для вывинчивания резьбоэнаков, вызывают интенсивный износ ходового винта и установленной на нем резьбовой втулки.
Целью изобретения является повышение долговечности формы и расширение ее технологических возможностей за счет обеспечения изготовления изделий с большой длиной резьбы и изделий с цилиндрической частью, размеценной над резьбой.
Поставленная цель достигается тем, что литьевая форма с автоматическим вывинчиванием резьбовых знаков для изготовления изделий из полимерных материалов, содержгидая .неподвижную литниковую плиту, со- Iединенную с ней плиту матриц и подвижную систему, включающую основание и промежуточные плиты с установленными в них резьбовыми знаками, на хвостовике каждого из которых выполнены шестерня и резьбовый участок, взаимодействующий с резьбовой направляющей, согласно изобретению снабжена установленным в промежуточной плите подвижным упором, взаимодействующим с плитой матриц, а резьбовая направляющая выполнена в виде размещенной в промежуточной плите подпружиненной полугайки с толкателем, контактирующим с подвижным упором.
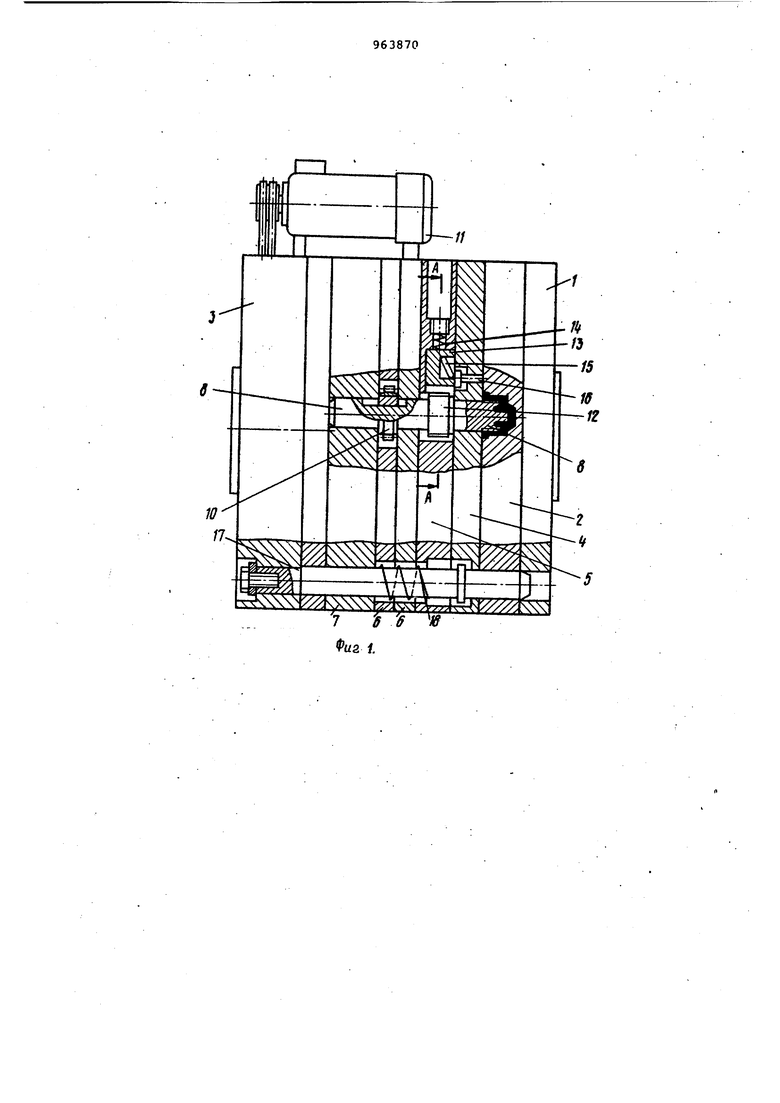
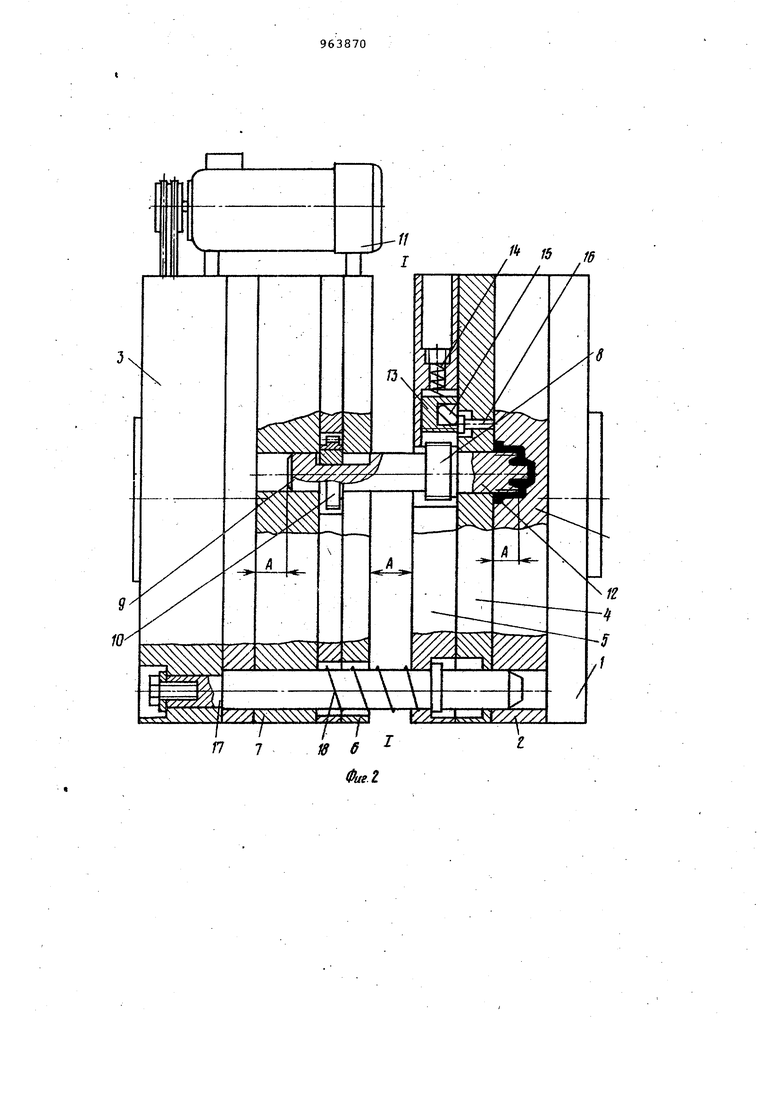
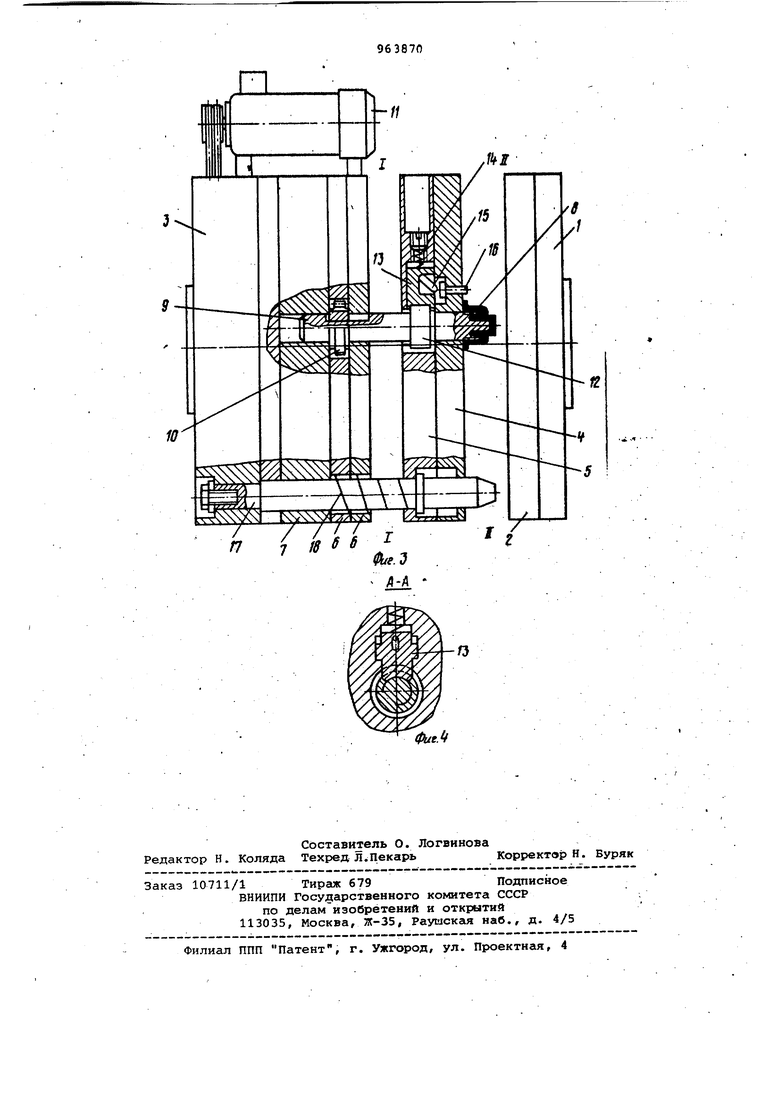
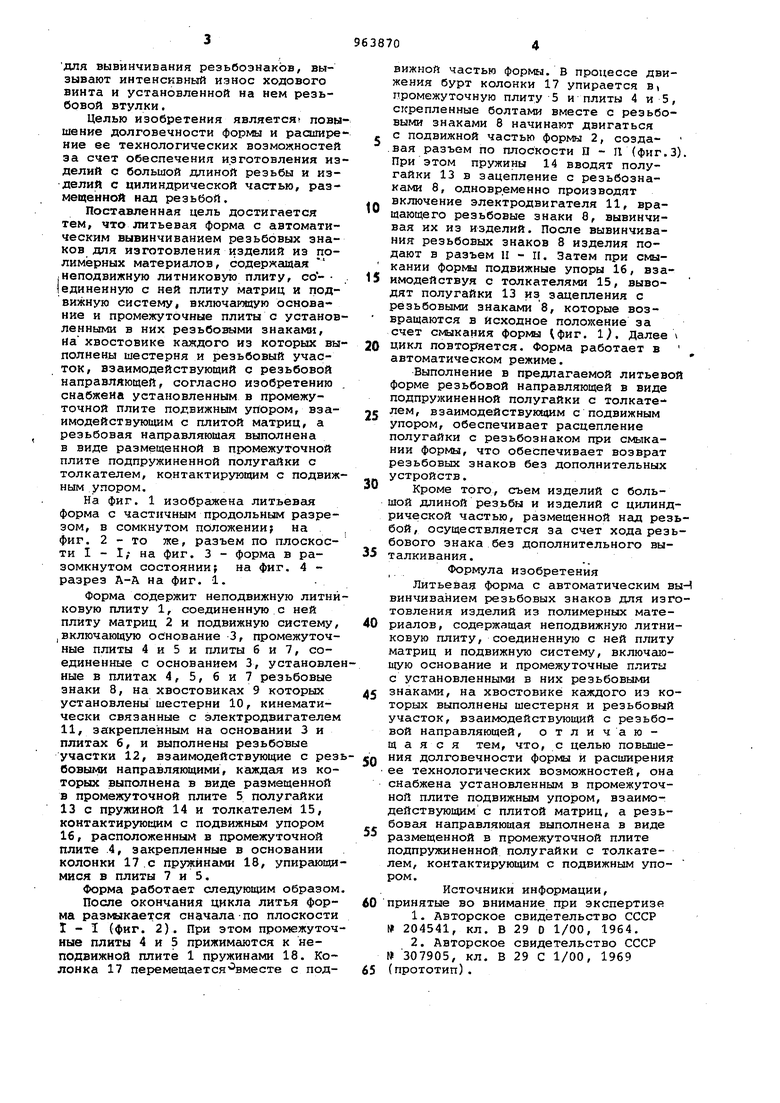
На фиг. 1 изображена литьевая форма с частичным продольным разрезом, в сомкнутом положении; на фиг. 2 - то же, разъем по плоскости I - I,- на фиг. 3 - форма в разомкнутом состоянии; на фиг. 4 разрез А-А на фиг. 1. Форма содержит неподвижную литниковую плиту 1, соединенную с ней плиту матриц 2 и подвижную систему, I включающую основание 3, промежуточные плиты 4 и 5 и плиты б и 7, соединенные с основанием 3, установленые в плитах 4, 5, 6 и 7 резьбовые знаки 8, на хвостовиках 9 которых установлены шестерни 10, кинематически связанные с электродвигателем 11, закрепленным на основании 3 и плитах б, и выполнены резьбовые участки 12, взаимодействующие с резбовыми направляющими, каждгш из которых выполнена в виде размещенной в промежуточной плите 5 полугайки 13 с пружиной 14 и толкателем 15, контактирующим с подвижным упором 16, расположенным в промежуточной плите 4, закрепленные в основании колонки 17 с пружинами 18, упирающимися в плиты 7 и 5.
