Изобретение относится к обработке металлов давлением, а именно к штамповке эластичной средой, и может быть использовано при изготовлении крутоизогнутых патрубков из особотонкостенных трубных заготовок.
Известен способ изготовления гибкой крутоизогнутых патрубков, преимущественно особотонкостенных, при котором трубную заготовку с заключенным в ее полости наполнителем проталкивают через криволинейный ручей матрицы.
Известный способ не обеспечивает получение качественных деталей с малыми радиусами гиба из особотонкостенных труб, поскольку в процессе проталкивания возникают контактные силы трения, отрицательное действие которых приводит к потере устойчивости материала заготовки в зоне внутреннего радиуса гиба и образованию гофров на вогнутой поверхности готового патрубка.
Известен способ гибки труб, включающий предварительное сплющивание трубной заготовки с последующей гибкой и раздачей согнутой заготовки в штампе внутренним давлением [1]
Известный способ позволяет получать особотонкостенные патрубки с малыми радиусами гиба до R D, где D диаметр патрубка.
Однако известный способ требует использования длинномерных заготовок, что приводит к повышенному расходу материала, и включает дополнительные операции по сплющиванию и изгибу сплющенной заготовки, а это значительно усложняет технологический процесс формообразования крутоизогнутых патрубков. Кроме того, известный способ не позволяет изготавливать детали с толщиной стенки менее 1,0 мм.
Известен штамп для формовки трубчатых заготовок, содержащий установленную в корпусе разъемную матрицу, эластичный пуансон в виде цилиндра и пуансон осевой осадки [2]
Известный штамп позволяет осуществлять качественную формовку трубчатых деталей, преимущественно симметричных, формообразование которых сопровождается увеличением объема. Крутоизогнутые патрубки формовать в известном штампе нельзя, что снижает его технологические возможности.
Известен штамп для изготовления крутоизогнутых патрубков, содержащий полуматрицы, образующие криволинейный канал, эластичный наполнитель в виде цилиндра, и пуансоны проталкивания и подпора трубной заготовки.
Известный штамп позволяет изготавливать крутоизогнутые патрубки с использованием специализированного прессового оборудования с количеством силовых цилиндров не менее трех. Описываемый способ формообразования крутоизогнутых патрубков и штамп для его осуществления позволяют изготавливать крутоизогнутые особотонкостенные патрубки практически любого диаметра D с радиусом гиба R < D, упростить технологию изготовления за счет уменьшения вспомогательных операций и использования универсального прессового оборудования, снизить расход материала за счет уменьшения длины заготовки.
Указанный технический результат достигается тем, что в описываемым способе изготовления крутоизогнутых патрубков, включающем формовку трубчатой заготовки в штампе раздачей ее внутренним давлением, на участках заготовки, примыкающих к зоне минимального радиуса гиба, дополнительно формуют выпуклые поверхности.
В описываемом штампе для изготовления крутоизогнутых патрубков, содержащем разъемную матрицу с криволинейным каналом, эластичный наполнитель в виде цилиндра и пуансон осадки, в матрице дополнительно выполнены прямолинейный канал для размещения трубчатой заготовки, пересекающий криволинейный канал под прямым углом к его оси симметрии, и полости, примыкающие к криволинейному каналу в зоне минимального радиуса изгиба, выполненные в виде сегментов сферы диаметром, равным диаметру криволинейного канала.
Согласно предлагаемому способу из трубчатой заготовки с толщиной стенки, равной толщине готового патрубка, формуется деталь с одинаковой длиной образующих в любом продольном сечении, при этом крутоизогнутый патрубок в ней является основной составляющей. В процессе формообразования в патрубке и зона минимального радиуса гиба (вогнутая поверхность), и зона максимального радиуса гиба (выпуклая поверхность) независимо от радиуса гиба и диаметра готового патрубка формуются в одинаковых условиях радиальной раздачи. Формование на заготовке дополнительных выпуклых поверхностей, примыкающих к зоне минимального радиуса гиба патрубка, способствует возникновению при формировании последней меридианальных напряжений растяжения, которые препятствуют гофро- и складкообразованию и утолщению материала.
Наличие в полуматрицах штампа для изготовления крутоизогнутых патрубков полостей в виде сегментов сферы диаметра, равного диаметру криволинейного канала, не только обеспечивает увеличение формопередающей поверхности в зоне минимального радиуса гиба в формуемой детали, но и облегчает фрезерование криволинейного канала и соответствует положению сферической фрезы в конечный момент. Полости в виде сегментов сферы получаются в результате фрезерования прямолинейного канала, пересекающего криволинейный. Это позволяет изготавливать полуматрицы штампа из монолитной плиты, а следовательно, снизить трудоемкость и расход материала при изготовлении, а также улучшить эксплуатационные характеристики штампа при одновременной простоте его конструкции.
