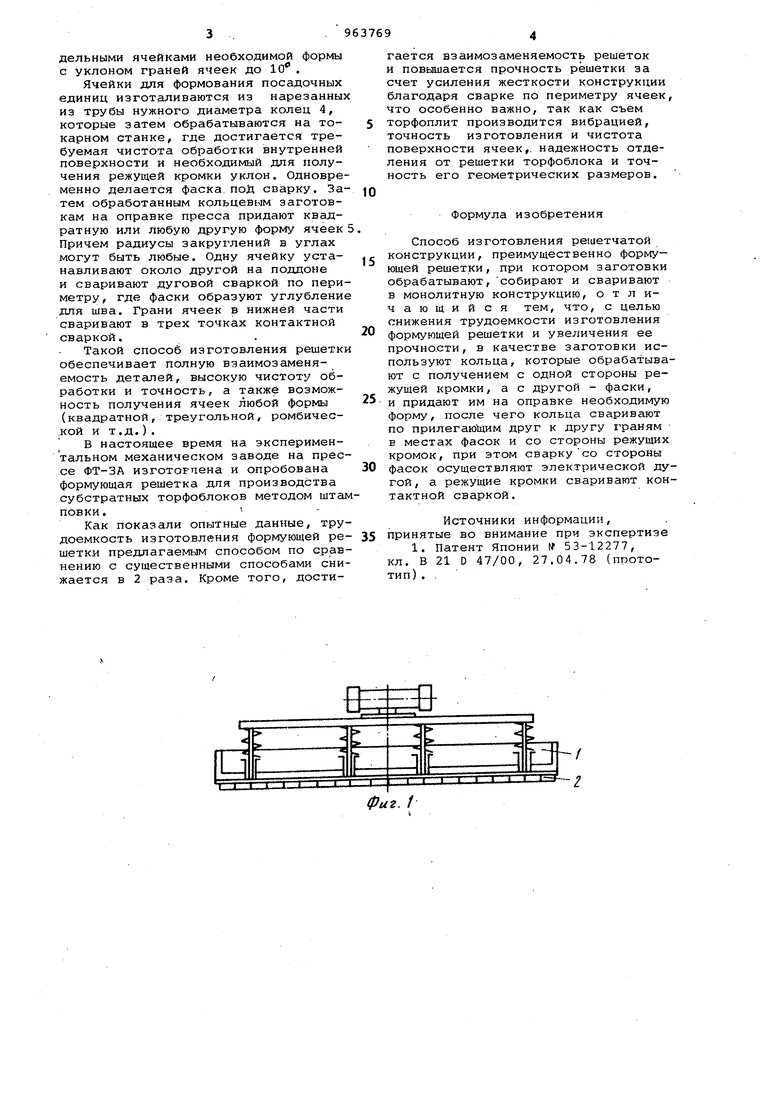
Изобретение относится к области производства сварных конструкций и может быть использовано при изготовлении формующих решеток. Известен способ изготовления решетчатой ячеистой конструкции, по которому на одной поверхности основной пластины формируют штамповкой в одно целое с этой пластиной перпен дикулярные к ней, взаимно параллельные ребра, расположенные с заданными интервсшами и имеющие нужную высоту. На участках пластинымежду ребрами выбивают П-образные прорези. Выбитые части пластины отгибают от соеди нительных линий перпендикулярно боко вым сторонам ребер. После этого сот .единительные пластины жестко соединяют сваркой со стенками ребер ij Однако этот способ не обеспечивает достаточную прочность конструкции, способной противостоять сильной нагрузке при эксплуатации, особенно при вибрации, необходимой, например, для съема торфоблоков. Способ трудоемок и, кроме того, требует применения специального штамповочного пре са для получения ребер на пластине, вырубки прорезей и отгибки выбитых частей пластины. Целью изобретения является снижение трудоемкости процесса изготовления формующей решетки и увеличение ее прочности. Поставленная цель достигается тем, что по способу изготовления решетчатой конструкции, преимущественно формующей решетки, при котором заготовки обрабатывают, собирают и сваривают в монолитную конструкцию, в качестве заготовки используют кольца, которые обрабатывают с получением с одной стороны режущей кромки, а с другой стороны фаски, и придают им на оправке необходимую форму, после чего кольца .сваривают по прилегающим друг к другу граням в местах фасок и со стороны режущих кромок. При этом сварку со стороны фасок осуществляют электрической дугой, а режущие кромки сваривают контактной сваркой. На фиг. 1 изображена прикрепленная к пуансону решетка; на фиг. 2 формирующая решетка в сборе; наФиг.З готовая ячейка; на фиг. 4 - заготовка ячейки. Устанавливаемая на пуансоне 1 решетка 2 для формования на торфоблоке посадочных единиц представляет собой ячеиетую секцию 3, образованную отдельными ячейками необходимой формы с уклоном граней ячеек до 10 . Ячейки для формования посадочных единиц изготаливаются из нарезанны из трубы нужного диаметра колец 4, которые затем обрабатываются на токарном станке, где достигается требуемая чистота обработки внутренней поверхности и необходимый для получения режущей кромки уклон. Одновре менно делается фаска. поД сварку. За тем обработанным кольцевым заготовкам на оправке пресса придают квадратную или любую другую форму ячеек Причем радиусы закруглений в углах могут быть любые. Одну ячейку устанавливают около другой на поддоне и сваривают дуговой сваркой по пери метру, где фаски образуют углубление для шва. Грани ячеек в нижней части сваривают в трех точках контактной сваркой. Такой способ изготовления решетки обеспечивает полную взаимозаменяемость деталей, высокую чистоту обработки и точность, а также возможность получения ячеек любой формы (квадратной, треугольной, ромбичес,кой и т.