Изобретение относится к обработке металлов давлением и может быть использовано при производстве патрубков трубопроводных систем.
Известен наполнитель при формообразовании крутоизогнутых патрубков из труб гибкой вталкиванием в фильер с внутренним давлением в виде эластичных, пластичных, жидких и комбинированных, а также в виде резинового сердечника или шайб толщиной 5-12 мм.
Недостатками наполнителя в виде резинового сердечника или в виде шайб является большая трудоемкость установки в заготовку и особенно удаления из крутоизогнутого патрубка. Резиновый сердечник после изгиба удалить трудно в связи с его большой жесткостью, а при удалении резиновых шайб зачастую повреждается внутренняя поверхность патрубка инструмента, которым извлекают шайбы. Такие наполнители не позволяют равномерно передавать давление на внутреннюю стенку трубы при сжатии из-за большого трения столба наполнителя о стенки трубной заготовки, что приводит к гофрообразованию стенки изгибаемой трубы в зоне малого радиуса изгиба.
Целью предлагаемого изобретения является сокращение трудоемкости за счет уменьшения подготовительно-заключительного времени гибки.
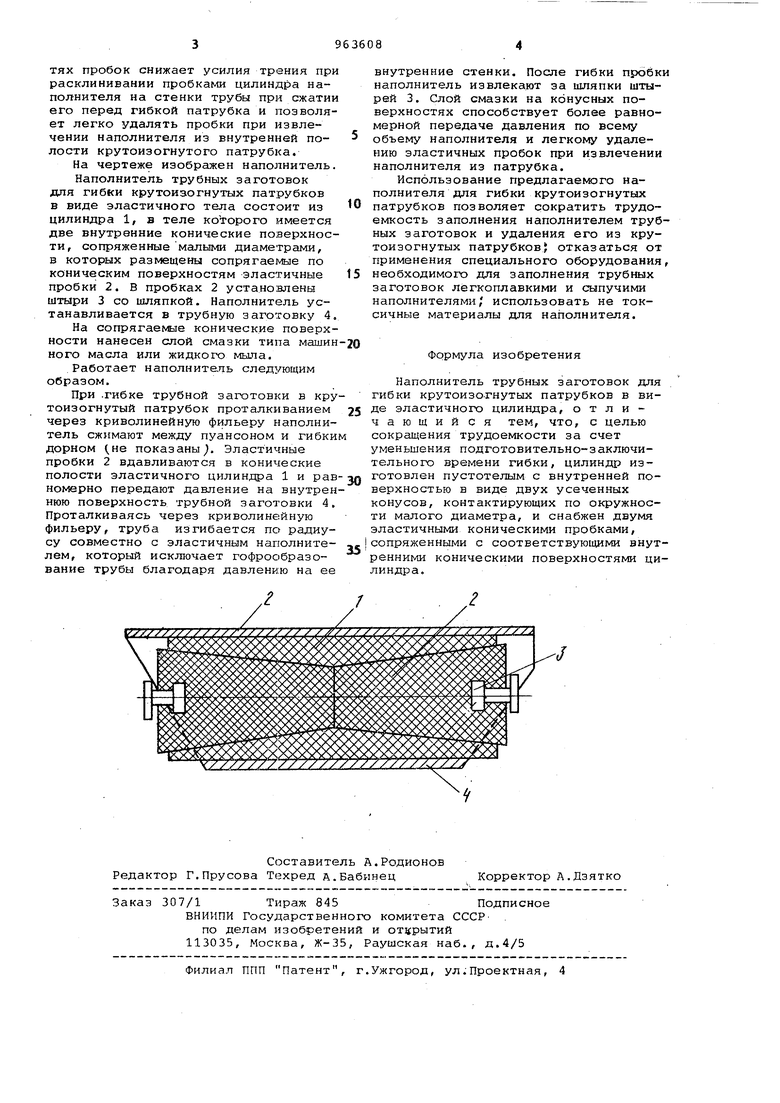
Указанная цель достигается , что наполнитель трубных заготовок для гибки крутоизогнутых патрубков в виде эластичного цилиндра, который изготовлен пустоте.лым с внутренней
10 поверхностью в виде двух усеченных конусов, снабжен двумя эластичными коническими пробками, сопряженными с соответствующими внутренними коническими поверхностями цилиндра.
15
Предлагаемый наполнитель трубных заготовок для гибки крутоизогнутых патрубков может быть быстро установлен в полость трубной заготовки. После гибки трубы в крутоизогнутый
20 патрубок сначала извлекаются эластичjibie пробки, а потом пустотелый эластичный цилиндр, жесткость которого значительно снижена по сравнению со сплошным сердечником благодаря наличию внутренней полости. После извлечения из крутоизогнутого патрубка восстанавливается первоначальная цилиндрическая форма наполнителя благодаря его упругим свойствам. Нали30чие смазки на конических поверхнос
| название | год | авторы | номер документа |
|---|---|---|---|
| Наполнитель трубных заготовок | 1982 |
|
SU1031562A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1987 |
|
RU1466084C |
| СПОСОБ ГИБКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ С ПРОФИЛЕМ ОТКРЫТОГО ТИПА | 2004 |
|
RU2262404C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1998 |
|
RU2172221C2 |
| Наполнитель трубных заготовок для гибки крутоизогнутых патрубков | 1985 |
|
SU1232329A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2510806C2 |
| Способ гибки длинномерных полых изделий с профилем открытого типа | 2018 |
|
RU2691478C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2003 |
|
RU2241561C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
