(54) ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗЬБОВЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1985 |
|
SU1242395A1 |
| Механизм вывинчивания резьбовых знаков в литьевых формах для полимерных изделий | 1978 |
|
SU730583A1 |
| Пресс-форма для литья под давлением отливок с внутренней резьбой | 1978 |
|
SU725802A1 |
| Литьевая форма для изготовления полимерных изделий с продольными отверстиями | 1983 |
|
SU1165590A1 |
| Пресс | 1974 |
|
SU520255A1 |
| Литьевая форма для полимерных изделий | 1977 |
|
SU745702A1 |
| Литьевая форма с автоматическим вывинчиванием резьбовых знаков для изготовления изделий из полимерных материалов | 1980 |
|
SU963870A1 |
| Литьевая форма для изготовления резьбовых изделий из полимеров | 1977 |
|
SU730580A1 |
| Литьевая форма для изготовления длинномерных изделий с резьбой | 1986 |
|
SU1361012A1 |
I
Изобретение относится к переработке пластмасс в изделия и может найти применение при изготовлении изделий с резьбой.
Известна форма для литья крышек из полиэтилеиа с автоматическим вывертьгааиием резьбознаков и отрывом литниковой системы, содержащая неподвижную полуформу, включающую плиту матриц и ходовой винт, и подвижную полуформу включающую ходовую гайку и двухступенчатый мулыипликатор для переда- jg чи вращательного движения от гайки к резьбознакам, плиту съема и устройство для выталкивания 1.
В известной форме вывертывание резьбозна-, j ков происходит при раскрытии ее. При этом гайка, вывертьшаясь из виита, передает свое движение ведущей шестерне мультипликатора, которая, в свою очередь, приводит в движение резьбознаки. Изделие от проворачивания удар- 20 живается при помощи специального знака, установленного внутри резьбознака и имеющего на торце задерживающий выстут - Изделие удаляется из формы при помощи плиты съема.
Однако наличие двухступенчатого редуктора (мультипликатора) и винтовой пары приводит к значительному усложнению конструкции и увеличению металлоемкости литьевой формы. Кроме того, вследствие большого передаточного числа мультипликатора, необходимо для обеспечения требуемого числа оборотов резьбознака (до 7-8 оборотов), требуется большое усилие для разъема литьевой формы. Двя небольших литьевых машин усилие размыкания может быть недостаточно для того, чтобы раскрыть форму с одновременным вьшинчиванием резьбознаков.
Известна литьевая форма для изготовления резьбовых изделий из полимеров, содержащая подвижиз ю и неподвижную плиты, установленную на подвижной плите ведущую шестерню, на валу которой уложен канат, резьбовые знаки, взаимодействующие с ведущей шестерней и блоки, охватьшаемые канатом 2.
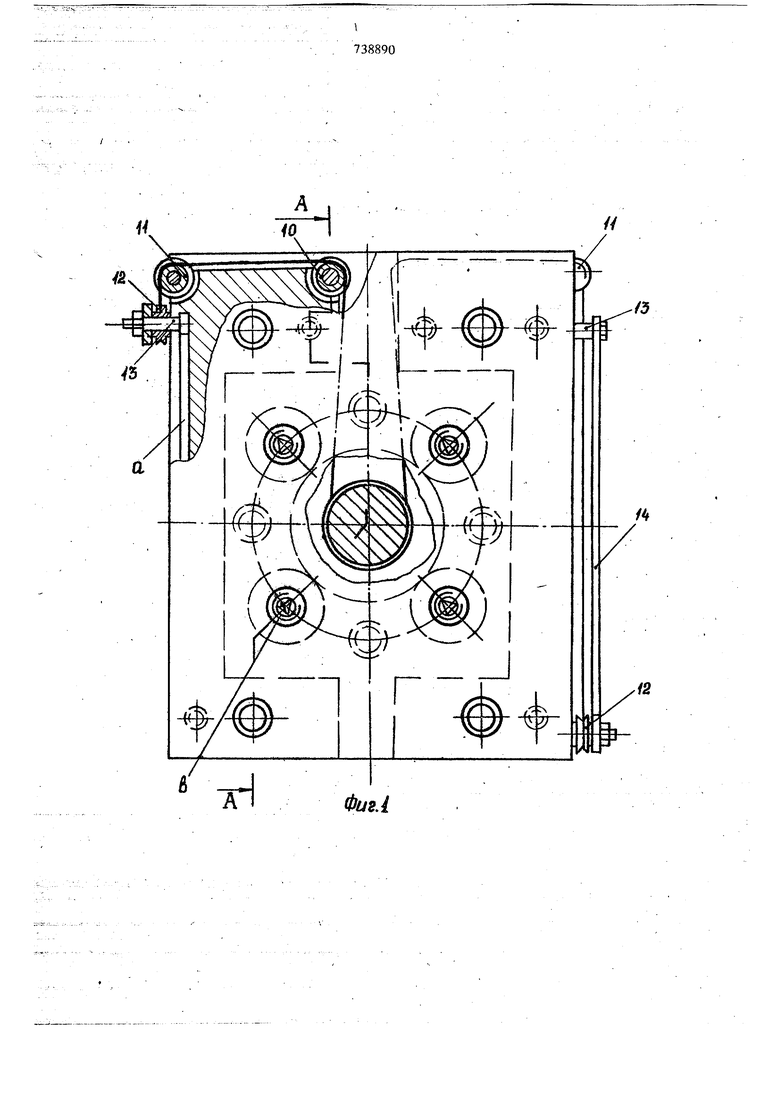
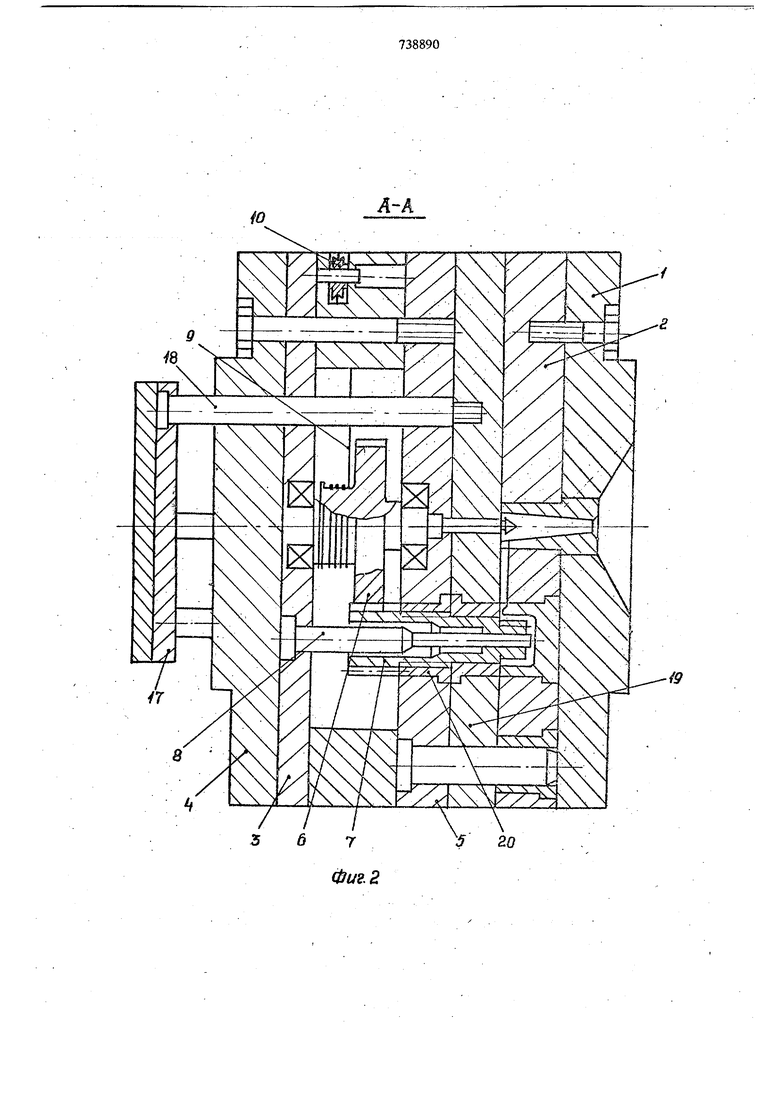
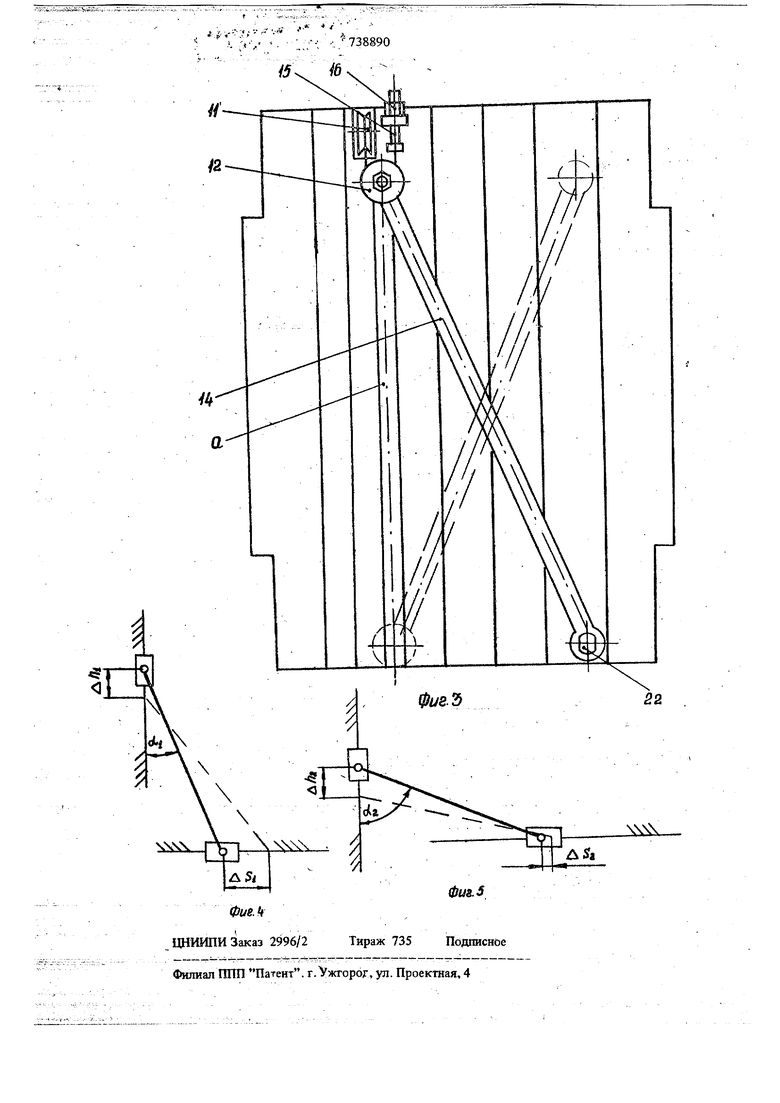
ОднакО в известной форме в начальный момент раскрытия требуется максимальное усилие для вьюинчивания резьбовых знаков. Это связано с тем, что в начальный момент раскрытия необходимо преодолеть моменты инерции всех вращающихся частей и оторвать рюзьбовой знак от изделия. Максимальное усилие, развиваемое при вращения знаков в начальный момент их вьгеинчивания при раскрытии формы может привести к повреждению резьбы на изделии. Цель изобретения - исключение повреждения изделий в момент раскрытия форМы. Поставленная цель достигается гем, что литьевая форма, содержащая подвижную и неподвижную плиты, установленную на подвижной плите ведущую шестерню, на валу которой уло жен канат, резьбовые знаки, взаимодействующи с ведущей шестерней, и блоки, охватываемые канатом, она снабжена пальцами, кинематически связаннь ми с ведущей шестерней, установленны ми с возможностью перемещения в пазах, выполненных на противоположных поверхностях подвижной плиты, и рычагами, один конец которых шарнирно закреплен на неподвижной пли те, а другой конец - на пальце, причем свобод ные концы каната закреплены на подвижной шштс. В данной литьевой форме в начальный момент раскрытия скорость вращения резьбовых знаков наименьшая, что исключает повреждения резьбы на изделиях. С увеличещем величины раскрытия формы скорость плавно увели твается, происходит изменение передаточного числа в зависимости от величины раскрытия формы. На фнг. -1 показана подвижная полуформа в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - подвижная полуформа, вид сбоку на фиг. 4 и 5 - схема работы рычага. Литьевая форма содержит неподвижную литниковую плиту 1, жестко связанную с пли той 2 матриц, подвижную плиту 3, основание промежуточную плиту 5, ведзшую шестерню 6 установленную в подшипниках подвижной и промежуточной плит, разьбовые знаки 7, выполненнЫе. заодно с ведомыми шестернями, к торые взаимодействуют с ведущей шестерней, формующие знаки 8, установленные в подвиж ной плите и выполненнь1е с выступом в для предотвращения изделий от проворачивания при вьшинчивании знаков. На валу шестерни 6 уложен гибкий тяговы орган, канат 9, охватывающий блоки, два из которых 10 и П закреплены