д.) . В настоящее время на экспериментальном механическом заводе на прессе ФТ-ЗА изготорпена и опробована формующая решетка дпя производства субстратных торфоблоков методом штам повки. Как показали опытные данные, трудоемкость изготовления формующей решетки предлагаемым способом по сравнению с существенными способами снижается в 2 раза. Кроме того, достигается взаимозаменяемость решеток и повышается прочность решетки за счет усиления жесткости конструкции благодаря сварке по периметру ячеек, что особенно важно, так как съем торфоплит производится вибрацией, точность изготовления и чистота поверхности ячеек,, надежность отделения от решетки торфоблока и точность его геометрических размеров. Формула изобретения Способ изготовления решетчатой конструкции, преимущественно формующей решетки, при котором заготовки обрабатывают, собирают и сваривают в монолитную конструкцию, отличающийся тем, что, с целью снижения трудоемкости изготовления формующей решетки и увеличения ее прочно.сти, в качестве заготовки испоЛьзуют кольца, которые обрабатывают с получением с одной стороны режущей кромки, а с другой - фаски, и придают им на оправке необходимую форму, после чего кольца сваривают по прилегающим друг к другу граням в местах фасок и со стороны режущих кромок, при этом сваркусо стороны фасок осуществляют электрической дугой, а режущие кромки сваривают контактной сваркой. Источники информации, ринятые во внимание при экспертизе 1. Патент Японии № 53-12277, л. В 21 D 47/00, 27.04.78 (протоип) . .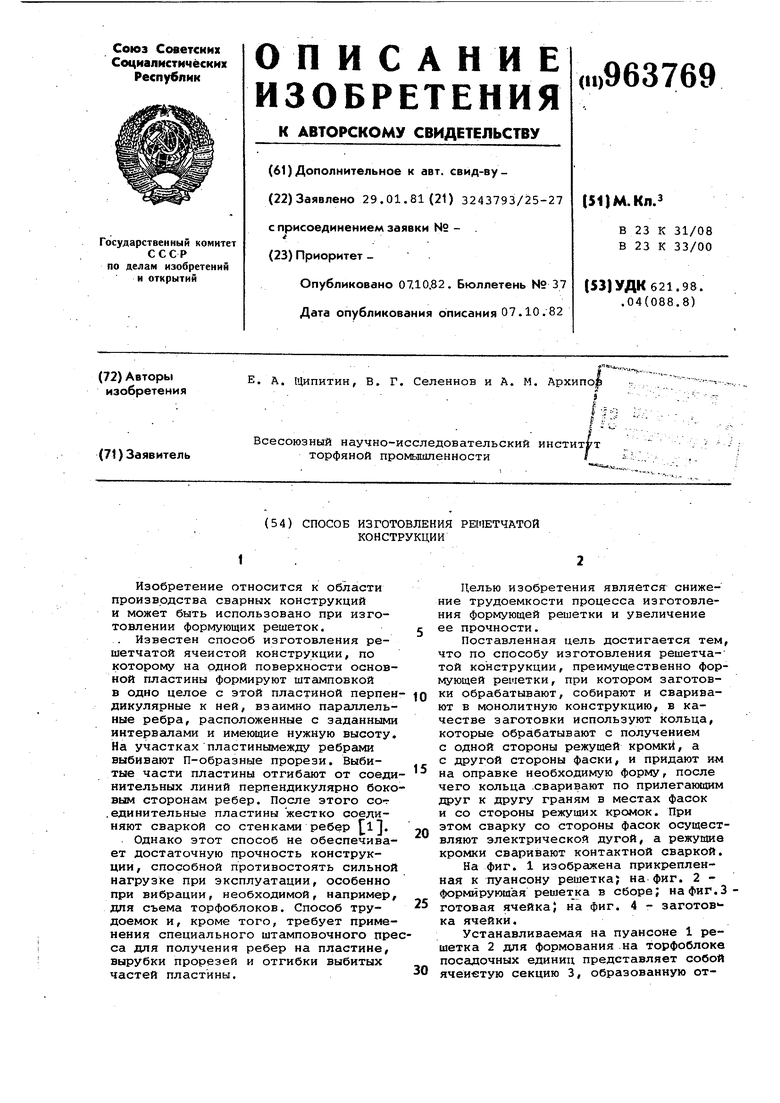
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ И ПРОСТРАНСТВЕННЫХ СОТОВЫХ СТРУКТУР И КОНСТРУКЦИЙ НА ИХ ОСНОВЕ | 1996 |
|
RU2126875C1 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА | 1998 |
|
RU2152086C1 |
| Способ обработки кромок пластин шлифовальным кругом с профильной заточкой | 1987 |
|
SU1542785A1 |
| СПОСОБ ВЫРЕЗКИ УЗЛОВЫХ СОЕДИНЕНИЙ ЯЧЕЕК СТЕКЛОСОТОПЛАСТОВОЙ ПАНЕЛИ | 2015 |
|
RU2594546C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| СВЕТИЛЬНИК (ВАРИАНТЫ) | 2020 |
|
RU2768240C1 |
| СПОСОБ ВЫРЕЗКИ УЗЛОВЫХ СОЕДИНЕНИЙ ЯЧЕЕК СТЕКЛОСОТОПЛАСТОВОГО БЛОКА | 2016 |
|
RU2637709C1 |
| ПРОТЯЖКА ДЛЯ ОБРАБОТКИ ПАЗОВ | 1992 |
|
RU2047429C1 |
| МНОГОФУНКЦИОНАЛЬНАЯ ТРУБНАЯ ФРЕЗЕРНАЯ ГОЛОВКА | 2005 |
|
RU2342224C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ СТОЛБОВ | 2001 |
|
RU2201833C1 |
Фиг. 1
DD
Фиг 2
aij
