Изобретение относится к области металлургии, в частности к способам термической обработки верных и цветных металлов и сплавов, и может быть использовано при проведении процессов нагрева металла в нагревательных печах.
В общем случае при нагреве заготовок в многозонной нагревательной печи температура греющей среды распределена вдбль каждой зоны нерав- номерно, причем на кривой распреде- ления температуры грекяцей среды имеются экстремальные точки (максимумы и минимумы ), что, помимо других факторов, влияет на интенсивность нагрева заготовок в печи.
Известен способ управления нагревом заготовок в многозонной нагревательной печи, заключающийся в том, что измеряют температуру заготовок в томильной и верхних сварочных зонах печи, толшину и ширину заготовок и поддерживают температуру в томильной, верхних сварочных и нижних сварочных зонах в зависимости от изменений толшины, ширины заготовок, скорости прохождения заготовок через печь, марки нагреваемого ме- , талла и разности между заданной температурой выдачи заготовок и измеренным значением температуры поверхности заготовок в соответствующей зоне t.1 .
Недостатками известного способа являются низкая точность нагрева за готовок и возможные простои стана из-за остановок печи на подогрев, обусловленные, во-первых, тем, что
10 связь между измеренной температурой поверхности заготовок и заданной температурой греющей среды устанавливается неизменной по времени, а, вовторых, не учитывается характер распределения температуры греющей среды по длине зоны.
Наиболее близким к изобретению по технической суюности и достигаемому результату является способ упг
20 равления нагревом заготовок в многозонной нагревательной печи, включающий измерение температуры греююей среды по длине печи, слежение за положением заготовок в печи, измерение
25 температур поверхности заготовок на входе и выходе из зоны, расчет нагрева заготовок в зонах на основе моделирования внешнего и внутреннего теплообмена в ряде сечений по длине
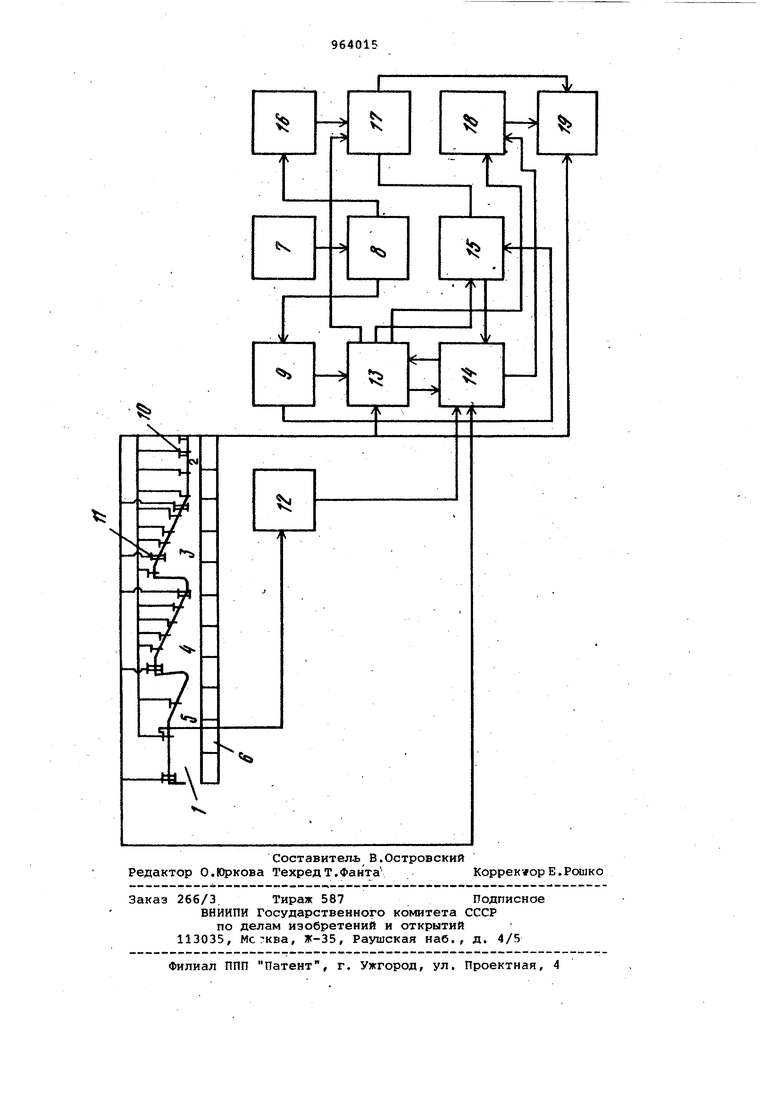
30 печи, задание траекторий нагрева и вьшачу заданий температур греющей среды в зонах регулирования,причем задаваем ле температуры в зонах регулирования устанавливают пропорционально разности температур между .рассчитанной по модели, измеренной и заданной траекториями нагрева Г2 Недостатком известного способа являются перегрев и оплавление металла при нагреве с высокими температурами греющей среды, вызванными неточным моделированием нагрева и отсутствием коррекции нагрева в сече ниях с максимальными температурами греющей среды, и останов печи на подогрев при неточном моделировании и отсутствии коррекции нагрева в се е|Ниях с минимальными температурами греющей среды. Целью изобретения является улучшение качества нагревания заготовок и увеличение производительности печи Цель достигается тем, что по способу управления нагревом заготовок в многозонной нагревательной печи, включающему измерение температуры греющей среды по длине печи, слеже ние за положением заготовок в печи, измерение температур поверхности заготовок в ряде фиксированных сечений по длине печи и управление расходом топлива в каждой зоне с учетом моделей внешнего и внутреннего теплообмена в ряде сечений по длине печи измеренных температур и заданных траекторий нагрева, определяют координаты сечений с экстремальными зн чениями температуры греющей среды измеряют температуру поверхности заготовок в этих сечениях по длине пе чи и последовательно по их координа там вычитают из рассчитанной по модели для этой координаты температуры поверхности измеренную температуру поверхности, и при положительной ра ности увеличивают, а при отрицател ном уменьшают расход топлива в зоне в которой находится рассматриваемая координата, на величину, обратно пропорциональную расстоянию от рассматриваемой координаты до выхода и зоны. На чертеже представлена принципи альная схема систе№1 для осуществле ния предлагаемого способа. Система содержит проходную печь включающую методическую зону 2, пер вую сварочную зону 3, вторую свароч ную зону 4, тo дальнyю зону 5, заготовки 6, датчик 7 загрузки заготовки блок 8 ввода исходной информации, блок 9 слежения. Информация о новой сажаемой в печь заготовке по сигналу с 7 загрузки поступает из блока 8 ввода исходной информации в блок 9 слежения. Система содержит также датчики 10 температуры, греюще среды, датчики 11 температур повер .ности нагреваемых заготовок, блок 12 определения координат экстремальных температур греющей среды, соеди11.нный с: выходами датчиков 10, блок 13 моделирования внешнего теплообмена, подсоединенный к датчикам 10 и блоку 9.системы-слежения, блок 14 коррекций, коэффициента теплопередачи модели внешнего теплообмена, подсоединенный к выходу блока 13 моделирования внешнего теплообмена, блока 12 определения координат экстремальных температур греющей среды, блока 13 моделирования внешнего теплообмена, и датчиками 11, блок 15 моделирования внутреннего теплообмена, соединенный с выходом 9 слежения и блока 13 моделирования внешнего теплообмена, блок 16 задания траекторий нагрева, связанный с блоком 8 ввода исходной информации, блок 17 задания температур в зонах регулирования, подсоединенный к выходу блока 16 заданных траекторий нагрева и блока 13 моделирования внешнего теплообмена и блока 15 моделирования внутреннего теплообмена, блок 18 коррекции заданий температур в зонах регулирования, подсоединенный к выходам блока 13 моделирования внешнего теплообмена, и блока 14 коррекции коэффициента теплопередачи модели внешнего теплообмена, блок 19 регулятор температур греющей средыX связанной с выходом блока 18 коррекции температур греющей среды и блока 17 заданий температур греющей среды и датчиками 10 . Датчик 7 загрузки представляет собой фотодатчик, выдающий сигнал при посаде очередной заготовки в печь. Система работает следующим образом. Нагреваемые в печи 1 заготовки б последовательно проходят методическую зону 2, сварочные зоны 3,4 и томинальную зону 5, нагреваясь при этом. Загрузка новых заготовок фиксируется датчиком, 7 загрузки, и при этом с блока 8 ввода исходной информации в систему слежения поступает информация о посаженной заготовке, температура греющей среды измеряется датчиком 10, сигналы от которых поступают в блоки 12, 13 и 19. В блоке 12 по этим сигналам определяются координаты сечений, имеющих экстремальные температуры греющей среды. В блоке 13 по данным теплофизических параметров заготовок блока 9 слежения и сигналом блока 12 моделируется внешний теплообмен. В блоке 19 регулятора температуру греющей среды сравниваются заданные температуры с блока 17 заданий температуры греющей среды и блока 18 коррекции температуры греющей средыс)измеренной датчиками 10, и в случае рас-:
согласования изменяется подача топлива. Для определенных в блоке 12 определения координат экстремальных сечений координат экстремальных сечений координат измеряются температуры поверхности датчиками 11 температуры поверхности и в блоке 14 коррекции коэффициента теплопередачи модели внешнего теплообмена опреде-) ляют новое значение коэффициента, сравнивая измеренную температуру с расчетной..
В блоках 13 и 15 моделируется нагрев заготовок и расчетные траектории нагрева в блоке 17 заданий температуры греющей среды по сигналу рассогласований измеренной и расчетной температур поверхности с блока 14 коррекции коэффициента теплопередачи модели внешнего теплообмена теплопроводности изменяется задание регулятору температуры греющей среды.
гПреимущества предлагаемого способа заключаются в следующем.
В общем случае внешняя теплопередача имеет случайный характер, в то время как внутренняя теплопередача в заготовке имеет детермированный характер. При этом критическими являются сечения с экстремальными температурами греющей среды, так как неточное моделирование и управление приводит как к перегреву и оплавлению заготовки, так и к недогреву, останову печи на подогрев, снижению производительности. В этом случае оценка качества по нагреву в фиксированных сечениях приводит к значительным запаздываниям и не позволяет оперативно управлять нагревом каждой заготовки и корректировать модель внешнего теплообмена, так как координаты сечений с экстремальными температурами непрерывно изменяются в процессе нагрева.
Предлагаемый способ исключает эти недостатки, так как позволяет корректировать модель внешнего теплообмена и нагрев заготовок при изменении условий- тепловой работы нагревательной печи в сечениях с экстремальными температурс1ми.
Предлагаемый способ за счет более. точного нагрева позволяет снизить окалинообразование не менее чем на 2% и повысить производительность не менее чем на 3%. При этом ожидаемый , экономический эффект от внедрения на одной печи составит не менее 359 тыс. руб. в год.
Формула изобретения
0
Способ управления нагревом заготовок в многозонной нагревательной печи, включающий измерение температуры греющей среды по длине печи, слежение за положением заготовок в печи, измерение температур поверх5ности заготовок в ряде фиксированных сечений по длине печи и управление расходом топлива в каждой зоне с учетом моделей внешнего и внутреннего теплообмена в ряде .сечений по дли0не печи, измеренных температур и заданных траекторий по длине печи, измеренных температур и заданных траекторий нагрева, отличающийс я -тем, что, с целью улучшения ка5чества нагревания заготовок и повышения производительности печи, определяют координаты сечений с экстремальными значениями температуры греющей среды, измеряют температуры по0верхности заготовок в этих сечениях по длине печи и последовательно по их координатам вычитают из рассчитанной по модели для этой координаты температуры поверхности измеренную
5 температуру поверхности, и при положительной разности увеличивают, а при отрицательной уменьшают расход топлива, в зоне, в которой находится рассматриваемая координата, на ве-
0 личину, обратно пропорциональную расстоянию от рассматриваемой координаты до выхода из зоны.
Источники информации, принятые во внимание при экспертизе
5
1. Авторское свидетельство СССР 441298, кл. С 21 Х 1/34, 605 В 1/00, 1972.
2. Челюсткин А.Б. Автоматизация процессов прокатного производства. К,, Металлургия, 1971, с.1920195.


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления нагревом заготовок в многозонной пламенной печи | 1990 |
|
SU1789045A3 |
| СПОСОБ УПРАВЛЕНИЯ НАГРЕВОМ МЕТАЛЛА В ПЕЧАХ ПРОКАТНЫХ СТАНОВ | 2007 |
|
RU2337293C1 |
| Способ управления нагревом заготовок в кольцевой нагревательной печи | 1987 |
|
SU1537701A1 |
| Устройство для измерения распределенной температуры теплоносителя проходной нагревательной печи | 1980 |
|
SU901306A1 |
| Способ управления нагревом заготовок в многозонной проходной печи | 1973 |
|
SU441298A1 |
| Устройство для моделирования процесса теплопередачи в теплообменном аппарате | 1982 |
|
SU1016801A1 |
| Система определения задания регуляторам температурного режима зон проходной нагревательной печи | 1977 |
|
SU631549A2 |
| Устройство для моделирования процесса теплопередачи в теплообменном аппарате | 1983 |
|
SU1103258A1 |
| Устройство для моделирования процесса теплопередачи в теплообменном аппарате | 1982 |
|
SU1076922A1 |
| Устройство для моделирования процесса теплопередачи в теплообменном аппарате | 1983 |
|
SU1133602A2 |