Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении высокопрочных болтов.
Цель изобретения - повышен 1е производительности и качества термообработки.
На фиг. схематично изображена автоматическая линия, вид Б плане; на фиг. 2 - устройство подачи заготовок на нагрев с накопителем; на фиг. 3 - накопитель заготовок к станкам, вид спереди; на фиг. 4 - механизм поштучной выдачи.
Автоматическая линия в частности для изготовления болтов, содержит расположенные по ходу технологического процесса за10
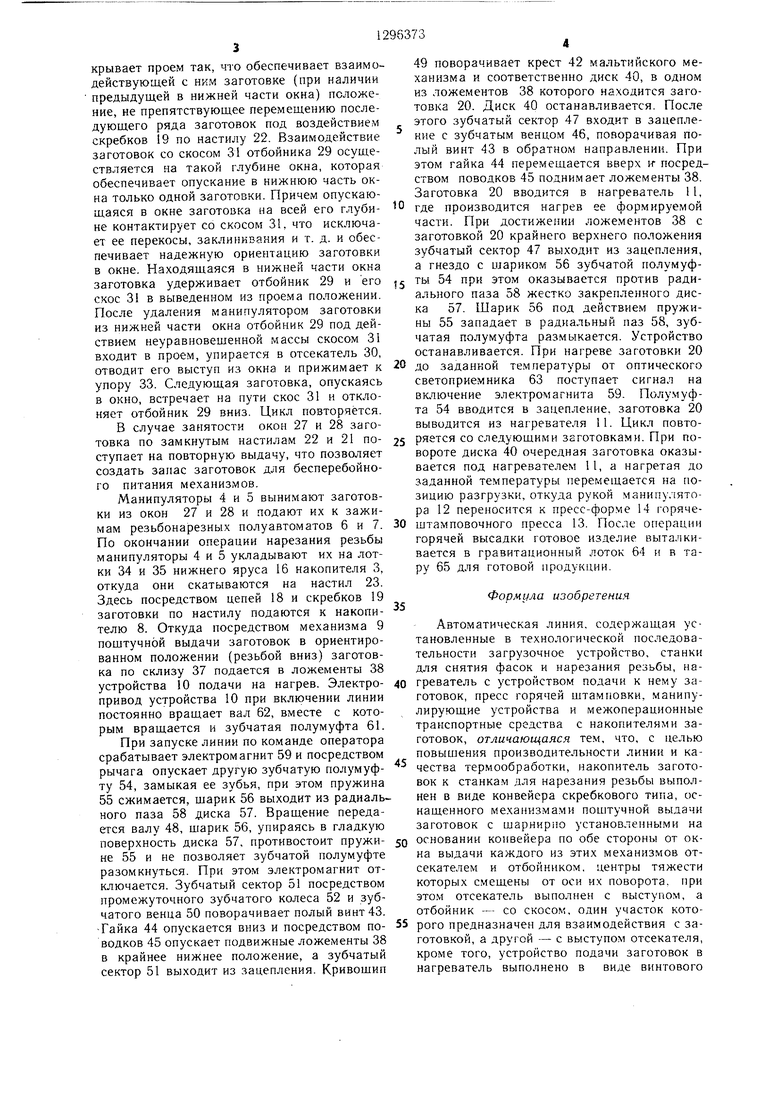
Подвижные ложементы 38 установлены с возможностью вертикального перемещения в направляющих втулках 39 диска 40, жестко установленного на валу 41, в нижней части которого установлен крест 42 мальтийского механизма.
Кроме того, на валу 41 с возможностью вращения относительно последнего установлен полый винт 43 и гайка 44 с закрепленными на ней поводками 45, взаимодействующими с подвижными ложементами 38. В нижней части полого винта 43 выполнены зубчатые венцы, один из которых (46) кинематически соединен с зубчатым сектором 47, установленным на валу 48 кривошипа 49
грузочное элеваторное устройство 1, ста- мальтийского механизма. Второй зубчатый
нок 2 для снятия фаски, накопитель 3, про- мышленн Ые роботы 4 и 5, резьбонарезные полуавтоматы 6 и 7, накопитель 8 с механизмом 9 поштучной выдачи деталей, устройство 10 подачи на нагрев, нагреватель
венец 50 соединен с зубчатым сектором 51, также установленным на валу 48 кривошипа мальтийского механизма через промежуточное колесо 52, установленное в корпусе 53. Кроме того, на валу 48 кривошипа
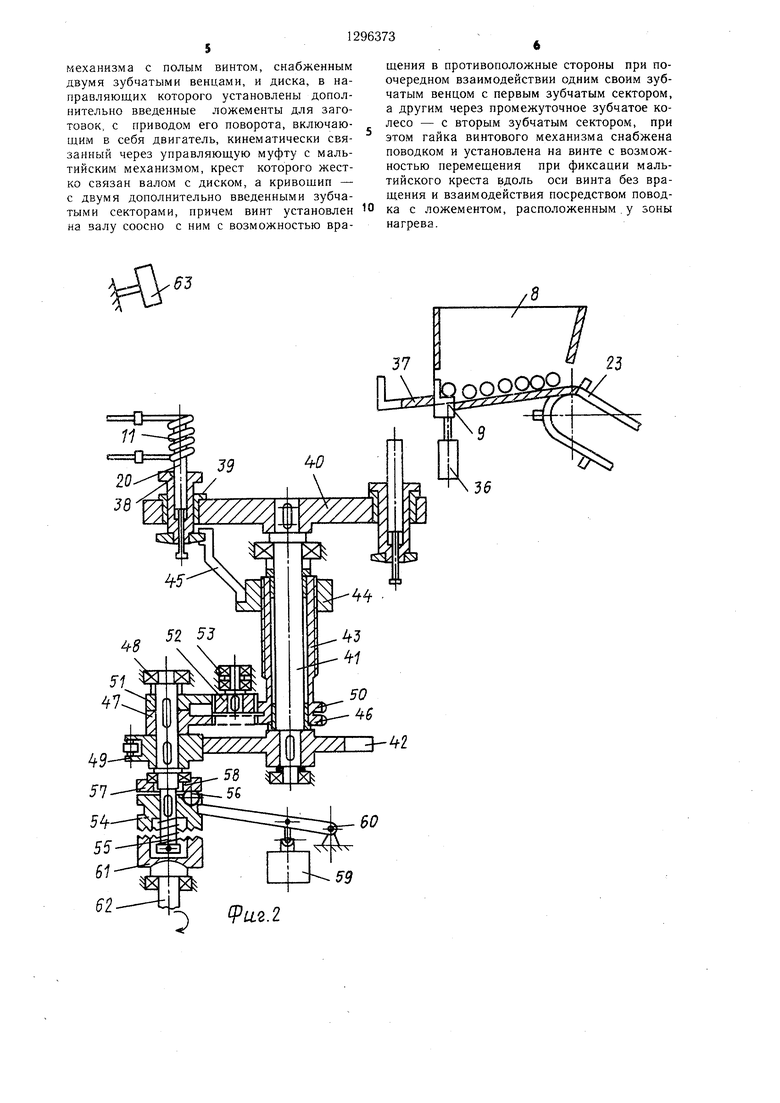
промышленный робот 12, пресс 13 горячей 20 мальтийского механизма установлена под- штамповки с пресс-формой 14.вижно в осевом направлении зубчатая полуНакопитель 3 выполнен в виде конвейера, верхний 15 и нижний 16 ярусы которого содержат бесконечно замкнутые цепи 17 и 18 с закрепленными на них скребками 19, предназначенными для транспортировки заготовок 20 по настилам 21, 22 и 23. Настил 22 позволяет транспортировать заготовки 20 по замкнутому контуру. Верхний ярус 15 оснащен лотком 24 для подвода заго25
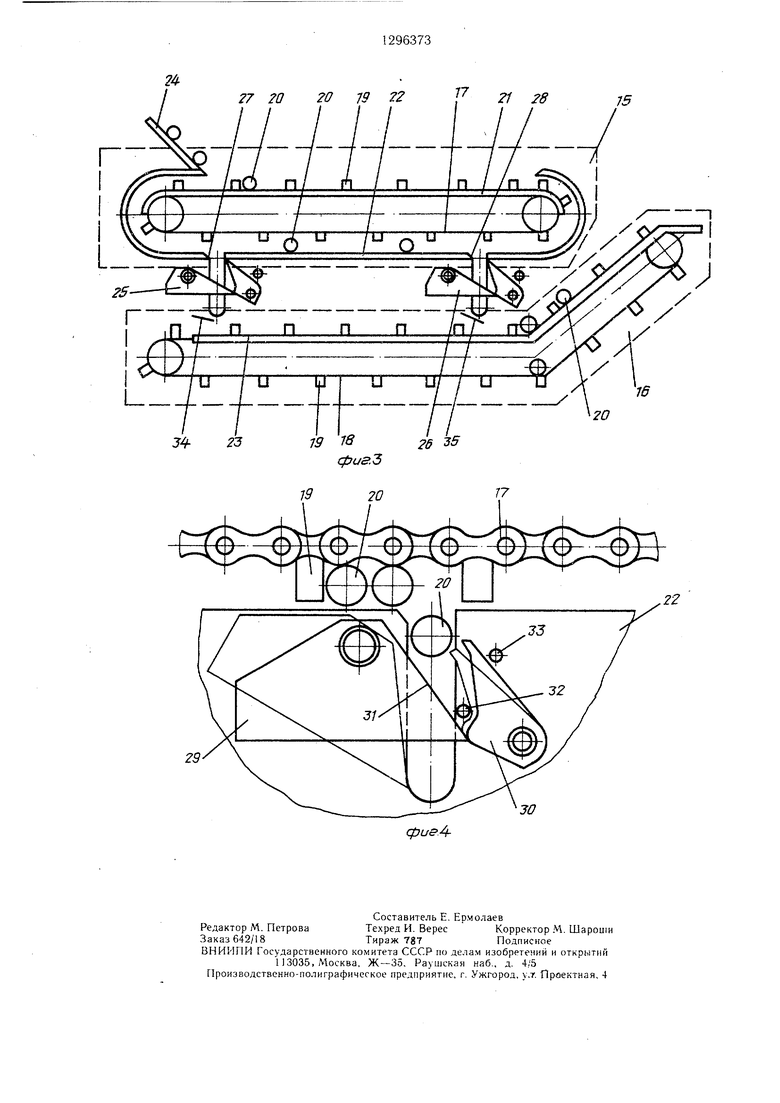
муфта 54, оснащенная пружиной 55. Противоположный зубьям тОрец полумуфты 54 оснащен гнездом с шариком 56, против которого на корпусе 53 жестко закреплен диск 57 с радиальным пазом 58, глубина которого превышает высоту зуба зубчатой полумуфты 54. Осевое перемещение зубчатой полумуфты 54 осуществляется от электромагнита 59 посредством рычага 60. Друтовок от станка 2 снятия фаски и механиз- 30 гая зубчатая полумуфта 61 установлена сомами 25 и 26 поштучной выдачи, установленными в окнах 27 и 28 настила. Механизм поштучной выдачи содержит установленные по разные стороны окна с возможностью качания отбойник 29 и отсекатель 30. Отбойник 29 выполнен в виде сектора со смещен ным центром тяжести и скосом 31 на стороне, обращенной к окну, и установлен так, что скос 31 выступает в проем на глубине от 0,1 до 1,15 диаметра заготовки.
По другую сторону окна установлен с возможностью поворота в сторону окна отсекатель 30, перемещение которого ограничено упорами 32 и 33. Упор 32 ограничивает поворот отсекателя 30 так, что его верхний выступ может перекрывать проем на 2-3 мм Отбойник 29 посредством своей неуравновешенной массы свои.м скосом 31 прижимает отсекатель 30 к упору 33. при этом выступ отсекателя 30 оказывается выведенным из окна.
35
40
45
осно первой на валу 62 привода мальтийского механизма.
Над нагревателем 11 установлен оптический светоприемник 63, а пресс горячей штамповки оснащен гравитационным лотком 64 и тарой 65 готовой продукции.
Линия работает следующим образом.
Заготовки цилиндрической формы загружают в бункер загрузочного элеваторного устройства 1. Пощтучно заготовки подают в станок снятия фаски, где на одном из ее торцов снимается фаска. Затем заготовки 20 поступают к накопителю 3, где из приемного лотка 24 верхнего яруса 15 скатываются на настил 21 и скребками 19 перемещаются на настил 22 к окнам 27 и 28, оснащенным механизмами 25 и 26 пощтучной выдачи. Здесь заготовка опускается в окно 27 или 28 и при отсутствии предыдущей заготовки в нижней части окна проваливается вниз. При этом заготовка встречает на пути скос
Заготовки цилиндрической формы загружают в бункер загрузочного элеваторного устройства 1. Пощтучно заготовки подают в станок снятия фаски, где на одном из ее торцов снимается фаска. Затем заготовки 20 поступают к накопителю 3, где из приемного лотка 24 верхнего яруса 15 скатываются на настил 21 и скребками 19 перемещаются на настил 22 к окнам 27 и 28, оснащенным механизмами 25 и 26 пощтучной выдачи. Здесь заготовка опускается в окно 27 или 28 и при отсутствии предыдущей заготовки в нижней части окна проваливается вниз. При этом заготовка встречает на пути скос
Нижний ярус 16 скребкового конвейера 3 CQ 31 отбойника 29 и отклоняет последний, выпредназначен для передачи заготовок к на- копителю 8 и оснащен лотками 34 и 35 для приема заготовок от .манипуляторов. Накопитель 8 содержит механизм 9 поштучной выдачи заготовок с пневмоцилиндром 36,
водя скос 31 из окна. Как только началось движение отбойника 29 вниз, его скос освобождает удерживаемый и.м отсекатель 30, который под действием неуравновешенной массы поворачивается в сторону проема до
отводящим склизом 37, под которым поо- 55 упора 32, ограничивающего отсекатель, что чередно располагаются ложементы 38 уст- позволяет ему отсечь путь следующей заго- ройства 10 подачи на нагрев.товке. Выступ отсекателя 30 частично пере
Подвижные ложементы 38 установлены с возможностью вертикального перемещения в направляющих втулках 39 диска 40, жестко установленного на валу 41, в нижней части которого установлен крест 42 мальтийского механизма.
Кроме того, на валу 41 с возможностью вращения относительно последнего установлен полый винт 43 и гайка 44 с закрепленными на ней поводками 45, взаимодействующими с подвижными ложементами 38. В нижней части полого винта 43 выполнены зубчатые венцы, один из которых (46) кинематически соединен с зубчатым сектором 47, установленным на валу 48 кривошипа 49
мальтийского механизма. Второй зубчатый
венец 50 соединен с зубчатым сектором 51, также установленным на валу 48 кривошипа мальтийского механизма через промежуточное колесо 52, установленное в корпусе 53. Кроме того, на валу 48 кривошипа
мальтийского механизма установлена под- вижно в осевом направлении зубчатая полумальтийского механизма установлена под- вижно в осевом направлении зубчатая полу
муфта 54, оснащенная пружиной 55. Противоположный зубьям тОрец полумуфты 54 оснащен гнездом с шариком 56, против которого на корпусе 53 жестко закреплен диск 57 с радиальным пазом 58, глубина которого превышает высоту зуба зубчатой полумуфты 54. Осевое перемещение зубчатой полумуфты 54 осуществляется от электромагнита 59 посредством рычага 60. Дру5
0
5
осно первой на валу 62 привода мальтийского механизма.
Над нагревателем 11 установлен оптический светоприемник 63, а пресс горячей штамповки оснащен гравитационным лотком 64 и тарой 65 готовой продукции.
Линия работает следующим образом.
Заготовки цилиндрической формы загружают в бункер загрузочного элеваторного устройства 1. Пощтучно заготовки подают в станок снятия фаски, где на одном из ее торцов снимается фаска. Затем заготовки 20 поступают к накопителю 3, где из приемного лотка 24 верхнего яруса 15 скатываются на настил 21 и скребками 19 перемещаются на настил 22 к окнам 27 и 28, оснащенным механизмами 25 и 26 пощтучной выдачи. Здесь заготовка опускается в окно 27 или 28 и при отсутствии предыдущей заготовки в нижней части окна проваливается вниз. При этом заготовка встречает на пути скос
Q 31 отбойника 29 и отклоняет последний, вы31 отбойника 29 и отклоняет последний, выводя скос 31 из окна. Как только началось движение отбойника 29 вниз, его скос освобождает удерживаемый и.м отсекатель 30, который под действием неуравновешенной массы поворачивается в сторону проема до
упора 32, ограничивающего отсекатель, что позволяет ему отсечь путь следующей заго- товке. Выступ отсекателя 30 частично перекрывает проем так, что обеспечивает взаимодействующей с ним заготовке (при наличии предыдущей в нижней части окна) положение, не препятствующее перемещению последующего ряда заготовок под воздействием скребков 19 по настилу 22. Взаимодействие заготовок со скосом 31 отбойника 29 осуществляется на такой глубине окна, которая обеспечивает опускание в нижнюю часть окна только одной заготовки. Причем опускающаяся в окне заготовка на всей его глубине контактирует со скосом 31, что исключает ее перекосы, заклинивания и т. д. и обеспечивает надежную ориентацию заготовки в окне. Находящаяся в нижней части окна заготовка удерживает отбойник 29 и его скос 31 в выведенном из прое.ма положении. После удаления манипуляторо.м заготовки из нижней части окна отбойник 29 под действием неуравновещенной массы скосом 31 в.ходит в проем, упирается в отсекатель 30, отводит его выступ из окна и прижимает к упору 33. Следующая заготовка, опускаясь в окно, встречает на пути скос 31 и отклоняет отбойник 29 вниз. Цикл повторяется.
В случае занятости окон 27 и 28 заготовка по замкнутым настилам 22 и 21 поступает на повторную выдачу, что позволяет создать запас заготовок для бесперебойного питания механизмов.
Манипуляторы 4 и 5 вынимают заготовки из окон 27 и 28 и подают их к зажи25 ряется со следующими заготовками. При повороте диска 40 очередная заготовка оказывается под нагревателем 11, а нагретая до заданной температуры перемещается на позицию разгрузки, откуда рукой манипулятора 12 переносится к пресс-форме 14 горяче35
мам резьбонарезных полуавтоматов 6 и 7. 30 штамповочного пресса 13. После операции По окончании операции нарезания резьбы манипуляторы 4 и 5 укладывают их на лотки 34 и 35 нижнего яруса 16 накопителя 3, откуда они скатываются на настил 23. Здесь посредством цепей 18 и скребков 19 заготовки по настилу подаются к накопителю 8. Откуда посредством механизма 9 поштучной выдачи заготовок в ориентированном положении (резьбой вниз) заготовка по склизу 37 подается в ложементы 38 устройства 10 подачи на нагрев. Электро- 40 привод устройства 10 при включении линии постоянно вращает вал 62, вместе с которым вращается и зубчатая полумуфта 61. При запуске линии по команде оператора срабатывает электромагнит 59 и посредством рычага опускает другую зубчатую полумуфту 54, замыкая ее зубья, при этом пружина 55 сжимается, щарик 56 выходит из радиального паза 58 диска 57. Вращение переда- егся валу 48, щарик 56, упираясь в гладкую
45
горячей высадки готовое изделие выталкивается в гравитационный лоток 64 и в тару 65 для готовой продукции.
Формула изобретения
Автоматическая линия, содержащая установленные в технологической последовательности загрузочное устройство, станки для снятия фасок и нарезания резьбы, нагреватель с устройством подачи к нему заготовок, пресс горячей штамповки, манипулирующие устройства и межоперационные транспортные средства с накопителями заготовок, отличающаяся тем, что, с целью повышения производительности линии и качества термообработки, накопитель заготовок к станка.м для нарезания резьбы выполнен в виде конвейера скребкового типа, оснащенного механизмами поштучной выдачи заготовок с шарнирио установленными на
поверхность диска 57, противостоит пружи- 50 основании конвейера по обе стороны от окне 55 и не позволяет зубчатой полумуфте разомкнуться. При этом электромагнит отключается. Зубчатый сектор 51 посредством промежуточного зубчатого колеса 52 и зубчатого венца 50 поворачивает полый винт 43. Тайка 44 опускается вниз и посредством поводков 45 опускает подвижные ложементы 38 в крайнее нижнее положение, а зубчатый сектор 51 выходит из зацепления. Кривошип
55
на выдачи каждого из этих механизмов от- секателем и отбойником, центры тяжести которых смещены от оси их поворота, при это.м отсекатель выполнен с выступом, а отбойник - со скосом, один участок которого предназначен для взаимодействия с заготовкой, а другой - с выступом отсекателя, кроме того, устройство подачи заготовок в нагреватель выполнено в виде винтового
49 поворачивает крест 42 мальтийского механизма и соответственно диск 40, в одном из ложементов 38 которого находится заготовка 20. Диск 40 останавливается. После этого зубчатый сектор 47 входит в зацепление с зубчатым венцом 46, поворачивая полый винт 43 в обратном направлении. При этом гайка 44 перемещается вверх я- посредством поводков 45 поднимает ложементы 38. Заготовка 20 вводится в нагреватель 11,
где производится нагрев ее формируемой части. При достижении ложементов 38 с заготовкой 20 крайнего верхнего положения зубчатый сектор 47 выходит из зацепления, а гнездо с шариком 56 зубчатой полумуфты 54 при этом оказывается против радиального паза 58 жестко закрепленного диска 57. Шарик 56 под действием пружины 55 западает в радиальный паз 58, зубчатая полумуфта размыкается. Устройство останавливается. При нагреве заготовки 20
до заданной температуры от оптического светоприемника 63 поступает сигнал на включение электромагнита 59. Полу.муф- та 54 вводится в зацепление, заготовка 20 выводится из нагревателя 11. Цикл повторяется со следующими заготовками. При повороте диска 40 очередная заготовка оказывается под нагревателем 11, а нагретая до заданной температуры перемещается на позицию разгрузки, откуда рукой манипулятора 12 переносится к пресс-форме 14 горячештамповочного пресса 13. После операции
штамповочного пресса 13. После операции
горячей высадки готовое изделие выталкивается в гравитационный лоток 64 и в тару 65 для готовой продукции.
Формула изобретения
Автоматическая линия, содержащая установленные в технологической последовательности загрузочное устройство, станки для снятия фасок и нарезания резьбы, нагреватель с устройством подачи к нему заготовок, пресс горячей штамповки, манипулирующие устройства и межоперационные транспортные средства с накопителями заготовок, отличающаяся тем, что, с целью повышения производительности линии и качества термообработки, накопитель заготовок к станка.м для нарезания резьбы выполнен в виде конвейера скребкового типа, оснащенного механизмами поштучной выдачи заготовок с шарнирио установленными на
50 основании конвейера по обе стороны от ок55
на выдачи каждого из этих механизмов от- секателем и отбойником, центры тяжести которых смещены от оси их поворота, при это.м отсекатель выполнен с выступом, а отбойник - со скосом, один участок которого предназначен для взаимодействия с заготовкой, а другой - с выступом отсекателя, кроме того, устройство подачи заготовок в нагреватель выполнено в виде винтового
механизма с полым винтом, снабженным двумя зубчатыми венцами, и диска, в направляющих которого установлены дополнительно введенные ложементы для заготовок, с приводом его поворота, включающим в себя двигатель, кинематически связанный через управляющую муфту с мальтийским механизмом, крест которого жестко связан валом с диском, а кривощип - с двумя дополнительно введенными зубчатыми секторами, причем винт установлен на валу соосно с ним с возможностью вра
щения в противоположные стороны при поочередном взаимодействии одним своим зубчатым венцом с первым зубчатым сектором, а другим через промежуточное зубчатое колесо - с вторым зубчатым сектором, при этом гайка винтового механизма снабжена поводком и установлена на винте с возможностью перемещения при фиксации мальтийского креста вдоль оси винта без вращения и взаимодействия посредством поводка с ложементом, расположенным . у зоны нагрева.
63
40
im
у//л
59
9U.2.2
2
27 20 20 79 72
3 23
19 1826 3ff
фиг.
V 21 28
15
76
2O
29
JO
.4
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для брикетирования штучных изделий | 1976 |
|
SU653136A1 |
| Устройство для поштучной выдачи заготовок | 1975 |
|
SU560681A1 |
| Устройство для подачи и обработки деталей | 1986 |
|
SU1402392A1 |
| Автоматическое устройство для сборки ламповых панелей | 1957 |
|
SU118530A1 |
| Агрегат для нагрева и прессования заготовок оптического стекла | 1989 |
|
SU1691330A1 |
| Устройство для сборки резьбовых соединений | 1985 |
|
SU1337244A1 |
| ЗАГРУЗОЧНО-РАЗГРУЗОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2138368C1 |
| Устройство для прокатки цилиндрических изделий | 1980 |
|
SU889241A1 |
| АГРЕГАТ ДЛЯ ХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1973 |
|
SU392173A1 |
| Автомат для изготовления сборных изделий | 1978 |
|
SU753583A1 |
Изобретение касается обработки металлов давлением и может быть использовано при изготовлении болтов. Целью изобретения является повышение производительности и качества термообработки за счет точного позиционирования заготовок в нагревателе. Для этого в линии, содержащей расположенные по ходу технологического процесса загрузочное устройство I, станок 2 снятия фаски, накопитель 3, промышленные роботы 4, 5, 12, резьбонарезные полуавтоматы 6, 7, накопитель 8 с механизмом 9 поштучной выдачи деталей, устройство 10 подачи на нагрев, нагреватель 11 и пресс 13 горячей штамповки, устройство подачи на нагрев имеет установленные на диске подвижные ложементы под заготовки. .Механизм поворота диска и перемещения ложементов включает в себя винтовую передачу и мальтийский механизм, что обеспечивает точное позиционирование ложемента у нагревателя. Кроме того, механизм поштучной выдачи заготовок из накопителя 3 имеет отсекатель, взаимодействующий с ним отбойник, перемещающиеся из рабочего в неходкое положение под действием собственного веса. 4 ил. с со ьо О5 оо 00 фиг V/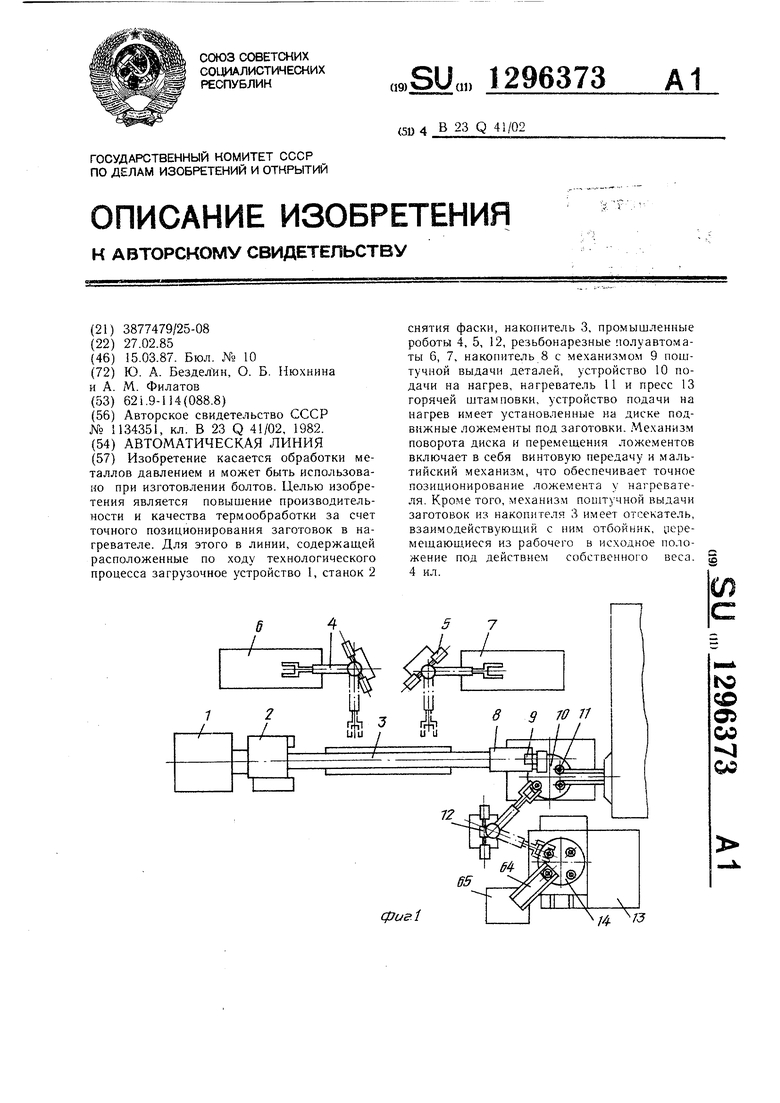
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
