(54) ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для полимерных изделий с внешней резьбой | 1981 |
|
SU954244A1 |
| Литьевая форма для изготовления резьбовых изделий | 1984 |
|
SU1127777A2 |
| Литьевая форма для изготовления полимерных изделий с резьбами | 1982 |
|
SU1115912A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ | 1971 |
|
SU414124A1 |
| ЛИТЬЕВАЯ ФОРМА С АВТОМАТИЧЕСКИМ ВЫВИНЧИВАНИЕМ РЕЗЬБОВЫХ ЗНАКОВС'Ч-; TJvJTi^'г |-ГчН'-^'-"•;-;--'::;и;.:-;;-.нд?;|С' i-i.':::, '• i.-л -т"-; f л-- >&^>&t-!x.f ; СПА | 1971 |
|
SU307905A1 |
| Литьевая форма для изготовления резьбовых изделий из пластмасс | 1984 |
|
SU1165594A1 |
| Литьевая форма для полимерных изделий | 1977 |
|
SU745702A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков | 1980 |
|
SU937179A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1985 |
|
SU1281438A1 |
| Литьевая форма для полимерных изделий с резьбой | 1989 |
|
SU1680544A2 |

1
Изобретение относится к п-ереработке пластмасс, в частности к литьевым формам для изготовления из них изделий с внешней резьбой.
Наиболее близкой к изобретению по технической сущности и достигаемому эффекту является литьевая форма для изготовления резьбовых изделий и пластмасс, содержаш,ая подвижные плиты, включающие плиту матриц с резьбовыми гнездами, промежуточную плиту с установленными в ней центральными знаками, выполненными в виде ведомых шестерен, неподвижную литниковую плиту и механизм вывертывания изделий из резьбовых гнезд плиты матриц 1.
Однако в известной форме невозможно изготавливать изделия с центральным внутренним отверстием и внешней резьбой, например изделия типа «червяк, не имеющих выступов, обеспечивающих их съем.
Цель изобретения - обеспечение возможности изготовления изделий с внутренним центральным отверстием и внешней резьбой и не имеющих выступов, выходящих за радиус участка резьбы.
Поставленная цель дрстигается тем, что литьевая форма для изготовления резьбовых
изделий из пластмасс, содержащая подвижные плиты, включающие плиту матриц с резьбовыми гнездами, промежуточную плиту с установленными в ней центральными знаками, выполненными в виде ведомых шестерен, неподвижную литниковую плиту и механизм вывертывания изделий из резьбовых гнезд плиты матриц, согласно изобретению, снабжена толкателями плиты матриц, выполненными в виде ведомых щестерен, кинематически связанных с механизмом вывертывания изделий из резьбовых гнезд, с резьбовыми хвостовиками, установленными в промежуточной плите, а центральные знаки закреплены в промежуточной плите, а центральные знаки закреплены в промежуточной
15 плите и выполнены с лысками по образующей цилиндрического участка, контактирующего с изделием.
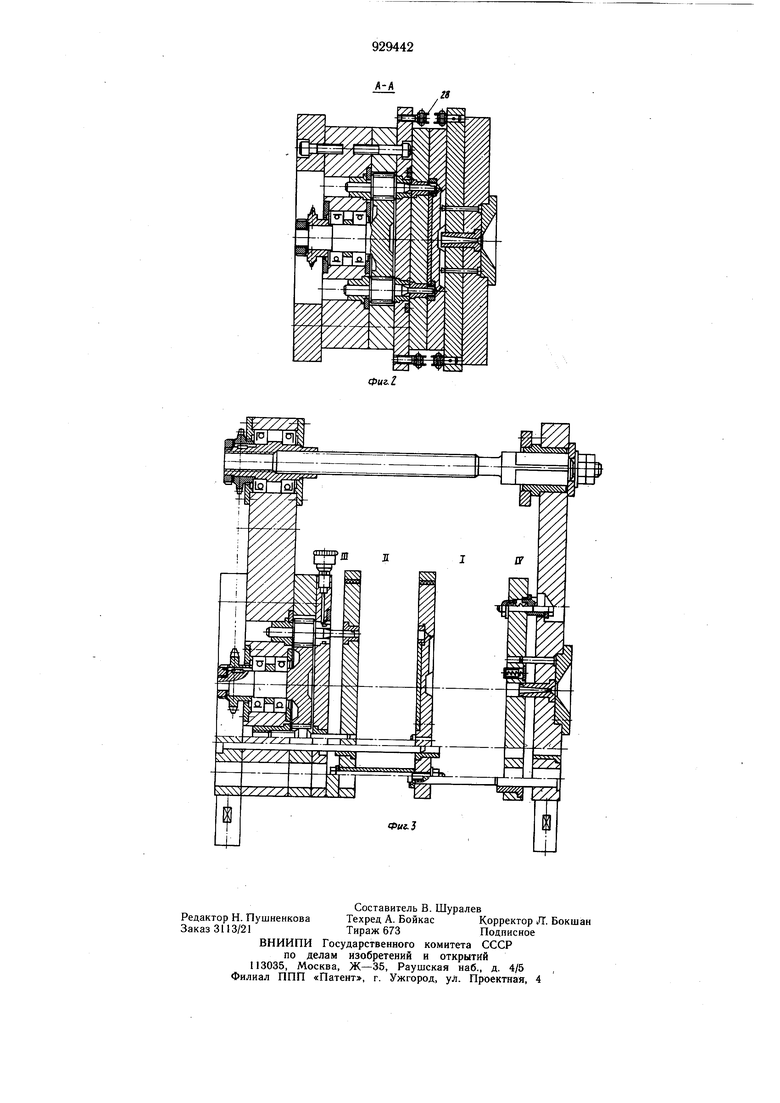
На фиг. 1 изображен общий вид сомк-нутой формы, разрез; на фиг. 2 - форма,
20 поперечный разрез; на фиг. 3 - разомкнутая форма, общий вид.