на подвижной плите, а третий блок 12 размещен: на пальце Пальцы 13 установлены с возможностью перемещею1я в Т-образных пазах а, которые вы полнены на противЬ11блб)11Я1ЫХ поверхностях подвихагой плиты 3. На пальце 13 шарнирно креплены одним концом рычаги 14, другой конец которых шарнирно закреплен на непод 7 4 ижной плите 1. Свободные концы каната, 9 акреплены на подвижной плите с возможностью регулировки натяжения с помощью винта 15 и гайки 16. Форма содержит плиту 17, связаьшую тягаи 18 с плитой 19 сталкивания. Литьевая форма работает следующим обраом. После запрессовки полимера производится разъем формы.. При этом подвижный конец рычага 14, установленный на пальце 13 (фиг..З) на видимой стороне, перемещается вниз по пазу и, а на противоположной стороне, наоборот, вверх. При этом величина смещения одинакова в обоих случаях. В результате происходит перемещение гибкого тягового элемента, которое вызывает вращение ведущей шестерни 6 и резьбознаков 7. При этом постоянное натяжение гибкого тягового элемента обеспечивается равенством величины смещения концов рычагов, т.е. скорость перемещения левой и правой части гибкого тягового элемента (фиг. 1). одинакова. Величина перемещения гибкого тягового элемента, троса в форме в 2 раза превосходит величину перемещения конца рычага, но указанное соотношение нетрудно увеличить при необходимости введением дополнительных блоков и обеспечением большего числа кратности полиспаста. Пусть Н - наибольшее смещение конца рычага. Тогда наибольшее перемещение гибкого тягового элемента равно 2Н. Количество оборотов резьбознака при полном раскрытии формы п -2-4я d К где я 3,14; d - диаметр вала ведущей шестерни; К - передаточное отношение, определяемое, как отношение числа зубьев резьбознака 13 к числу зубьев ведущей шестерни. Изделия при вывинчивании резьбознаков удерживаются от поворота при. помощи выступа в на торце знака 8. Рассекатель удерживает 1 литник на подвижной полуформе. После полного вывинчивания резьбового знака, приводится в движение плита 17 в результате взаимодействия с неподвижным упором литьевой машины. Плита съема 19 снимает изделие со знака 8. Резьба на втулке 20 имеет такой же шаг, как и оформляющая резьба резьбознака и служит для Продольного принудительного перемещения резьбознака при вывинчивании. При закрь(тии формы рычаги 14 занимают первоначальное исходное положение, в результате чего резьбовые знаки ввинчиваются во втулки 20, принимая исходное положение в формующей полости. 