны 70-80 С Катодная плотность тока2-3 А/дм Затем Проведены испытания на гальваностойкость по ГОСТу 10316-78. Подтравливание не наблюдается. Величину адгезии фол.ьги к диэлектрику измеряют аналогично примеру 1 (табл. 2). Выбор оптимальных параметров проиллюстрирован в табл. 3. Осаждение меди осуществляют в ванне аналогично примеру 1. Расчетная толщина получаемого медного покрытия составляет 2,k-,2 мкм. Увеличение числа слоев меди сверх указанного, приводящее к снижению толщины слоя до величины, меньшей 0,05 мкм, или же нанесение менее 12 слоев меди (п 6), приводящее к росту толщины слоя до величины, превышающей 0,1 мкм, не позволяет получать осадки с достаточной степенью развитости поверхности. В первом случае это происходит из-за недостаточного развития поверхности в течение нечетных импульсов, а во втором - изза сильного геометрического выравнивания в четных импульсах. Результаты испытаний представлены в табл. . Была исследована возможность применения цинка, никеля и олова для повышения стойкости к подтравливанию медной фольги. Эти металлы были выбраны исходя из их высокого химического сродства к полярным полимерам, к которым относятся и эпоксидные смолы, а также исходя из их хорошей микрорассеивающей способности. Результаты испытаний приведены в табл 5. Толщина слоев олова, цинка и никеля составляет 0,1 мкм. Испытания на гальоаностойкость проведены по ГОСТу 10316-78. Толи;ина оловянного покрытия менее 0,03 мкм не обеспечивает полного закрытия всей поверхности медного осадка (могут остаться непокрытыми углубления микропрофиля). Покрытие толщиной более 0,1 мкм может способствовать снижению развитости поверхности из-за эффекта геометрического выравнивания. Использование предлагаемого способа электрохимической обработки медной фольги обеспечивает по сравнению с известными повышение в 1,3-1,8 раз
,59623376
адгезионной прочности связи соеди- вию различных травящих растворов в ненил медная фольга - диэлектрик фоль- процессе технологической обработки гированных материалов для печатных печатных плат, что значительно повыИлат, а также устойчивость полученно- шает качество и Надежность работы го адгезионного соединения к воздейст-5 схемы на печатных платах.
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электролитической обработки поверхности медной фольги | 1981 |
|
SU990878A1 |
| Электролит для осаждения покрытий из сплава на основе меди и цинка | 1983 |
|
SU1177400A1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1989 |
|
RU1720467C |
| Способ химической обработки медной фольги | 1982 |
|
SU1126629A1 |
| СПОСОБ ПРОИЗВОДСТВА МЕДНОЙ НИЗКОПРОФИЛЬНОЙ ФОЛЬГИ И НИЗКОПРОФИЛЬНАЯ ФОЛЬГА, ПОЛУЧЕННАЯ С ИСПОЛЬЗОВАНИЕМ ДАННОГО СПОСОБА | 2006 |
|
RU2366764C2 |
| Способ изготовления печатной платы из фольгированного диэлектрика | 1976 |
|
SU635631A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ МЕТАЛЛИЗАЦИИ ОТВЕРСТИЙ ПЕЧАТНЫХ ПЛАТ | 1991 |
|
RU2019925C1 |
| Способ изготовления печатных плат | 1982 |
|
SU1100761A1 |
| Краска для печатных плат | 1975 |
|
SU539926A1 |
| МЕЖСЛОЙНОЕ СОЕДИНЕНИЕ В ПЕЧАТНЫХ ПЛАТАХ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2009 |
|
RU2439866C2 |
600
Полученная по режиму примера 1
Покрытая слоем олова ТО/11ЦИНОЙ, мкм
Таблица 2
15
Частичное когезионное разрушение диэлектрика
600
Полученная по режиму примера 1
Покрытая слоем
600-700 600-700 О олова
Таблиц аk
Частичное коге15зионное разрушение диэлектрика
Когезионное разрушение диэлектрика
Величина адгезии фольги к диэлектФольгарику типа ФТС,.
Исходное состояние
560
цинка
90
никеля
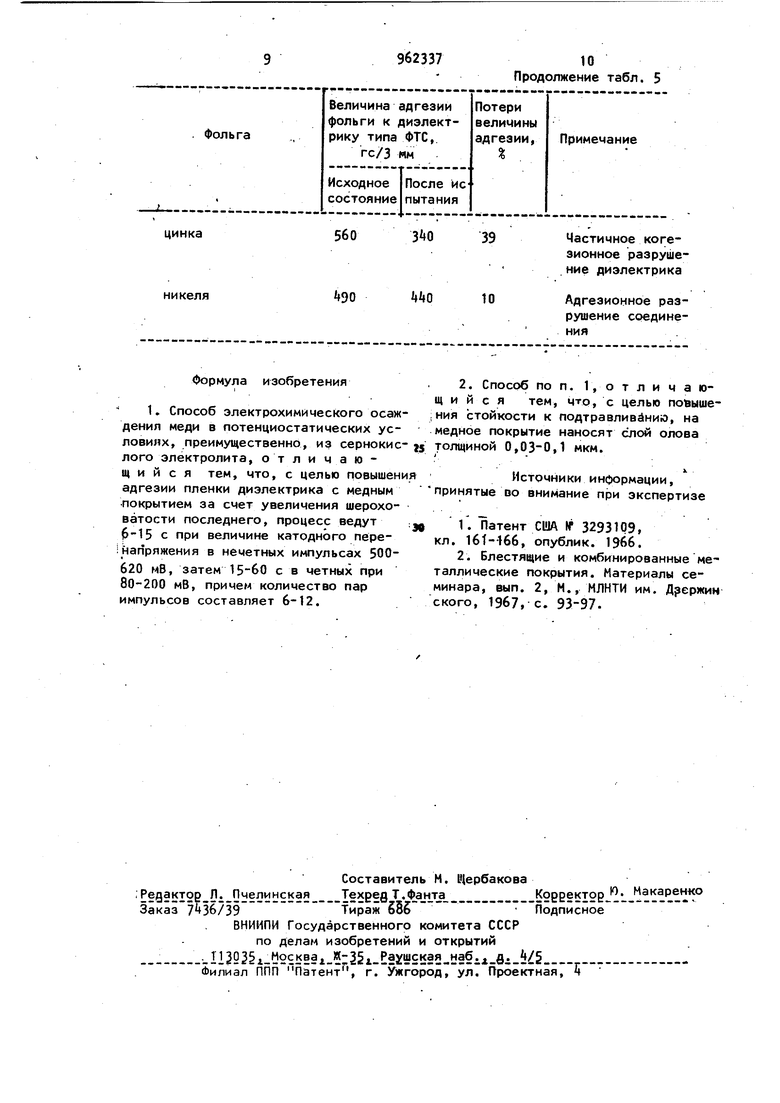
Формула изобретения
1, Способ электрохимического осаждения меди в потенциостатических условиях, преимущественно, из сернокис- J5 лого электролита, отличающийся тем, что, с целью повышения адгезии пленки диэлектрика с медным покрытием за счет увеличения шероховатости последнего, процесс ведут -у 6-15 с при величине катодного пере йапряжения в нечетных импульсах 500620 мВ, затем с в четных при 80-200 мВ, причем количество пар импульсов составляет 6-12.
Примечание ГС/3 мм
После йс пытания
39
Частичное когезионное разрушение диэлектрика
10
Адгезионное разрушение соединения
Источники информации, принятые во внимание п|эи экспертизе
Г. Патент США ff 32931Q9, кл. I6t--l66, опублик. 1966.