Форма содержит подвижную плиту 1, в которую установлены направляющие колонки 2 и связанные с ней подвижная промежуточная плита 3 и плита 4. В подщипниках 5 и 6 этих плит зафиксированы без возможности относительного осевого перемещения центральные знаки 7, выполненные в виде ведомых шестерен, находящихся в зацеплении с ведущей щестерней 8. С этой же илестернЬй находятся в зацеплении и толкатели 9, выполненные также в виде ведомых шестерен. Резьбовые хвостовики толкателей установлены в резьбовых гайках 10, запрессованных в промежуточную плиту 3. Вес шестерни расположены в большом центральном отверстии подвижной плиты 11.
В механизме вывертывания изделий из резьбовых гнезд матрицы ведущая шестерня кинематически связана с ходовым винтом 12 через резьбовую втулку 13 посредством цепной передачи 14. Проворачивание-ходового винта 12 предотвращено втулкой 15 квадратного сечения, а возможность осевого перемещения ограничена шайбой 16. Оформляющие отверстие концы центральных знаков 7, установленных цилиндрической поверхностью в направляющих втулках 17 плиты 18 съема, размещены в резьбовых гнездах 19 плиты 20 матриц, в которой установлены упоры 21 тфлкателей 9 и ограничители 22 перемещения плиты съема. Плита 23 съема литника с задерживающими его стержнями 24 связана направляющими колонками 25, одновременно являющимися ограничителями перемещения плиты 20 матриц с литниковой плитой 26, на которой закреплены подпружиненные толкатели 27 плиты 23 съема литников, связанной втулочно-роликовой передачей 28 с подвижной плитой 4.
Форма работает следующим образом.
После подачи расплава в резьбовое гнездо плиты матриц и технологической выдержки производится размыкание формы на величину а, при этом отрывается точечный литник (ведущая щестерня не вращается) и образуется разъем I, чему способствуют подпружиненные толкатели 27 плиты съема литника.
При дальнейшем размыкании формы начинает вращаться ведущая шестерня 8 и зацепленные с ней центральные знаки 7 и толкатели 9. Производится вывертывание отлитого изделия из резьбоЬых гнезд 19 и осевое перемещение плиты 20 матриц относительно плиты 17 съема по направляющим колонкам 2. За счет движения толкателей 9 осевое перемещение которых равно перемещению плиты 20 матриц, так как шаг резьбы гнезда 19 равен шагу резТьбы (но
обратного направления) резьбового хвостовика толкателя 9. Таким образом, осуществляется пе эемещение плиты 20 матриц без срыва и смятия витков отлитого изделия витками резьбового гнезда 19, в результате
которого образуется разъем II (фиг. 3). После вывертывания отличного изделия плита 20 матриц останавливается ограничительными щайбами на колонке 25, а связанные с ней ограничители 22 при дальнейшем перемещении формы задерживают и плиту 17
съема. Происходит образование разъема III, при котором готовые детали сбрасываются плитой 17 с центральных пуансонов 7. G помощью гибкой связи (втулочно-роликовая цепь 28) происходит затем сбрасывание литника с пуансонов 24 плитой 23. Далее форма смыкается и цикл повторяется снова.
Положительный эффект при использовании предлагаемой формы достигается за счет использования ее для изготовления изделий с внутренним центральным отверстием и не имеющих выступов, выходящих за радиус резьбового участка.
Формула изобретения
Литьевая форма для изготовления резьбовых изделий из пластмасс, содержащая подвижные плиты, включающие плиту матриц с резьбовыми гнездами, промежуточную плиту с установленными в ней центральными
знаками, выполненными в виде ведомых шестерен, неподвижную литниковую плиту и механизм вывертывания изделий из резьбовых гнезд плиты матриц, отличающаяся тем, что, с целью обеспечения возможности изготовления изделий с внутренним дентральным отверстием и внешней резьбой и не имеющих выступов, выходящих за радиус участка резьбы, она снабжена толкателями плиты матриц, выполненными в виде ведомых шестерен, кинематически связанных с
0 механизмом вывертывания изделий из резьбовых гнезд, с резьбовыми хвостовиками, установленными в промежуточной плите, а центральные знаки закреплены в промежуточной -плите и выполнены с лысками по образующей цилиндрического участка, контактирующего с изделием.
Источники информации, принятые во внимание при экспертизе - 1. Авторское свидетельство СССР № 414124, кл. В 29 С 5/00, 1971 (про0 тотип).