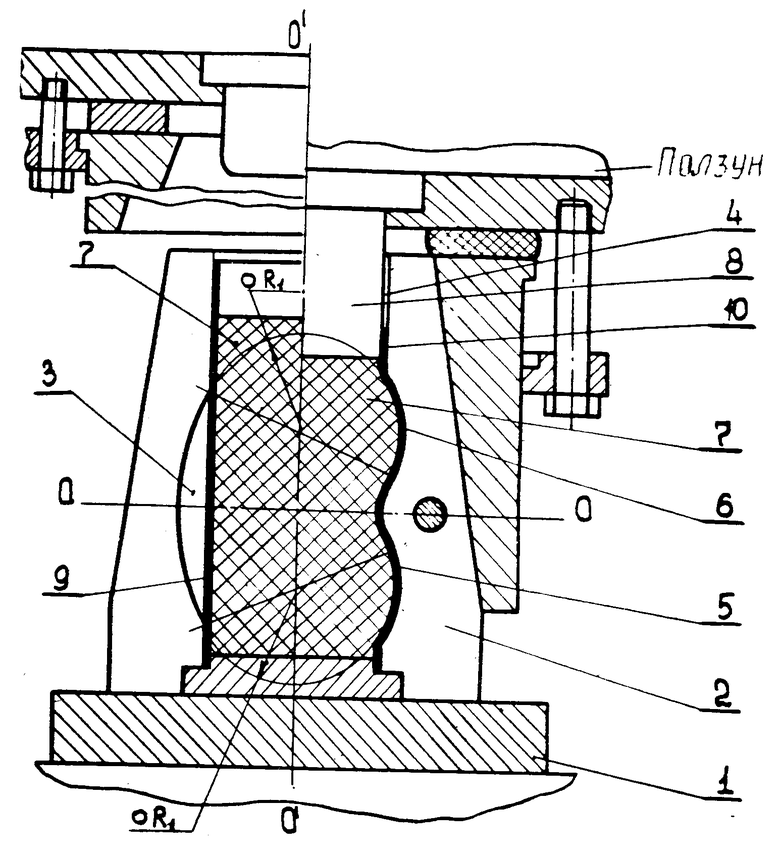
На чертеже изображен штамп для формообразования крутоизогнутых патрубков, продольный разрез (вид слева от оси симметрии в исходном положении, вид справа в конце формообразования детали).
Штамп содержит установленную на основании 1 разъемную матрицу 2 с криволинейным каналом 3 с прямыми участками на концах и пересекающим его прямолинейным каналом 4 для размещения трубчатой заготовки, ось (0'0') которого перпендикулярна оси симметрии (00) криволинейного канала. К последнему в зоне минимального радиуса изгиба примыкают полости 5, 6 в виде сегментов сферы диаметра, равного диаметру криволинейного канала. Во внутренней полости разъемной матрицы 2 установлен эластичный наполнитель 7 в виде цилиндра и контактирующий с ним пуансон осевой осадки 8.
Формообразование крутоизогнутых патрубков осуществляют в штампе следующим образом.
В трубчатой заготовке 9 размещают эластичный наполнитель 7, устанавливают их в прямолинейном канале 4 разъемной матрицы 2 и через пуансон осевой осадки 8 пресса (не показан) действуют на эластичный наполнитель 7. Эластичный наполнитель 7 сжимается и раздает заготовку 9 изнутри, при этом на одной полуцилиндрической поверхности заготовки формуется выпуклая поверхность крутоизогнутого патрубка, соответствующая зоне максимального радиуса гиба, а на другой со стороны торцов, дополнительные выпуклые поверхности и между ними вогнутая поверхность патрубка, соответствующая зоне минимального радиуса гиба. Отформованную деталь 10 извлекают из матрицы 2, освобождают от наполнителя 7, со стороны торцов обрезают отформованные дополнительные выпуклые участки 5, 6 и получают готовый крутоизогнутый патрубок.
П р и м е р. Осуществляли формообразование крутоизогнутых патрубков с толщиной t стенки 0,5 мм из материала 12Х18Н10Т диаметром D 100 мм, радиусом R гиба 0,75 D с прямыми участками на концах L 10 мм и углом β гиба 45о в штампе, матрица которого содержит криволинейный канал по форме патрубка и пересекающий его под прямым углом к оси симметрии диаметром D' 0,25 D (5 ˙cos β/2 1) L sin β /2 87 мм. К зоне минимального радиуса изгиба криволинейного канала примыкают полости в виде сегментов сферы диаметра D 2R1, ограниченные углом ϕ 68о.
В трубной заготовке длиной l 228 мм, диаметром D' 87 мм и толщиной стенки 0,5 мм размещали эластичный пуансон в виде цилиндра диаметром 86 мм, выполненный из набора полиуретановых круглых пластин, который в процессе формообразования детали сжимали на 35 На отштампованной детали обрезают дополнительные выпуклые участки и получают готовый патрубок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2506134C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1998 |
|
RU2172221C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1994 |
|
RU2094151C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ СИЛЬФОНОВ | 2007 |
|
RU2354481C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2510806C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2003 |
|
RU2241561C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОСОБОТОНКОСТЕННЫХ МНОГОСЛОЙНЫХ СИЛЬФОНОВ | 2006 |
|
RU2343033C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2013 |
|
RU2528928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1987 |
|
RU1466084C |
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1986 |
|
RU1417281C |
Использование: обработка металлов давлением, в частности штамповка эластичной средой патрубков из особотонкостенных трубных заготовок. Сущность изобретения: трубную заготовку с эластичным наполнителем устанавливают в штампе, содержащем кроволинейный канал по форме патрубка и пересекающий его под прямым углом прямолинейный канал. К криволинейному каналу в зоне минимального радиуса изгиба примыкают полости в виде сегментов сферы. В процессе осевой осадки наполнитель сжимается и раздает заготовку изнутри. Формование на заготовке дополнительных выпуклых поверхностей в зоне минимального радиуса гиба патрубков обеспечивает получение детали с одинаковой длиной образующей в продольном сечении и препятствует гофроскладкообразованию и утолщению материала в готовом патрубке. На отформованной детали со стороны торцев обрезают дополнительные выпуклые участки и получают крутоизогнутый патрубок. 2 с. п. ф-лы, 1 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Штамп для формовки трубчатых заготовок | 1983 |
|
SU1166861A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