57 Литьевая форма работает в автоматическом цикле. Устройство для вывинчивания резьбозна ков дает переменное передаточное отношение. Наибольшее передаточное число имеет место в начальный момент размыкания (фиг. 4). В этот момент ходу раскрытия формы соответствует перемещение подвижного блока на величину ДИ,. а, -- начальный угол. Незадолго до полного раскрытия формы при угле ttj перемешению подвижного блока 12 ЛН соответствует ход раскрытия ДЗа (фиг. 5). В эт момент имеет место наименьшее передаточное число. Если Z - передаточное число, характери зуемое отношением , то в начальный момент Z 1,а в конечный момент Z ное изменение передаточного числа создает оптимальное условие для работы механизма,так как в начальный момент раскрытия требуется максимал ное усилие для того.чтобы оторвать резьбовой знак от изделия и преодолеть инерционные нагрузки. Изменяя в нужном наггравлении длины рычагов, величина углов «i и «2, диаметр вала шестерни 6 и передаточное число зубчатой пары можно добиться оптимального режима работы и заданного числа оборотов резьбознака. Переменное передаточное число устройства вывинчивания обеспечивает более надежную и долговечную работу, так как в начальный момент требуется меньшее усилие для размыкания. Упрощаются условия сборки К регулировки литьевой формы. Исключается возможность закли1швания во время работы. 1 .Плавормула изобретения Литьевая форма для изготовления резьбовых изделий из полимеров, содержащая подвижную и неподвижную плиты, установленную на подвижной плите, ведущую шестерню, на валу которой уложен канат, резьбовые знаки, взаимодействующие с ведущей шестерней и блоки, охватьшаемые канатом, отличающаяся тем, что, с целью исключения повреждения изделий за счет обеспечения минимальной скорости в момент раскрытия формы, она снабжена пальцами, кинематически связанными с ведущей шестерней, и установленными с возможностью перемещения в пазах, выполненных на противоположных поверхностях подвижной плиты, и рычагами, один конец которых шарнирно закреплен на неподвижной плите, а цругоа конец - на пальце, приэдм свободные концы каната закреплены на подвижной плите. Источники информации, принятые во внимание при экспертизе 1.Манихин Ю. П. Многогнездные автоматизированные литьевые формы для изделий из термопластов. Ленинградский дом научно-техической пропаганды. 1970, с. 16-17. 2.Авторское свидетельство СССР М 408819, л. В .29 С 5/00, 1972 (прототип).