Форма работает следующим образом
После окончания цикла литья форма раз11«кается сначала по плоскости 1-1 (фиг. 2). При этом промежуточные плиты 4 и 5 прижимаются к неподвижной плите 1 пружинами 18. Колонка 17 перемещаетсявместе с подвижной частью формы. В процессе движения бурт колонки 17 упирается в, промежуточную плиту 5 и плиты 4 и 5, скрепленные болтами вместе с резьбовыми знаками 8 начинают двигаться f с подвижной частью формы 2, созда.вая разъем по плоскости П - II (фиг.3). При этом пружины 14 вводят полугайки 13 в зацепление с резьбознаками 8, одновременно производят Q включение электродвигателя 11, вращающего резьбовые знаки 8, вывинчивая их из изделий. После вывинчивания резьбовых знаков 8 изделия подают в разъем И - П. Затем при смыкании подвижные упоры 16, взаимодействуя с толкателями 15, выводят полугайки 13 из зацепления с резьбовыми знаками 8, которые возвращаются в исходное положение за счет смыкания формы фиг. 1), Далее 0 цикл повторяется. Форма работает в автоматическом режиме.
Выполнение в предлагаемой литьевой форме резьбовой направляющей в виде подпружиненной полугайки с толкатее лем, взаимодействующим с подвижным упором, обеспечивает расцепление полугайки с резьбознаком при смыкании формы, что обеспечивает возврат резьбовых знаков без дополнительных устройств.
Кроме того, съем изделий с большой длиной резьбы и изделий с цилиндрической частью, размещенной над резьбой, осуществляется за счет хода резьбового знака без дополнительного выталкивания.
Формула изобретения Литьевая форма с автоматическим выН винчиванием резьбовых знаков для изготовления изделий из полимерных материалов, содержащая неподвижную литниковую плиту, соединенную с ней плиту матриц и подвижную систему, включающую основание и промежуточные плиты с установленными в них резьбовыми знаками, на хвостовике каждого из которых выполнены шестерня и резьбовый участок, взаимодействующий с резьбовой направляющей, отличающаяся тем, что, с целью повышения долговечности формы и расширения ее технологических возможностей, она снабжена установленным в промежуточной плите подвижным упором, взаимодействующим с плитой матриц, а резьбовая направляющая выполнена в виде размещенной в промежуточной плите подпружиненной полугайки с толкателем, контактирующим с подвижным упором.
Источники информации, 0 принятые во внимание при экспертизе
1.Авторское свидетельство СССР 204541, кл. В 29 О 1/00, 1964.
2.Авторское свидетельство СССР № 307905, кл. В 29 С 1/00, 1969
5 (прототип).
8
0UtM
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий | 1977 |
|
SU745702A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU738890A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1985 |
|
SU1281438A1 |
| Литьевая форма для полимерных изделий с резьбой | 1989 |
|
SU1680544A2 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1980 |
|
SU929442A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1366414A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Литьевая форма для полимерных изделий с резьбой | 1981 |
|
SU1014730A1 |
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |